Реттеуді бастамас бұрын сорғы мен реттегіштің май камерасын таза дизельдік отынмен шайыңыз және ағызу тесігі деңгейіне дейін жаңа мотор майын құйыңыз
Сынақ барысында май төгетін тығынды тығындаңыз.
Жанармай сорғысын тексеруді және реттеуді шеберхана жағдайында білікті мамандар жүргізуі керек.
Жанармай сорғыларын бақылауға арналған жабдықтар тізімі: кемінде 11 кВт жетек қуаты бар Motorpal, Hansman немесе KI-15711 стендтері:
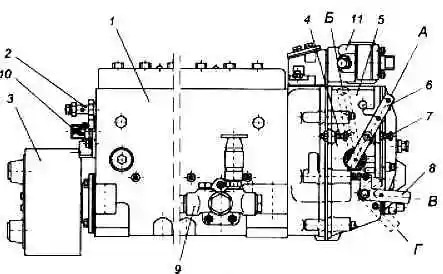
Модель 173 жоғары қысымды отын сорғысы: 1 - жоғары қысымды отын сорғысы; 2 - айналма клапан; 3 - амортизатордың муфтасы; 4 - максималды жылдамдықты шектейтін болт; 5 - жылдамдықты реттегіш; 6 - реттегішті басқару тұтқасы; 7 - ең аз жылдамдықты шектейтін болт; 8 - тоқтату кронштейні; 9 - жанармай құю сорғысы; 10 - бастапқы беруді реттеу болты; 11 - отын беруді күшейтетін түзеткіш; A – рычагтың ең аз бос жүріс кезіндегі орны; B - максималды бос жүріс кезінде рычагтың жағдайы; B - жұмыс кезіндегі кронштейннің жағдайы; G - беру өшірілген кездегі кронштейннің орны
- – стендтік жабдықтар мен құрылғылар ГОСТ 10758 талаптарына сәйкес болуы керек;
- – ГОСТ 29329 бойынша орташа дәлдік класындағы шкалалар;
- - Т9590-27 итергіштің көтерілуін басқаруға арналған құрылғы;
- - Т9597-111 реттегішінің әрекетінің басталуын басқаруға арналған құрылғы.
Стенд 0,4 МПа (4 кгс/см 2) дейін реттелетін қысыммен жанармай сорғысына сүзілген майды беру үшін қосымша жүйемен және құрылғысы бар сығылған ауа беру жүйесімен жабдықталуы керек. 0-ден 0,15 МПа-ға дейін (0-ден 1,5 кгс/см 2) біркелкі қысымды бақылау үшін.
Сорапты сынақтар ГОСТ 305-82 бойынша сүзілген дизель отынының L маркасында немесе ГОСТ 20799-88 бойынша оның өнеркәсіптік маймен қоспасынан тұратын калибрленген (технологиялық) сұйықтықта, ГОСТ бойынша авиациялық майда жүргізілуі керек. 21743-76 немесе (20±5)°С температурада тұтқырлығы 5-6 мм 2/s (cSt) болатын ТУ 38.401-58-10-90 сәйкес жарықтандыру керосині.
40% РЖ-3 ТУ 38.101.964 және 60% РЖ-8 ТУ 38.101.883 құрайтын, тұтқырлығы 5-6 мм 2 /с (cSt) (20±5)°С болатын жұмыс сұйықтықтарының қоспасын пайдалануға рұқсат етіледі. температурада.
Циклдік берілістердің шамасы мен біркелкі еместігін бақылау кезінде стендтің жанармай құбырымен сыналған сорғыға шығыс қосылымында өлшенетін отынның температурасы (32 ± 2) ° С болуы керек
Сорғыны тұғырға орнатпас бұрын, таратқыш білігінің осьтік саңылауының жоқтығын тексеріңіз. Егер кері соққы болса, 90-100 Н (9-10 кгс) күшпен басқарылатын шығыршықтарды орнату арқылы таратқыш білігінің ойығын 0,03-0,09 мм реттегеннен кейін 0,01-0,07 мм кедергі келтіріңіз, содан кейін екеуін алыңыз. қалыңдығы 0,05 мм кескіштер.
