Vor dem Zusammenbau des Motors müssen alle seine Teile von Kohlenstoffablagerungen und Teerablagerungen gereinigt werden
Sie können Teile aus Aluminiumlegierungen (Zylinderblock und -kopf, Kolben usw.) nicht in alkalischen Lösungen waschen, da diese Lösungen Aluminium angreifen.
Die folgenden Lösungen werden zum Reinigen von Teilen von Kohlenstoffablagerungen empfohlen:
Für Aluminiumteile:
- Soda (Na2CO3) – 18,5 g
- Seife (grün oder Wäsche) – 10,0 g
- Flüssiges Glas – 8,5 g
- Wasser – 1 l
Für Stahlteile:
- Natronlauge (NaOH) – 25,0 g
- Soda (Na2CO3) – 33,0
- Seife (grün oder Wäsche) – 8,5 g
- Flüssiges Glas – 1,5 g
- Wasser – 1l
Beachten Sie beim Zusammenbau des Motors die folgenden Bedingungen:
- - Wischen Sie alle Teile vor dem Zusammenbau mit einem sauberen Tuch ab, blasen Sie sie mit Druckluft aus und schmieren Sie alle Reibflächen mit sauberem Öl;
- - Überprüfen Sie die Teile vor dem Einbau (auf Risse, Absplitterungen, Kerben bei anderen Mängeln), prüfen Sie die Zuverlässigkeit des Sitzes der eingepressten Teile, defekte Teile müssen repariert oder durch neue ersetzt werden;
- - Alle Gewindeteile (Bolzen, Stopfen, Fittings) müssen, wenn sie während des Reparaturvorgangs abgeschraubt oder ersetzt wurden, mit Bleirot oder Weißblei, verdünnt mit natürlichem Trockenöl, eingebaut werden.
Alle dauerhaften Verbindungen, wie z. B. Zylinderblockstopfen usw., müssen mit Nitrolack angebracht werden.
Die folgenden Elemente dürfen nicht auf der Engine installiert werden:
- - gebrauchte Splinte, Splinte und Sicherungsplatten;
- - Federscheiben, die ihre Elastizität verloren haben;
- - beschädigte Dichtungen;
- - Teile mit mehr als zwei verstopften oder gebrochenen Gewindegängen am Gewinde;
- - Bolzen und Stehbolzen mit verlängertem Gewinde; Schrauben und Muttern mit abgenutzten Kanten.
Schrauben und Muttern müssen ordnungsgemäß angezogen sein (mit Splinten, Splintdraht, Feder und speziellen Unterlegscheiben und Sicherungsmuttern).
Bauen Sie den Motor in der folgenden Reihenfolge zusammen:
- - Reinigen Sie alle Passflächen des Zylinderblocks von festsitzenden und gerissenen Dichtungen bei der Demontage;
- - Befestigen Sie den Zylinderblock am Ständer, schrauben Sie den Ölkanalstopfen am hinteren Ende ab und blasen Sie alle Ölkanäle mit Druckluft aus. Schrauben Sie den Stecker wieder fest;
- - Wenn das Kupplungsgehäuse ausgetauscht werden muss oder nach der Reparatur am Zylinderblock montiert wird, müssen zunächst zwei Passstifte aus dem Block entfernt und dann das Gehäuse mit sechs Schrauben am Zylinderblock befestigt werden.
Im Zylinderblock ist auf den Außenlagern eine Kurbelwelle eingebaut, an deren Flansch der Blinkerständer befestigt ist.
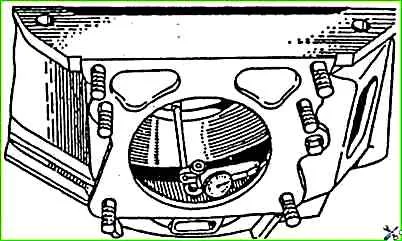
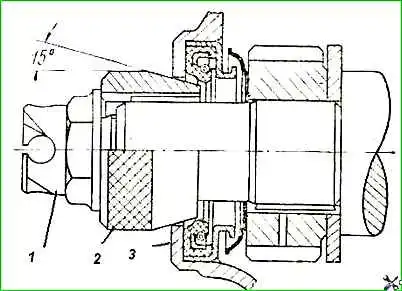
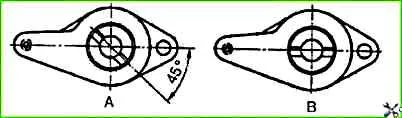
Überprüfen Sie durch Drehen der Kurbelwelle den Rundlauf des Lochs für den Zentrierring des Getriebes sowie die Rechtwinkligkeit des hinteren Endes des Kupplungsgehäuses relativ zur Achse der Kurbelwelle, wie in Abb. 1 und Abb. 2.
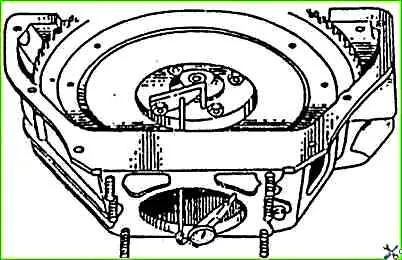
Die Unrundheit des Kurbelgehäuses und der Endlöcher sollte 0,08 mm nicht überschreiten.
