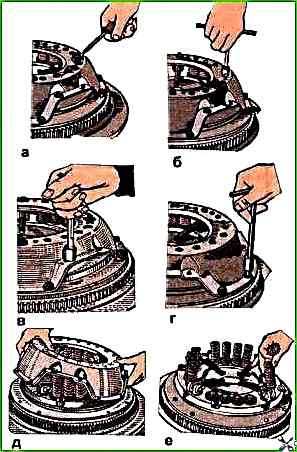
Der Zusammenbau der Druckplatte sollte in umgekehrter Reihenfolge der Demontage erfolgen, bei einem als Vorrichtung verwendeten Hilfsschwungrad, indem eine Stahlscheibe mit einem Durchmesser von 300 mm und einer Dicke von 9,8 mm unter die Kupplungsdruckplatte gelegt wird, um die einzustellen Position der Hebel
Montieren Sie das Schwungrad auf einer Werkbank, legen Sie eine Stahlscheibe darauf und montieren Sie die Kupplungsdruckplatte darauf (siehe Abbildung 1).
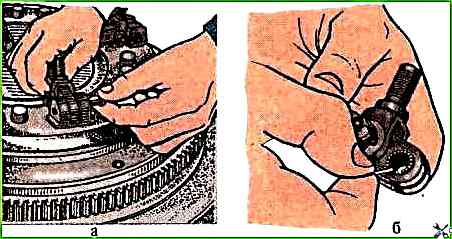
Montieren Sie die Nadellager, indem Sie eine Technologiekugel aus weichem, ölbeständigem Gummi mit einem Durchmesser von 8,8–9,5 mm in das Loch des Hebels einführen.
Fügen Sie dann neunzehn mit Litol-24-Fett geschmierte Nadelrollen zwischen den Gummiball und die Wand des Hebellochs ein.
Führen Sie auf ähnliche Weise neunzehn Nadelrollen in das zweite Loch des Hebels ein.
Richten Sie das Loch in der Stützgabel mit dem Loch im Hebel aus; in diesem Fall sollte der kugelförmige Vorsprung am inneren Ende des Hebels in die gleiche Richtung zeigen wie die Gewindestange an der Gabel.
Führen Sie einen kurzen Finger in die ausgerichteten Löcher ein und drücken Sie den Gummiball heraus.
Schienen Sie den Finger.
Befolgen Sie die bei der Demontage gemachten Markierungen und installieren Sie den Hebel in der Nut zwischen den Laschen der Druckplatte. Richten Sie dabei die Löcher im Hebel und die Laschen aus.
Führen Sie einen langen Finger (siehe Abb. 2a) in die ausgerichteten Löcher ein und drücken Sie den Gummiball heraus.
Schienen Sie den Finger.
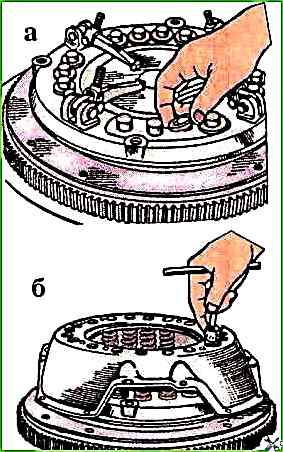
Wenn keine Gummikugeln vorhanden sind, können Nadelrollen zusammengebaut werden, indem eine Schicht Schmiermittel auf die Oberfläche der Löcher aufgetragen wird, an denen die Rollen festgeklebt zu sein scheinen.
Außerdem müssen die Nadelrollen nach dem Zusammenbau des Hebels mit der Gabel in das zweite Loch eingesetzt werden (siehe Abb. 2b).
Montieren Sie die restlichen Hebel auf die gleiche Weise. In diesem Fall sollten die Fingerköpfe eine Position in Drehrichtung einnehmen.
Legen Sie wärmeisolierende Unterlegscheiben auf die Vorsprünge der Druckscheibe (Abb. 3a) und setzen Sie Druckfedern auf die Unterlegscheiben (siehe Abb. 1e).
Richten Sie die bei der Demontage angebrachten Markierungen am Gehäuse und an der Scheibe aus, um das Gleichgewicht aufrechtzuerhalten, und montieren Sie das Kupplungsgehäuse auf den Federn (siehe Abb. 1d) und richten Sie diese auf die Vorsprünge an der Innenfläche des Gehäuses aus. In diesem Fall müssen die Gewindeenden der Stützgabeln in die Löcher des Gehäuses passen.
Um zu verhindern, dass die Gewindestangen der Hebelgabeln aus den Gehäuselöchern herausspringen, empfiehlt es sich, an ihnen Verlängerungen in Form von dünnwandigen Rohren anzubringen
Richten Sie die Löcher an den Gehäusestützbeinen mit den Gewindelöchern des Hilfsschwungrads aus, installieren Sie verlängerte Zentrierschrauben und ziehen Sie die Gehäusebeine am Schwungrad fest, indem Sie alle Schrauben schrittweise und nacheinander festziehen.