Қақпақ болттары тартылған кезде, таратқыш білік мойынтіректерде еркін айналуы керек.
Жанармай сорғысын тексеру және реттеу тиімді ағын ауданы μf = 0,244 мм 2 болатын 26-03С үлгісіндегі инжекторлардың стендтік жиынтығымен жүргізілуі керек.
Отын сорғысын инжекторлардың жұмыс жинағымен тексеруге және реттеуге рұқсат етіледі. Әрбір саптама жанармай сорғысының сәйкес бөлігіне тағайындалуы және кейіннен осы бөлімге қосылған қозғалтқыш цилиндріне орнатылуы керек.
Жоғары қысымды отын желілерінің стендтік жинағы үшін ұзындығы 415±3 мм түтіктерді пайдалану керек, орындық жинағын құрайтын отын желілерінің өткізу қабілетінің айырмашылығы 0,5 мм 3/цикл.
Бір жоғары қысымды секциядағы, бір саптамамен және бір орындық көбік кетіргіштегі жанармай құбырының өткізу қабілетін анықтаңыз.
Тексеру және реттеу алдында төмен қысымды жүйе мен жоғары қысымды жанармай сорғысының май қуысы тығыз екеніне көз жеткізу керек, ол үшін:
Айналмалы клапанның саңылауын, жанармай құю сорғысының шығыс тесігін, жоғары қысымды жанармай сорғысының фитингтерін, күшейткіш түзеткіштің май беру бұрандасын, электр алау құрылғысының отын сору тесігін, тартпаның қақпағын орнатыңыз.
Инъекциялық сорғы корпусындағы май төгетін тығынға ішкі көлемі 25 см 3 (ішкі диаметрі 8 мм-ден аспайтын) түтікті мықтап жалғаңыз.
Түтіктің бос ұшын тереңдігі 20 мм-ден аспайтын отын бар ыдысқа батырыңыз.
Сығылған ауаны айдау сорғысының отын кірісіне және жанармай құю сорғысының отын кірісіне жіберіңіз.
Жүйедегі қысым біркелкі (10-20 с ішінде) 0-ден 0,5 МПа-ға дейін (0-ден 5 кгс/см 2 дейін) жоғарылағанда, айдау сорғы қолайлы болып саналады. ішінде ауа көпіршіктері байқалмайды жанармай багы.
Сығылған ауаны май төгетін тығынға қосыңыз және айдау сорғысын дизель отыны бар контейнерге батырыңыз.
Егер 0,01-0,015 МПа (0,1-0,15 кгс/см 2) қысымда 20 секунд ішінде айдау сорғысының қосылымдары арқылы ауа көпіршіктері байқалмаса, айдау сорғысы тығыздалған болып саналады, келесі қосылымдарды қоспағанда: рельстің бекіткіш бұрандасы - бүрку сорғысының корпусы, күшейткіш түзеткіш рычагтың осі - мембраналық корпус.
Жанармай сорғысын тексеру кезінде мыналар бақыланады:
- – сорғы секциялары бойынша отын беруді бастау;
- - отын берудің мөлшері мен біркелкі еместігі.
Сорғы секцияларымен отын берудің басталуы итергіштің көтерілуімен, жетек жағынан қарағанда сағат тілімен бұрылған кездегі сорғы таратқыш білігінің айналу бұрышымен, сөренің орналасуымен анықталады. номиналды жем, яғни. рельс сорғының ұшынан (11 ± 1) мм шығып тұратын күй.
Сорғының бірінші секциясының отын берудің басталуы итергіштің 5,2 ± 0,05 мм көтерілуіне сәйкес келуі керек.
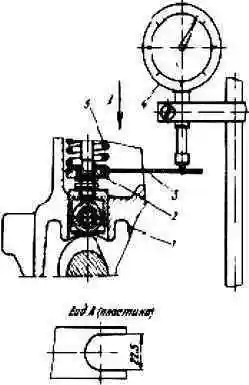
Итергіш көтергішті тексеруге арналған құрылғы: 1 - жоғары қысымды отын сорғысының корпусы; 2 - итергіш серіппенің төменгі табақшасы; 3 - табақ; 4 - көрсеткіш; 5 - итергіш серіппе
Итергіштің көтерілуін индикатормен өлшеңіз (Cурет 2).