Wenn der Lochschlag den angegebenen Wert überschreitet, sollten Sie die Schrauben lösen, mit denen das Kurbelgehäuse am Zylinderblock befestigt ist, und leicht auf den Kurbelgehäuseflansch schlagen, um dessen korrekten Einbau sicherzustellen;
- - Nach dem Anziehen der Schrauben werden die Löcher für die Passstifte im Kupplungsgehäuse und Zylinderblock auf Reparaturmaß aufgeweitet. Der Durchmesser des Lochs muss so sein, dass in den erweiterten Löchern keine Schwärze zurückbleibt.
Danach werden Stifte in die Löcher gedrückt, deren Durchmesser 0,015–0,051 mm größer ist als die Größe der Löcher;
- - Unrundheit am Ende des Kurbelgehäuses wird durch Schaben beseitigt. Es ist zu beachten, dass bei der oben beschriebenen Prüfung eine ungetragene Kurbelwelle und Lager verwendet werden müssen. Wenn Teile abgenutzt sind, sind die Ergebnisse falsch;
- - Entfernen Sie die Kurbelwelle;
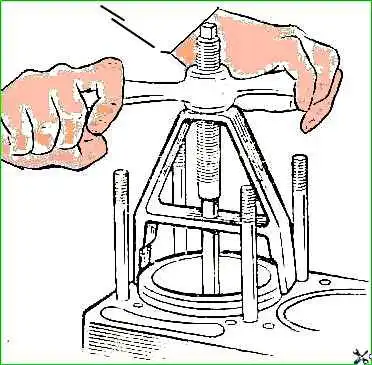
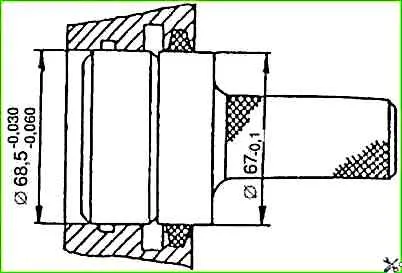
- - Ersetzen Sie (falls erforderlich) die Zylinderlaufbuchsen wie folgt durch neue:
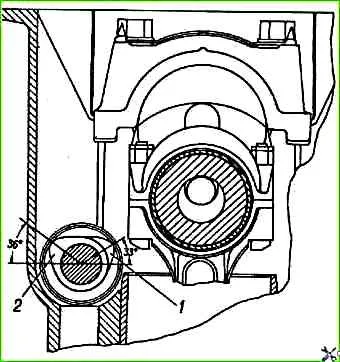
- - Entfernen Sie die alte Hülse mit einem Abzieher (Abb. 3) vom Block;
- - gründlich reinigen Schützen Sie die Sitzflächen und Dichtflächen an der Laufbuchse und im Zylinderblock vor Zunder und Korrosion;
- - Setzen Sie eine neue oder reparierte Hülse mit einer roten Kupferdichtung ein. Die Laufbuchse sollte problemlos und ohne Kraftaufwand in den Zylinderblock passen;
- - Sichern Sie die Hülle mit einer Halterung gegen Herausfallen.
Hinweis. Beim Austausch defekter oder verschlissener Laufbuchsen durch neue oder reparierte Laufbuchsen ist deren Position im Zylinderblock nicht ausgerichtet.
In anderen Fällen ist es vor dem Ausbau der Laufbuchsen aus dem Zylinderblock erforderlich, diese mit Seriennummern zu kennzeichnen (Zählung von der Wasserpumpe und dem Getriebe) und auch ihre Position im Zylinderblock zu markieren, um ihren Einbau sicherzustellen bei der Montage in der vorherigen Position.
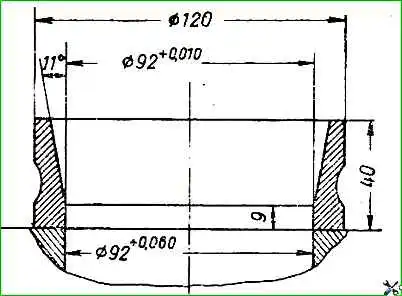
Bei der Verwendung verschlissener Zylinderlaufbuchsen sowie bei jedem Einbau neuer Kolbenringe in verschlissene Laufbuchsen ist es erforderlich, den unverschlissenen Riemen oberhalb des oberen Kompressionsrings mit einer Maschine oder einem Schaber aufzubohren.
Das Metall muss bündig mit dem verschlissenen Teil der Hülse entfernt werden;
- Schneiden Sie zwei Simmerringpackungen für das hintere Hauptlager der Kurbelwelle ab (jeweils 120 mm lang) und setzen Sie sie in den Block und den Simmerringhalter ein;
Montieren Sie die Kurbelwelle:
- - Schrauben Sie alle Stopfen der Schmutzfänger der Pleuelzapfen ab und entfernen Sie Ablagerungen von ihnen. Spülen und blasen Sie die Ölkanäle und Hohlräume der Schmutzfänger mit Druckluft aus, ziehen Sie die Stopfen fest und verschließen Sie sie;
- - Überprüfen Sie den Zustand der Arbeitsflächen der Welle. Kerben, Nadire und andere äußere Mängel sind nicht zulässig;
- - Mit feuerfestem Fett 1-13 schmieren und das Lager der Getriebeantriebswelle in das hintere Ende der Kurbelwelle drücken;
- - Schrauben Sie das Schwungrad mit einem Drehmomentschlüssel an die Motorkurbelwelle (Anzugsmoment der Mutter 7,6-8,3 kgm); Ziehen Sie die Muttern fest;
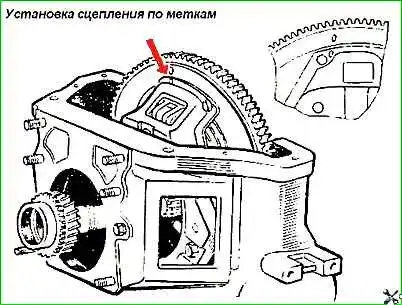
- Schrauben Sie die Kupplungsdruckplattenbaugruppe mit Gehäuse an das Schwungrad an, nachdem Sie zuvor die angetriebene Scheibe mit einem Dorn (Sie können die Getriebeantriebswelle verwenden) entlang des Lochs im Lager am hinteren Ende der Kurbelwelle zentriert haben.