Setzen Sie die Buchsen in die geformten Löcher der gepaarten Tangentialfederplatten ein, schrauben Sie die Schrauben ein, mit denen diese Platten befestigt sind, und ziehen Sie die Schrauben fest (das Anzugsdrehmoment sollte 10–15 Nm betragen)
Verriegeln Sie sie dann, indem Sie den dünnen Kragen der Buchse auf die Kante des Schraubenkopfes biegen.
Schrauben Sie die Einstellmuttern auf die Gewindestangen der Gabeln, bis das Ende der Mutter mit dem Ende der Gewindestange der Gabel übereinstimmt.
Montieren Sie die Stützklemmplatten und Sicherungsplatten an den Einstellmuttern, schrauben Sie die Schrauben ein, mit denen diese Platten befestigt sind, und ziehen Sie sie vor, bis die Enden der Stützplatten das Gehäuse berühren.
Einstellen der Kupplungsausrückhebel
Ohne die zusammengebaute Kupplungsdruckplatte vom Hilfsschwungrad zu entfernen, das als Vorrichtung dient, ist es notwendig, die Position der Enden der Hebel relativ zur Arbeitsfläche der Druckplatte anzupassen.
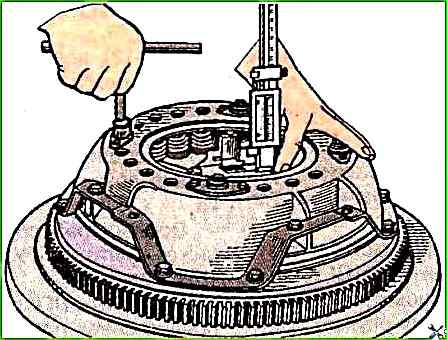
Durch Drehen der Einstellmuttern mit einem Schraubenschlüssel (Abb. 4) stellen Sie alle Hebel so ein, dass der Abstand von der Arbeitsfläche der Druckplatte bis zu den Spitzen der kugelförmigen Vorsprünge an den inneren Enden der Hebel beträgt innerhalb von 39,7–40,7 mm</p >
In diesem Fall müssen die Enden der Hebel mit einer Genauigkeit von 0,5 mm in derselben Ebene parallel zur Arbeitsfläche der Druckplatte liegen.
Die Messungen sollten mit einem Höhenmesser ShR-250 GOST164-73 durchgeführt werden, der auf einer Stahlscheibe liegt, die die angetriebene Scheibe ersetzt Scheibe. Abb.4
Einstellung und Überprüfung der Position der Kupplungsausrückhebel mithilfe einer Scheibe und einer Höhenlehre
Nachdem die Einstellung der Kupplung abgeschlossen ist, müssen Sie die Schrauben, mit denen die Stützplatten befestigt sind, festziehen (Anzugsdrehmoment 10-15 Nm)
Sichern Sie die Schrauben, indem Sie einen Zweig der Sicherungsplatte entlang der Kante der Schraube biegen und die Gewindeverbindung der Einstellmutter mit dem Gewindeende der Gabel verriegeln (an einer Stelle verriegeln).
Lösen Sie die Schrauben, mit denen das Gehäuse am Hilfsschwungrad befestigt ist, und entfernen Sie die Scheibenbaugruppe mit dem Gehäuse.
In diesem Fall sollten alle Schrauben schrittweise und nacheinander gelöst werden, um eine Verformung des Kupplungsgehäuses zu vermeiden.
Montage der Kupplung am Motor
Setzen Sie die angetriebene Scheibe ein und richten Sie dabei den hervorstehenden Teil der Scheibennabe auf das Schwungrad. Installieren Sie die Druckscheibenbaugruppe mit dem Gehäuse am Schwungrad, richten Sie die vorhandenen Markierungen am Gehäuse und am Schwungrad aus und befestigen Sie das Gehäuse am Schwungrad. Ziehen Sie zunächst mehrere Befestigungsschrauben von Hand an.
Zentrieren Sie die Abtriebsscheibe relativ zum Schwungrad mithilfe eines speziellen Keildorns oder einer Nebengetriebeeingangswelle, indem Sie ihn in das Keilloch der Nabe der Abtriebsscheibe und in das Kurbelwellenflanschlager einführen.
Schrauben Sie die fehlenden Befestigungsschrauben ein und ziehen Sie schließlich das Gehäuse am Schwungrad fest, indem Sie zunächst Federscheiben unter die Schraubenköpfe legen.
Alle Schrauben müssen schrittweise und nacheinander mit einem Drehmoment von 28–36 Nm angezogen werden.
Entfernen Sie die Hilfswelle aus dem Keilloch.
Montieren Sie die Kupplungsausrückgabel und den Gabelflansch und befestigen Sie sie mit Schrauben und Federscheiben.
Setzen Sie dann den Gabelhebel auf die kleinen Schlitze, richten Sie die Markierungen am Hebel und am Ende der Gabel aus, setzen Sie die Hebel-Feststellschraube ein und ziehen Sie sie mit der Federscheibe fest.
Einige Mechaniker bauen die angetriebene Scheibe aus Unerfahrenheit auf der falschen Seite ein, obwohl sie prinzipiell auch auf der falschen Seite montiert werden kann. Aber in diesem Fall wird die Festplatte schnell ausfallen.
Schauen Sie sich den Abschnitt an und platzieren Sie ihn wie im Bild.
")

")
")
")
")
")
")
")