Бірінші секция отын бере бастаған кезде, жанармай бүркуді бастау индикаторындағы және бұралу діріл сөндіргішіндегі белгілер сәйкес келуі керек. Белгілердің сәйкессіздігі 0,5°-тан аспауы керек.
Сорап бөлімдері келесі ретпен жеткізілуі керек (таратқыш біліктің айналу дәрежесі бойынша):
- №1 бөлім - 0° #4 бөлім - 180°
- №3 бөлім - 45° #5 бөлім - 225°
- №6 бөлім - 90° #7 бөлім - 270°
- №2 бөлім - 135° #8 бөлім - 315°
Бірінші сорғы секциясының жанармай бүркуінің геометриялық басталуына қатысты сорғы секцияларымен жанармай бүркудің басына сәйкес таратқыш білігінің бұрыштарының ауытқуы ± 30 минут болуы керек, артық емес.
Отын берудің басталуын реттеу секция корпусының фланецтерінің астына орнатылған тығыздағыштар арқылы жүзеге асырылады және олардың саны мен қалыңдығы екі жағында бірдей, ал ең қалың тығыздағыш жоғарғы жағында болуы керек.
Тығыздауыштардың қалыңдығы ұлғайған кезде отын беру кейінірек, қалыңдығы азайған кезде отын беру ертерек басталады.
Сорғыға зақым келтірмеу үшін тығыздағыштардың ең аз қалыңдығы 0,6 мм-ден кем болмауы керек.
Отын беру көлемі мен біркелкілігін келесі ретпен тексеріп, реттеңіз:
1. Шығару клапандарының ашылуының басындағы қысымды тексеріңіз, ол 0,06±0,04 МПа (0,6±0,4 кгс/см 2) болуы керек.
Шығару клапандарының ашылуының басталуы қысымын ішкі диаметрі (2 ± 0,05) мм болатын отын құбырынан отын ағып шыға бастаған кезде, қысымның біртіндеп жоғарылауымен бақылап отыру керек. жанармай сорғысына кіріс және өшірілген отын беруіне сәйкес сөре күйі.
2. Жанармай сорғысының кірісіндегі желідегі отын қысымын тексеріңіз. Ең жоғары жылдамдықты шектейтін болтқа қарсы таратқыш білігінің және басқару тұтқасының номиналды жылдамдығында қысым 0,175±0,025 МПа (1,75±0,25 кгс/см 2) болуы керек.
Қажет болса, айналма клапанның тығынын бұрап алыңыз және шайбалармен ашылатын қысымды реттеңіз.
3. Сөренің жүру резервін тексеріңіз. Сөренің қуат қорының астында 450-600 мин-1 және реттегіштің басқару тұтқасы минимумға қарсы тұрғанда, беруді өшіру бағытында тіректің еркін жүруін (артқы соққы) түсіну үшін. жылдамдықты шектейтін болт.
Төренің қозғалу резерві болмаса, қуатты реттеу бұрандасын тоқтауға дейін бұрап, содан кейін тірек қозғалысының резервін сахна артқы бұрандасымен 1-1,3 мм шегінде реттеп, бекітіңіз.
Реттегіш қақпағының сыртқы ұшынан қамыт бұрандасының шығуына жол берілмейді
4. Сөре қозғалысының басында басқару тұтқасы ең аз жылдамдықты шектеу болтында тұрғанда, бастапқы жанармай беруді 230-250 мин -1 өшіру басталуын тексеріңіз.
Егер жылдамдықты арттыру қажет болса, тартпа иінтірегінен серіппелі ілгекті алып, оны серіппеге бұраңыз. Жылдамдықты азайту үшін ілмек шығады. Осыдан кейін ілгекті рельс тетігіне қойыңыз.