Die "O"-Markierungen auf der Druckplatte und dem Schwungradgehäuse in der Nähe eines der Löcher für die Gehäusebefestigungsschrauben (Abb. 4) müssen ausgerichtet sein.
Bringen Sie die Kupplungsscheibe so an, dass der Dämpfer zum Schwungrad zeigt.
Kurbelwelle, Schwungrad und Kupplung werden als Baugruppe ausgewuchtet, daher sollte beim Austausch eines dieser Teile ein dynamisches Auswuchten durchgeführt werden. Das Ungleichgewicht sollte 70 g/m² nicht überschreiten.
Beim Auswuchten wird überschüssiges Gewicht von der schweren Seite entfernt, indem das Schwungradmetall in einem Radius von 151 mm mit einem Bohrer mit einem Durchmesser von 10 mm bis zu einer Tiefe von nicht mehr als 12 mm ausgebohrt wird.
Der Abstand zwischen den Bohrmitten muss mindestens 14 mm betragen.
Das Auswuchten der Einheit sollte nicht beginnen, wenn die anfängliche Unwucht 180 Gcm übersteigt.
In diesem Fall ist es notwendig, das Gerät zu zerlegen und die Auswuchtung jedes Teils einzeln zu überprüfen;
- Platzieren Sie die hintere Anlaufscheibe auf dem ersten Hauptlagerzapfen der Kurbelwelle, wobei die Babbitt-Seite zur Wellenwange zeigt;
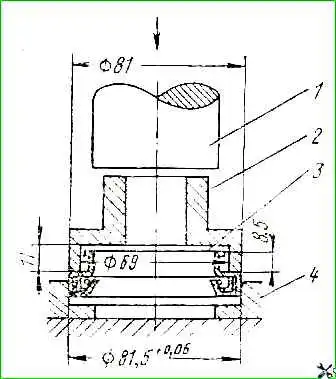
- Drücken Sie die hintere Wellendichtung zusammen. Setzen Sie dazu einen Dorn in das Loch des hinteren Hauptlagers (Abb. 5), installieren Sie den Öldichtungshalter und ziehen Sie die Lager- und Haltermuttern fest;
Wischen Sie die Hauptlagerschalen in ihrem Lager mit einem sauberen Tuch ab und legen Sie die Schalen in das Lager;
- - Schmieren Sie die Hauptlagerschalen und den Kurbelwellenzapfen mit sauberem Motoröl und setzen Sie die Kurbelwelle in den Zylinderblock ein;
- - Setzen Sie die Hauptlagerdeckel so auf die Stehbolzen des Zylinderblocks, dass sich die Verriegelungsnasen an der oberen und unteren Laufbuchse jedes Deckels auf einer Seite befinden und die auf den Deckeln eingestanzten Nummern mit den auf dem Zylinderblock eingestanzten Lagernummern übereinstimmen in der Nähe der Stollen.
Beim Einbau des vorderen Lagerdeckels muss die Lasche der hinteren Kurbelwellen-Axiallagerscheibe in die Nut des Deckels passen. Das Ende des vorderen Lagerdeckels muss in derselben Ebene wie das Ende des Zylinderblocks liegen;
- - Bringen Sie die Hauptlagerdeckel an, indem Sie leicht mit einem Gummihammer darauf klopfen. die Abdeckungen müssen in die Nuten der Blockbetten passen;
- - Schrauben Sie die Muttern an, mit denen die Abdeckungen befestigt sind, und ziehen Sie sie gleichmäßig fest, nachdem Sie zuvor die Sicherungsplatte montiert haben. Das endgültige Anziehen muss mit einem Drehmomentschlüssel (Drehmoment 10-11 kgm) erfolgen, die Antennen der Sicherungsplatte biegen;
- - in die Nuten der Halter einbauen Um die Dichtung abzudichten, bestreichen Sie die Gummidichtungen und deren aus der Nut herausragende Seitenfläche mit Seifenlauge. Platzieren Sie den Öldichtungshalter und ziehen Sie die Muttern fest;
- - Drehen Sie die Kurbelwelle, die sich mit geringem Kraftaufwand frei drehen sollte.
Sie können die Kurbelwelle mit dem Schwungrad drehen oder eine Vorrichtung verwenden, die aus einer Getriebeantriebswelle mit einem daran angeschweißten Tetraederschlüssel oder einem Griff mit einem quadratischen Loch besteht.
Das Gerät kann auch zum Zentrieren beim Einbau der Abtriebs- und Druckscheiben der Kupplung verwendet werden;
- - Platzieren Sie die vordere Unterlegscheibe des Drucklagers so, dass die Babbitt-Seite zur Welle zeigt, sodass die in den Zylinderblock und die Abdeckung gedrückten Stifte in die Nuten der Unterlegscheibe passen;
- - Platzieren Sie die Stahlanlaufscheibe der Kurbelwelle mit ihrer ungetragenen Oberfläche gegen die mit Babbitt beschichtete Oberfläche der vorderen Anlauflagerscheibe;
- - Drücken Sie das Kurbelwellenrad ganz durch und prüfen Sie das Axialspiel der Kurbelwelle.
Die Prüfung wird wie folgt durchgeführt: Platzieren Sie einen Schraubenzieher (Schraubenschlüssel, Hammerstiel usw.) zwischen der ersten Kurbel der Welle in Richtung der Vorderwand des Zylinderblocks und drücken Sie ihn als Hebel in Richtung der Welle das hintere Ende des Motors.
Bestimmen Sie mit einer Fühlerlehre den Abstand zwischen dem Ende der hinteren Unterlegscheibe des Drucklagers und der Ebene der Schulter des ersten Hauptlagerzapfens. Der Spalt sollte im Bereich von 0,075–0,175 mm liegen;
Montieren Sie die Pleuel- und Kolbengruppe:
Reinigen Sie die Kolbenköpfe und Nuten für die Kolbenringe von Kohlenstoffablagerungen, wie in Abb. 6;

- - Im Falle des Austauschs eines Kolbens, Kolbenbolzens oder einer Pleuelstange müssen Sie Folgendes tun:
- - Entfernen Sie die Sicherungsringe des Kolbenbolzens mit einer Zange;
- - Entfernen Sie den Kolbenbolzen aus dem Gerät (zuvor müssen die Kolbenringe entfernt werden);
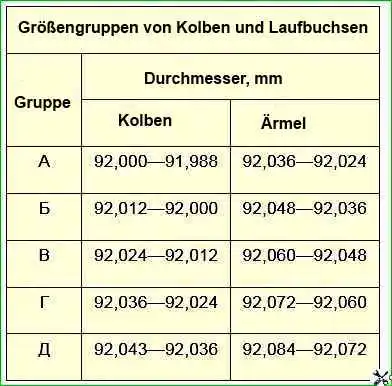
- Wählen Sie neue Kolben mit Laufbuchsen mit einem Spalt von 0,012–0,024 mm aus.
Die Auswahl wird durch Ziehen mit einem zwischen Kolben und Zylinder angebrachten Federwaage-Messband überprüft.
Der Ölmessstab befindet sich in einer Ebene senkrecht zur Kolbenbolzenachse.
Der Kolben muss ohne Kolbenringe sein.
Die Zugkraft bei normaler Raumtemperatur (+20°C) sollte im Bereich von 3,5–4,5 kg liegen.
Bandabmessungen: Dicke -0,05 mm, Breite - 13 mm, Länge - 250 mm;
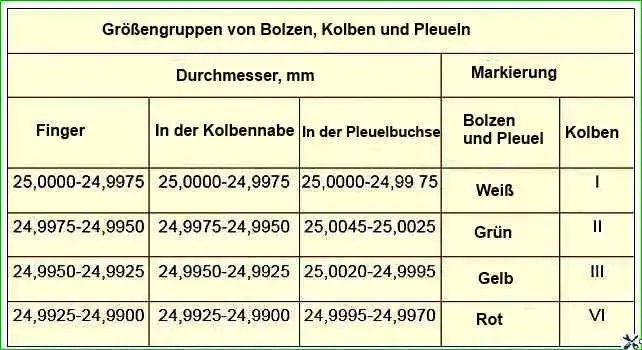
- Wählen Sie den Kolbenbolzen so an der Pleuelstange aus, dass er sich bei normaler Raumtemperatur unter leichter Daumenkraft reibungslos im Loch des oberen Kopfes bewegt.
Der Kolbenbolzen sollte leicht mit Öl geschmiert werden.
Die Farbe der Stiftmarkierungen muss mit der Farbe der Markierungen auf den Kolbennaben übereinstimmen;

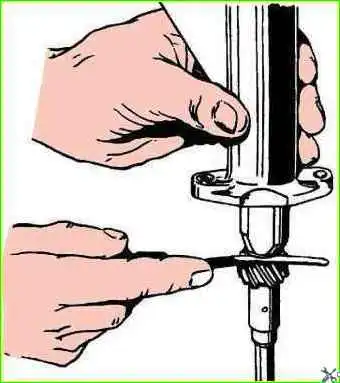
- Montieren Sie die Pleuel- und Kolbengruppe am Gerät (Abb. 7).
Vor dem Einpressen des Kolbenbolzens muss der Kolben in heißem Wasser auf eine Temperatur von 70°C erhitzt werden; Das Drücken eines Fingers auf einen kalten Kolben kann die Oberfläche der Löcher in den Kolbennaben beschädigen und den Kolben selbst verformen.
Setzen Sie die Kolbenbolzensicherungsringe in die Ringnuten der Kolbennaben ein;
- Kolbenringe für den Zylinder auswählen; Lücke; gemessen an der Verbindungsstelle des Rings mit einer Fühlerlehre, sollte 0,3–0,5 mm betragen.