5. Сорғының таратқыш білігінің айналу жиілігі 80±10 мин -1 кезінде 210-240 мм 3/цикл аралығында болуы тиіс орташа бастапқы отын беру мәнін тексеріңіз.
Бастапқы беру реттегіш болт 10 арқылы реттеледі (Cурет 1). Болтты рельстен бұрған кезде бастапқы беріліс азаяды, оны бұрандағанда артады.
6. Басқару тұтқасы максималды жылдамдықты шектейтін болтқа тіреліп тұрғанда, сораптың таратқыш білігінің жылдамдығын тексеріңіз, сәйкес тартпаның сөндірілетін жерге қарай жылжи бастаған сәтімен анықталатын тартпаның шығарылуының басталуы.
Төренің шығарылуының басталуы 1080-1100 мин -1 жылдамдықта болуы керек.
Реттеуді максималды жылдамдықты шектеу болтымен жасау керек.
7. Инжекторлар арқылы жанармай беру тоқтаған сәтте анықталатын тартпаны шығарудың соңына сәйкес келетін жылдамдықты тексеріңіз.
Өшірудің соңы тіректі шығарудың басталу жылдамдығынан 60-120 мин-1 жоғары жылдамдықта болуы керек.
Екі иінді тұтқаның бұрандасы арқылы реттеңіз.
Бұраған кезде тартпаның шығарылу ұшының жылдамдығы төмендейді, бұрандаған кезде ол артады. Сонымен бірге өшірудің басталуы да өзгереді, сондықтан оны кейіннен тексеру және реттеу қажет.
8. 26-03 С үлгісіндегі инжекторлардың стендтік жиынтығымен реттегіштің басқару тетігі максималды жылдамдықты шектеу болтында, орташа циклдік отын беруді, орташа циклдік берудегі өсуді және жанармайдың біркелкі еместігін тексеріңіз және қажет болған жағдайда реттеңіз. келесідей болуы керек бөлімдермен қамтамасыз етіңіз:
Жұдырықша білігінің айналу жиілігі, мин -1 - Сорғы секциялары бойынша орташа циклдік отын беру, мм 3 / цикл - Сорғы секциялары бойынша отынның біркелкі берілуі,% артық емес
- 1030±10 - 152–158 - 5;
- 900±10 - q - (2–8) - -;
- 650±10 - q - (5–11) - 8;
- 500±10 - 152 - 162 - -
q - номиналды режимде сорғымен орташа циклдік отын беру.
Басқару стендіндегі сорғыны тексеру кезінде орташа циклдік ағынның ± 1% қосымша ауытқуына жол беріледі.
Орташа циклдік арнаның мәні бөлімдер санына бөлінген барлық бөлімдердің арналарының қосындысы ретінде есептеледі.
Бөлімдер бойынша біркелкі емес отын беру келесі формула бойынша есептеледі:

- - qcmax – секциялар бойынша максималды циклдік отын беру, мм3/цикл;
- - qcmin – бөлімдер бойынша минималды циклдік отын беру, мм3/цикл.
8.1. Номиналды беру бұрандасы арқылы номиналды режимде орташа циклдік берудің мәнін реттеңіз: бұранданы сағат тілімен бұрғанда, беру азаяды, сағат тіліне қарсы бағытта артады.
Фланецті бекіту гайкаларын босатқаннан кейін секция корпусын сорғы корпусына қатысты бұру арқылы әрбір сорғы бөлімі бойынша циклдік отын берудің біркелкілігін реттеңіз.
Бөлімді сағат тілімен бұру цикл беруді арттырады, сағат тіліне қарсы бағытта оны азайтады. Реттеуден кейін фланец гайкаларын мықтап қатайтыңыз.
- 8.2. 800 мин -1 жылдамдықтағы орташа циклдік берудің ұлғаюы теріс түзеткіштің корпусын реттейді. Реттеуден кейін корпусты мықтап бекітіңіз.
- 8.3. Орташа циклдік берудің 650 мин -1 жылдамдықтағы ұлғаюы максималды моментке сәйкес келеді және 500 мин -1 теріс түзеткіш гайканы реттейді.