Bei verschlissenen Zylindern sollte der kleinste Spalt 0,3 mm betragen;

- Prüfen Sie mit einer Fühlerlehre das seitliche Spiel zwischen dem Ring und der Wand der Kolbennut (Abb. 8). Überprüfen Sie den Umfang des Kolbens an mehreren Stellen.
Das Seitenspiel sollte im Bereich von 0,050–0,082 mm für den oberen Kompressionsring und 0,035–0,067 mm für die unteren Kompressions- und Ölabstreifringe liegen;
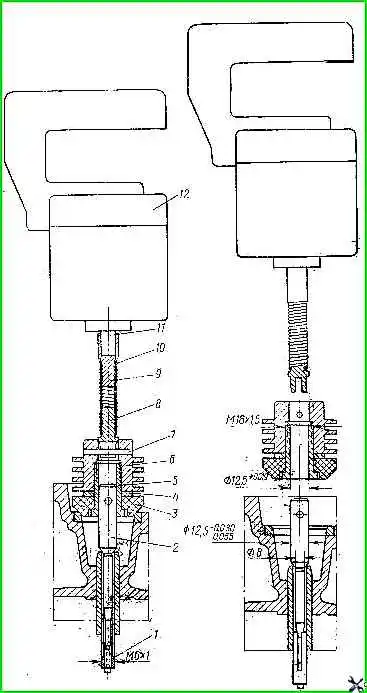
- - Setzen Sie die Kolbenringe mit der Vorrichtung auf den Kolben. Kompresse sionsringe werden mit einer Innenfase am Kolbenboden angebracht, wie in Abb. 12, die Ringe in den Nuten müssen sich frei bewegen;
- - Wischen Sie die Pleuellager und deren Abdeckungen mit einer Serviette ab, wischen Sie die Buchsen ab und setzen Sie sie ein;
- - Drehen Sie die Kurbelwelle so, dass die Kurbeln des ersten und vierten Zylinders eine Position einnehmen, die dem unteren Totpunkt entspricht;
- Schmieren Sie die Laufbuchsen, den Kolben, den Pleuelzapfen der Welle und die Laufbuchse des ersten Zylinders mit sauberem Motoröl, spreizen Sie die Verbindungen der Kolbenringe in einem Winkel von 120° zueinander und setzen Sie Sicherheitsmessingspitzen auf Pleuelschrauben verschrauben, Ringe mit Crimp oder Konusring zusammendrücken (Abb. 9), Kolben in den Zylinder einsetzen.
Vor dem Einbau des Kolbens sollten Sie noch einmal sicherstellen, dass die auf der Pleuelstange und deren Abdeckung eingestanzten Nummern mit der Seriennummer des Zylinders übereinstimmen. Überprüfen Sie die korrekte Position des Kolbens und der Pleuelstange im Zylinder. Die Markierung auf dem Kolben "Zurück" sollte zum Schwungrad zeigen und das Loch im unteren Kopf der Pleuelstange sollte in die entgegengesetzte Richtung zur Nockenwelle zeigen;
- Ziehen Sie die Pleuelstange am unteren Kopf zum Pleuelzapfen, entfernen Sie die Messingspitzen von den Bolzen, setzen Sie die Pleuelstangenabdeckung so auf, dass die auf der Abdeckung und der Pleuelstange eingestanzten Zahlen in die gleiche Richtung zeigen.
Ziehen Sie die Muttern mit einem Drehmomentschlüssel (Drehmoment 6,8–4,5 kgm) fest und sichern Sie sie mit einer aus Stahlblech gestanzten Sicherungsmutter. Das Anzugsdrehmoment der Sicherungsmutter beträgt 0,3–0,5 kgm;
- Setzen Sie den Kolben des vierten Zylinders in der gleichen Reihenfolge ein, drehen Sie dann die Kurbelwelle um 180° und setzen Sie die Kolben des zweiten und dritten Zylinders ein.
Drehen Sie die Kurbelwelle mehrmals, sie sollte sich leicht und mit geringem Kraftaufwand drehen lassen;
Bauen Sie die Nockenwelle vor:
- - Platzieren Sie eine Distanzhülse und einen Druckflansch am vorderen Ende der Nockenwelle;
- - Drücken Sie das Steuerrad auf die Welle und sichern Sie es mit einer Schraube und Unterlegscheibe;
- - Überprüfen Sie mit einer Fühlerlehre, die zwischen dem Nockenwellen-Druckflansch und der Nockenwellennabe eingeführt wird, das Axialspiel der Nockenwelle, das zwischen 0,1 und 0,2 mm liegen sollte;
- - Reinigen Sie das Rohr zur Schmierung der Steuerräder und schrauben Sie es mit einer Schraube und einer Klemme am Block fest;
- - Setzen Sie die zusammengebaute Verteilerhalle in das Loch des Blocks ein, nachdem Sie zuvor die Lagerzapfen mit Motoröl geschmiert haben.
Wenn die Gänge eingelegt sind, muss der Zahn des Kurbelwellenzahnrads mit der Markierung "O" an den Nuten der Zähne des Nockenwellenzahnrads anliegen (siehe Abb. 17). Das seitliche Spiel im Eingriff sollte im Bereich von 0,03–0,08 mm liegen. Wenn es eine größere oder kleinere Lücke gibt, wählen Sie ein anderes Paar;
- - Befestigen Sie den Druckflansch durch die Löcher im Nockenwellenrad mit zwei Schrauben und Federscheiben am Block;
- - Platzieren Sie den Ölabweiser auf dem Zapfen am vorderen Ende der Kurbelwelle, wobei die konvexe Seite zum Zahnrad zeigt;
- - Prüfen Sie die Eignung für den weiteren Betrieb des in den Steuerraddeckel eingepressten Öldichtrings. Wenn die Öldichtung abgenutzte Arbeitskanten aufweist oder die in die Öldichtung eingesetzte Kurbelwellenriemenscheibennabe nur schwach abdeckt, ersetzen Sie sie durch eine neue.
Es wird empfohlen, die Öldichtung mit einem Dorn auf einer Presse in den Deckel zu drücken, wie in Abb. 10;
- Setzen Sie die Dichtung und die Steuerradabdeckung auf die Stehbolzen;
Zentrieren Sie die Abdeckung mit einem Dorn am vorderen Ende der Kurbelwelle (Abb. 11) und ziehen Sie alle Muttern und Schrauben fest, mit denen die Abdeckung befestigt ist.
Wenn kein Zentrierdorn vorhanden ist, kann die Abdeckung entlang der Kurbelwellenriemenscheibennabe installiert werden.
Die Nabe muss so auf die Kurbelwelle gedrückt werden, dass ihr Ende 5 mm in das Loch im Deckel passt.
Befestigen Sie anschließend die Abdeckung mit Muttern und achten Sie dabei auf den gleichen Abstand um den Umfang zwischen der Nabe und dem Abdeckungsloch.
Der Spalt sollte durch leichte Schläge mit einem Holz- oder Gummihammer auf die Abdeckung ausgeglichen werden. Nach Dadurch wird der Deckel endgültig gesichert;
Entfernen Sie den Zentrierdorn und drücken Sie auf die Nabe der Kurbelwellenriemenscheibe;
- - Schrauben Sie die Ratsche in die Kurbelwelle, nachdem Sie eine Federscheibe darauf angebracht haben.
Drehen Sie die Kurbelwelle mit der Ratsche und prüfen Sie, ob der Reflektor aufgrund eines verbogenen Reflektors oder eines lockeren Sitzes an der Nabe die Steuerradabdeckung berührt.
- - Schrauben Sie die Kurbelwellenriemenscheibe an die Nabe;
- - Installieren Sie die Ölpumpenbaugruppe mit dem Ölbehälter;
- - Installieren Sie den Leistungsschalter-Verteiler-Antrieb;
- - Drehen Sie die Kurbelwelle und richten Sie die Markierung aus. m.t. auf dem Rand der Kurbelwellenriemenscheibe mit einem Zeiger auf der Steuerradabdeckung (siehe Abb. 14).
Die Nockenwellen, die die Ventile des ersten Zylinders betätigen, müssen mit ihren Spitzen in die entgegengesetzte Richtung zu den Stößeln (zur Ölwanne) gerichtet und symmetrisch angeordnet sein, wie in Abb. 12;
- Überprüfen Sie das Axialspiel der Antriebswelle mit einer Fühlerlehre, die zwischen Antriebsgehäuse und Zahnrad eingesetzt wird.
Der Spalt sollte zwischen 0,15 und 0,40 mm liegen.
Legen Sie eine Dichtung auf die Befestigungsbolzen des Leistungsschalter-Verteiler-Antriebs;
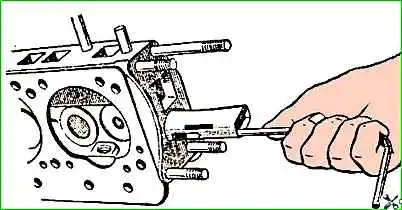
- - Drehen Sie die Antriebswelle in die in Abb. gezeigte Position. 13, a, und setzen Sie den Antrieb in den Zylinderblocksockel ein.
Beim Einsetzen des Antriebs in die Buchse ist es notwendig, die Ölpumpenwelle so zu drehen, dass das Ende der Antriebswelle in das Loch in der Pumpenwelle eintritt
Bei einem korrekt installierten Antrieb sollte der Schlitz in der Wellenbuchse parallel zur Motorachse und versetzt zum Motor liegen, wie in Abb. 13, b;
- - Sichern Sie das Laufwerk;
- - Überprüfen Sie das Spiel in den Schrägverzahnungen der Nockenwelle und im Chopper-Verteiler-Antrieb.
Sollte aus irgendeinem Grund nur ein Verteiler-Unterbrecher-Antrieb vom Motor entfernt werden, kann dieser ohne Ausbau der Ölwanne eingebaut werden.
In diesem Fall wird der Kolben des ersten Zylinders in c eingebaut. m.t. Kompressionshub, beim Einbau des Antriebs die Kurbelwelle leicht in die eine oder andere Richtung drehen.