гайканы қатайтқанда, беріліс өсімі азаяды, ал бұрылғанда - жоғарылайды. Реттеуден кейін гайканы мықтап бекітіңіз.
Отын сорғыларын 1-8 тармақтарға сәйкес күшейту түзеткішінде ауа мен май қысымы болмаған жағдайда тексеріңіз.
9. Ол үшін отын күшейткіш түзеткіштің жұмысын тексеріңіз:
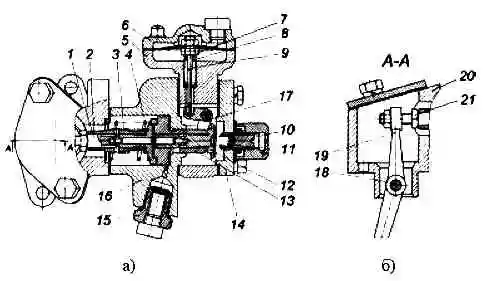
Қосымша зарядты отынмен жабдықтауды түзетуші: а) көлденең қима: б) тік қима; 1 - тоқтату жеңі; 2 - екпін; 3 - жең серіппесі; 4 - поршеньді серіппе; 5 - мембраналық дене; 6 - мембраналық қақпақ; 7 - мембраналық штанганың бекіткіш гайкасы; 8 - көктем; 9 - қабықшасы бар штанга; 10 - түзеткіш серіппелі корпус; 11 - түзеткіш серіппе; 12 - катушка; 13 - поршень; 14 - түзеткіш қақпақ; 15 - май беру арматурасы; 16 - түзеткіш корпус; 17 - тұтқа; 18 - рычаг осі; 19 - тұтқа; 20 - аралық; 21 - рычагты реттейтін болт
- 9.1. Арматураның 15 торлы сүзгісін (Cурет 3) таза бензинмен шайып, сығылған ауамен жақсылап үрлеңіз.
- 9.2. Корректор корпусындағы калибрлеу саңылауын диаметрі (0,5-0,7) мм жұмсақ сыммен тазалаңыз.
- 9.3. Мембрана қуысының тығыздығын тексеріңіз. Ол үшін мембрана корпусының қақпағындағы тесікке 0,06 ± 0,01 МПа (0,6 ± 0,1 кгс/см 2) қысыммен ауа беріңіз.
Қорытылатын ауа құбыры толығымен жабылған кезде мембрана қуысындағы қысымның төмендеуі 2 минут ішінде 0,01 МПа (0,1 кгс/см 2) аспауы керек.
- 9.4. Басқару тұтқасы максималды жылдамдықты шектеу болтына қарсы тұрғанда режимінде жылдамдықты 650 мин -1 етіп орнатыңыз және майды 0,275±0,025 МПа (2,75±0,25 кгс/см 2) қысыммен корректорға жеткізіңіз.
Күшейткіш түзеткішті іске қосу үшін сахна сыртындағы кронштейнді пайдаланып отын беруді бір рет өшіріңіз, содан кейін кронштейнді "жабдықты өшіру" күйіне жылжытыңыз.
- 9.5. Мембрана қуысындағы әртүрлі ауа қысымында циклдік отын беру мәнін тексеріңіз, ол келесідей болуы керек:
Сорап бөлімдері бойынша орташа циклдік отын беру, мм 3/цикл корректор диафрагмасының қуысындағы ауа қысымында, МПа (кгс/см 2)
- 0,05-0,1 (0,5-1,0); 0,035±0,001 (0,35±0,01); 0 - 0,02 (0 - 0,2)
- q - (5 - 11)*; (140 - 146)*; (132 – 138)*
q - номиналды режимде сорғымен орташа циклдік отын беру.
(*) белгісімен белгіленген циклдік берулер корректор кірісіндегі 0,275±0,025 МПа (2,75±0,25 кгс/см 2) май қысымымен қамтамасыз етілуі керек.
Мұнай қысымы 0,15 МПа (1,5 кгс/см 2) дейін төмендеген кезде, нақты циклдік беруді 3 мм 3/ цикл өзгертуге рұқсат етіледі берілген мәндерден.