Bei korrekter Montage des Antriebs, wenn sich der Kolben des ersten Zylinders im oberen Totpunkt befindet. Beim Kompressionshub nimmt der Rotor des Leistungsschalter-Verteilers eine Position gegenüber dem ersten Kontakt ein, der mit der Nummer 1 auf dem Deckel des Leistungsschalter-Verteilers gekennzeichnet ist;
- Platzieren Sie die Ölwannendichtung am Zylinderblockflansch;
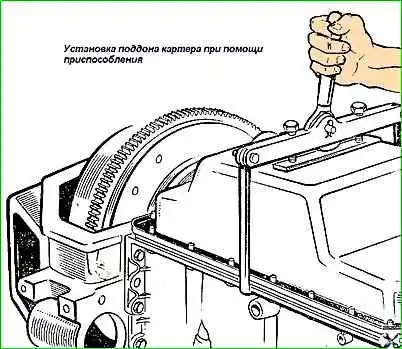
- - Montieren Sie die zusammengebaute Palette auf den Stehbolzen, drücken Sie sie mit der Vorrichtung (Abb. 14) an den Block und befestigen Sie sie mit Muttern und Unterlegscheiben;
- - Installieren und verschrauben Sie den unteren Teil des Kupplungsgehäuses;
- - Reinigen Sie die Brennräume der Zylinderköpfe von Kohlenstoffablagerungen, wischen Sie sie ab und blasen Sie sie mit Druckluft aus. Reinigen Sie bei Bedarf die Löcher im Wasserverteilerrohr und entfernen Sie es, wie in Abb. 15;
- - Ventile läppen, dazu benötigen Sie:
- - Tragen Sie eine dünne Schicht einer Mischung aus einem Teil M-20-Pulver (GOST 3647-59) und zwei Teilen Industrieöl 20 (Spindel 3) (GOST 1707-51) auf die geschliffene Oberfläche des Ventilsitzes auf. Mischen Sie die Mischung vor dem Gebrauch gründlich;
Technol auf den Ventilschaft aufsetzen Logische Feder, setzen Sie das Ventil in die Führungshülse ein.
Der Innendurchmesser der Feder sollte etwa 10 mm betragen.
Die Federkraft ist gering; Es sollte das Ventil leicht über den Sitz heben. Bei leichtem Druck sollte das Ventil auf dem Sitz sitzen;
- - Drücken Sie den Gummisaugnapf auf die obere Ebene des Ventilkopfes. Die Oberflächen von Saugnapf und Ventil müssen trocken und absolut sauber sein;
- - Durch abwechselndes Drehen des Saugnapfgriffs in die eine oder andere Richtung und gleichzeitiges Auf- und Abbewegen des Ventils erzielen Sie eine gleichmäßige matte Fase auf den Arbeitsflächen von Sitz und Kopf über den gesamten Umfang.
Bevor Sie mit dem Schleifen beginnen, sollten Sie prüfen, ob sich der Ventilkopf verzieht und ob Ventil und Sitz verbrannt sind.
Wenn diese Mängel vorhanden sind, ist es nicht möglich, die Dichtheit des Ventils allein durch Schleifen wiederherzustellen und es muss zuerst der Sitz geschliffen und das beschädigte Ventil durch ein neues ersetzt werden.
Wenn der Spalt zwischen Ventil und Buchse 0,25 mm überschreitet, kann die Dichtheit ebenfalls nicht wiederhergestellt werden. In diesem Fall sollten das Ventil und die Buchse durch neue ersetzt werden.
Ventile (für Ersatzteile) werden in einer Standardgröße hergestellt, und Führungsbuchsen werden mit einem um 0,3 mm reduzierten Innendurchmesser hergestellt (um sie nach dem Einpressen in den Zylinderkopf auf die endgültige Größe zu bringen).
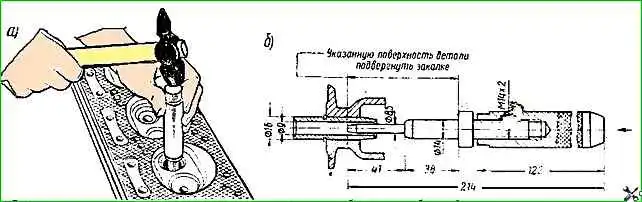
Die verschlissene Führungsbuchse wird mit einem Dorn herausgedrückt (Abb. 16). S
Ventilsitze werden durch Fräsen mit einem Hartmetall-Senker entfernt.
Reparatursättel haben einen 0,25 mm größeren Außendurchmesser als Standardsättel, daher sind die Sitzbuchsen auf Maß gebohrt:
- für den Einlassventilsitz - 47,25+0,027mm und für das Auslassventil - 38,75+0,027mm.
Ventilsitze und Führungsbuchsen müssen vor dem Zusammenbau in Kohlendioxid (Trockeneis) gekühlt werden und der Zylinderkopf muss auf eine Temperatur von 160–175°C erhitzt werden.
Beim Zusammenbau sollten die Sitze und Buchsen frei oder mit leichtem Kraftaufwand in die Zylinderkopfbuchsen eingeführt werden.
Nach dem Einbau des Sitzes wird das Metall des Zylinderkopfs mithilfe eines flachen Dorns mit einem Durchmesser von 49 bzw. 41 mm um den Sitz gerollt, zentriert entlang des Lochs im Sitz.
Die neue Buchse wird mit einem Dorn von der Kipphebelseite her eingepresst.
Nach dem Pressen sollte die Buchse 22 mm über die Ebene des Zylinderkopfes hinausragen.
Erweitern Sie nach dem Pressen das Buchsenloch auf einen Durchmesser von 9+0,022 mm und schleifen Sie die Fasen der Sitze und zentrieren Sie sie entlang des Lochs in der Buchse.
Zum Schleifen der Sitze können Sie das in Abb. gezeigte Gerät verwenden. 17.