Корректордың кірісіндегі ауа қысымы 0,06 МПа (0,6 кгс/см 2) 0,14 МПа (1,4 кгс/см 2) дейін өзгерген кезде, циклдік отын беру тұрақты болуы және (*) белгісімен белгіленген мәнге сәйкес болуы керек және оның мәнінің өзгеруі ± 2 мм 3/цикл- дан аспауы керек.
Егер циклдік берілістердің өлшенген мәндері көрсетілгеннен өзгеше болса, корректорды қайта реттеу қажет.
Мембранада 0 МПа (кгс/см 2) тең артық ауа қысымында циклдік отын беру мөлшерін реттеу болт 21 реттеу арқылы орындалады (3-сурет).
Болтты бұрау кезінде беру жылдамдығы артады, бұрандағанда азаяды. Реттеуден кейін болтты гайкамен бекітіңіз.
Мембранаға аралық ауа қысымында циклдік отын беру мөлшері серіппелі корпус 10 арқылы реттеледі (3-сурет).
Серіппелі корпусты бұрап қосқанда, отын беру мөлшері азаяды, ал бұрылған кезде ол артады. Реттеуден кейін серіппелі корпусты гайкамен бекітіңіз.
Тозған диафрагманы ауыстырар алдында (қажет болса) шток жинағымен диафрагмадағы гайканың төменгі ұшынан сабақтың шығуын өлшеңіз.
Осыдан кейін, мембрананы ауыстырыңыз және оны 0,1 мм дәлдікпен штанганың бірдей шығыңқы шыбықпен жинаңыз, бұл ретте катушканың 12 ұшының поршеньдің 13 ұшына қатысты шөгуі 0,2 болуы керек. Соңғы поршень мен корректор корпусы арасында саңылау болмаған жағдайда -0,9 мм.
Реттегішті бөлшектегеннен кейін (қажет болса) күшейткіш түзеткішті орнатқан кезде, сорғы рельсін сахна артқы кронштейнімен ең шеткі күйге жылжытыңыз және күшейткіш түзеткішті реттегіш корпусына орнатыңыз, содан кейін кронштейнді босатыңыз.
Реттегіштің отын беруді өшіруінің бар-жоғын күшейту түзеткішінің реттелуін тексеріңіз.
10. Қуатты реттеу бұрандасы арқылы басқару тұтқасы максималды жылдамдықты шектеу болтына тірелгенде, номиналды циклдік берілістерді шектеңіз, олар:
Сораптың таратқыш білігінің жылдамдығы, мин. -1
Сорап бөлімдері бойынша орташа циклдік отын беру, мм 3/цикл 1030±10 136 – 142
Қуатты реттейтін бұранданы қауіпсіз бекітіңіз.
Ревердің басқару тұтқасы ең төменгі жылдамдықты шектейтін болтқа тіреліп тұрғанда және таратқыш білігінің жылдамдығы 500 мин -1 болғанда тіректің жүру резервін тексеріңіз.
Рельстің жүру шегі кемінде 0,5 мм болуы керек.
11. Бастапқы күйден 40-45 ° бұрылғанда, сілтеме кронштейнімен циклдік берудің өшірілуін тексеріңіз.
Жанармай сорғысының барлық секцияларының инжекторларынан кез келген жылдамдықта және реттегішті басқару тұтқасының кез келген күйінде отын беру толығымен өшірілуі керек.
Жанармай сорғысына және реттегішке қақпақтарды орнатып, оларды тығыздаңыз.
Ең жоғары жылдамдықты реттейтін болтқа тығыздағышты салыңыз.
Қозғалтқыш блогында жанармай сорғысын тік күйге орнатыңыз, сорғы бітеліп қалмас үшін бекіту болттарын біркелкі қатайтыңыз.
Сорапты бекіту болттарын соңғы қатайту моменті 30-40 Нм (3-4 кгсм) құрайды. Жанармай сорғысын бекіткеннен кейін жанармай құбырларын қосыңыз.
")

")
")
")
")
")
")
")