Der Spreizdorn wird in das bearbeitete Loch in der Hülse eingebaut und der Schaft des Dorns dient als Achse für die Schleifscheibe mit einer Fase im 45°-Winkel.
Die Schleifscheibe wird von einem kleinen Elektromotor angetrieben.
Stellen Sie beim Schleifen sicher, dass die Fase am Ventilsitz konzentrisch zum Loch in der Buchse ist und nicht mehr als 0,03 mm vom Gesamtanzeigewert entfernt ist.
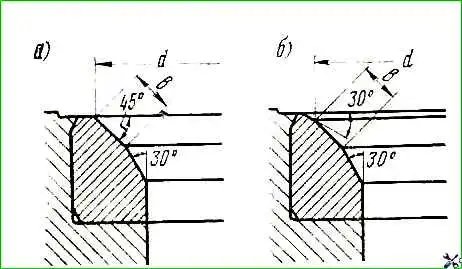
Die Fasen sind im Winkel von 45° geschliffen. Der Außendurchmesser "d" (Abb. 16) der Fase am Sitz für das Einlassventil sollte 46 mm und am Auslassventil 35 mm betragen.
Die Breite der Fase "b" sollte am Einlassventilsitz 1,8–2,3 mm und am Auslassventilsitz 2,3–2,5 mm betragen.
Die Breite der Fase wird durch Schleifen des Sitzlochs in einem Winkel von 30° sichergestellt, wie in Abb. 18, a.
Beim Schleifen verschlissener Sitze wird der Außendurchmesser der Fase größer als die oben angegebenen Maße. In diesem Fall wird der Außendurchmesser der Fase durch Schleifen des Sitzendes in einem Winkel von 30° auf die erforderliche Größe gebracht, wie in Abb. 18, geb.
Nach dem Schleifen der Sitze und Schleifen der Ventile alle Gaskanäle gründlich reinigen und mit Druckluft ausblasen, damit kein Schleifstaub zurückbleibt.
Vor dem Zusammenbau werden die Ventilschäfte mit einer Mischung geschmiert, die aus sieben Teilen eines kolloidalen Graphitölpräparats (GOST 5262-50) und drei Teilen MS-20-Luftfahrtöl besteht.
- - Setzen Sie die Ventile gemäß der Anleitung in die Buchsen ein entlang der Markierungen und montieren Sie sie mit den Federn. Stellen Sie sicher, dass die Vorsprünge der Splinte in die Ringnut des Ventilschafts passen;
- - Legen Sie eine Dichtung auf die Zylinderkopfbolzen, montieren Sie den Kopf und befestigen Sie ihn mit Muttern und Unterlegscheiben. Ziehen Sie die Muttern mit einem Drehmomentschlüssel mit einem Drehmoment von 7,3–7,8 kgm an und befolgen Sie dabei die in Abb. gezeigte Reihenfolge. 20;

- Reinigen Sie die Löcher in den Kipphebeln, in der Kipphebelachse und den Einstellschrauben, das Loch im hinteren Pfosten der Kipphebelachse und im Zylinderkopf mit Draht und blasen Sie sie mit Druckluft aus.
Überprüfen Sie den festen Sitz der Kipphebelbuchsen.
Wenn der Sitz während des Betriebs locker ist, kann sich die Buchse bewegen und das Schmierloch der Ventilstößelstange blockieren. Solche Buchsen müssen ersetzt werden;
- Untermontage der Kipphebelachse durchführen. Schmieren Sie vor dem Einbau jedes Kipphebels dessen Buchse mit Motoröl.
Die Kipphebel und Streben werden in einer solchen Position auf der Achse montiert, dass der Versatz der Löcher für die Befestigungsbolzen in den Streben zu den Kipphebel-Einstellschrauben zeigt.
Der vierte (hintere) Gepäckträger muss an der Unterseite ein Loch für den Öldurchgang haben;

- - Setzen Sie die Drücker entsprechend der Markierungen in die Buchsen ein. Schmieren Sie die Drücker und Löcher im Block vorab mit Motoröl;
- - Setzen Sie die Stangenbaugruppe mit den Spitzen in die Löcher im Zylinderkopf ein;
- - Montieren Sie die zusammengebaute Kipphebelachse auf den Stehbolzen und befestigen Sie sie mit Muttern und Unterlegscheiben. Die Einstellschrauben sollten mit ihrem kugelförmigen Teil auf der Kugel der oberen Stangenspitze aufliegen;
- - Stellen Sie den Abstand zwischen dem Ende des mittleren Ventilschafts und der Spitze des Kipphebels auf 0,35–0,40 mm und den Abstand zwischen den äußeren Ventilen (Auslass des ersten und vierten Zylinders) auf 0,30–0,35 mm ein. Dies muss wie im Artikel "Ventilspiel einstellen" beschrieben erfolgen;
- - Setzen Sie die Dichtung und den Ventildeckel ein und befestigen Sie sie mit Schrauben und Unterlegscheiben;
- - Schmieren Sie die Kupplungsausrückkupplungsbaugruppe mit dem Lager, setzen Sie sie auf die vordere Abdeckung des Getriebes und befestigen Sie die Ausrückfeder;
- - Getriebe einbauen und sichern;
- - Kupplungsausrückgabel einbauen;
- - Motorteile und Baugruppen in umgekehrter Reihenfolge einbauen.
")

")
")
")
")
")
")
")