Қозғалтқышты құрастырмас бұрын оның барлық бөліктерін көміртек шөгінділері мен шайырлы шөгінділерден тазалау керек
Алюминий қорытпаларынан жасалған бөлшектерді (цилиндрлер блогы мен басы, поршеньдер, т.б.) сілтілі ерітінділерде жууға болмайды, себебі бұл ерітінділер алюминийді тоттандырады.
Бөлшектерді көміртегі шөгінділерінен тазалау үшін келесі шешімдер ұсынылады:
Алюминий бөліктері үшін:
- Сода (Na2CO3) – 18,5 г
- Сабын (жасыл немесе кір) – 10,0 г
- Сұйық шыны – 8,5 Г
- Су – 1 л
Болат бөлшектер үшін:
- Каустикалық сода (NaOH) – 25,0 г
- Сода (Na2CO3) – 33,0
- Сабын (жасыл немесе кір) – 8,5 г
- Сұйық шыны – 1,5 г
- Су – 1л
Қозғалтқышты құрастырған кезде келесі шарттарды орындаңыз:
- - жинамас бұрын барлық бөлшектерді таза шүберекпен сүртіңіз және сығылған ауамен үрлеңіз және барлық ысқылау беттерін таза маймен майлаңыз;
- - бөлшектерді орнына қояр алдында тексеру (жарықтар, жоңқалар, басқа ақаулардағы саңылаулар бар-жоғы), оған басылған бөлшектердің сәйкестігінің сенімділігін тексеру, ақаулы бөлшектерді жөндеу немесе жаңасымен ауыстыру қажет;
- - барлық бұрандалы бөлшектер (шпилькалар, тығындар, фитингтер), егер олар бұрап алынса немесе жөндеу процесінде ауыстырылса, қызыл қорғасынмен немесе табиғи кептіру майымен сұйылтылған ақ түспен орнатылуы керек.
Цилиндр блоктарының тығындары және т.б. сияқты барлық тұрақты қосылымдар нитро лакпен орнатылуы керек.
Төмендегілерді қозғалтқышқа орнатуға рұқсат етілмейді:
- - пайдаланылған ілмектер, ілгек сымдары және құлыптау тақталары;
- - серпімділігін жоғалтқан серіппелі шайбалар;
- - зақымдалған тығыздағыштар;
- - жіпте екіден көп бітеліп қалған немесе үзілген жіптері бар бөліктер;
- - ұзартылған жіптері бар болттар мен шпилькалар; жиектері тозған болттар мен гайкалар.
Болттар мен гайкаларды дұрыс қатайту керек (қағаш түйреуіштермен, кертік сыммен, серіппелі және арнайы шайбалармен және гайкалармен).
Қозғалтқышты келесі ретпен жинаңыз:
- - цилиндрлер блогының барлық түйісетін беттерін бөлшектеу кезінде кептеліп қалған және жыртылған тығыздағыштардан тазалаңыз;
- - цилиндр блогын тірекке бекітіңіз, май арнасының тығынын артқы жағынан бұрап алыңыз және барлық май арналарын сығылған ауамен үрлеңіз. Штепсельді орнына бұраңыз;
- - ілініс корпусын ауыстыру қажеттілігі туындаса немесе ол жөндеуден кейін цилиндрлер блогына орнатылса, алдымен блоктан екі теңестіру түйреуіштерін алып тастау керек, содан кейін корпусты цилиндрлер блогына алты болтпен бекіту керек.
Сыртқы мойынтіректердегі цилиндрлер блогында индикатор тұғыры бекітілген фланецке иінді білік орнатылған.
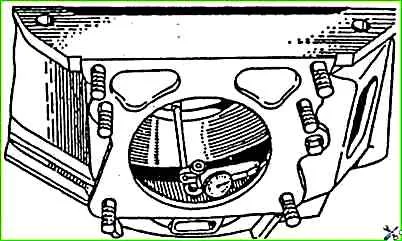
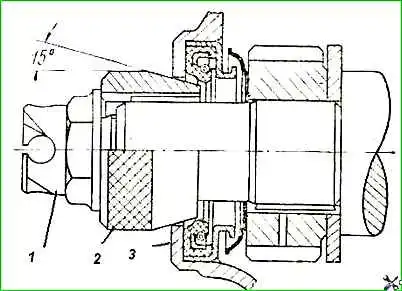
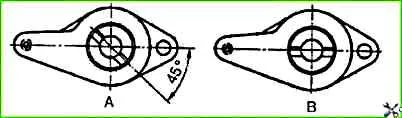
Иінді білікті айналдыра отырып, редуктордың центрлік жағасының саңылауының шығуын, сондай-ақ ілінісу корпусының артқы ұшының иінді біліктің осіне қатысты перпендикулярлығын тексеріңіз, суретте көрсетілген. 1 және сур. 2.
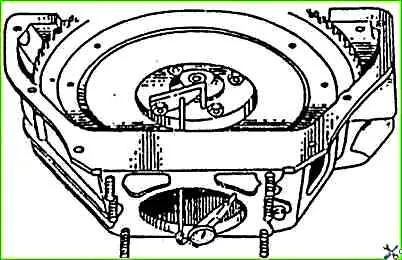
Картер мен соңғы тесіктердің ағуы 0,08 мм-ден аспауы керек.
Егер саңылаудың ағуы көрсетілген мәннен асып кетсе, оның дұрыс орнатылуын қамтамасыз ету үшін картерді цилиндрлер блогына бекітетін болттарды босатып, картер фланеціне жеңіл соғу керек;
- - болттарды қатайтқаннан кейін, ілініс корпусындағы және цилиндрлер блогындағы түйреуіштерге арналған тесіктер жөндеу өлшеміне дейін кеңейтіледі. Тесіктің диаметрі кеңейтілген тесіктерде қара түс қалмайтындай болуы керек.
Осыдан кейін диаметрі тесіктердің өлшемінен 0,015-0,051 мм үлкен болатын саңылауларға түйреуіштер басылады;
- - картер ұшының ағуы қырып тастау арқылы жойылады. Жоғарыда сипатталған тексеру кезінде тозбаған иінді білік пен мойынтіректерді пайдалану қажет екенін есте ұстаған жөн. Бөлшектер тозған болса, нәтижелер дұрыс емес болады;
- - иінді білікті алыңыз;
- - цилиндр төсемдерін келесідей жаңасына ауыстырыңыз (қажет болса):
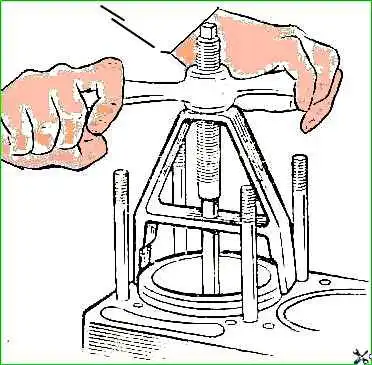
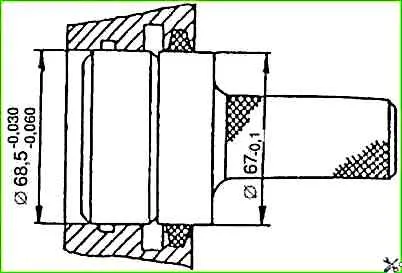
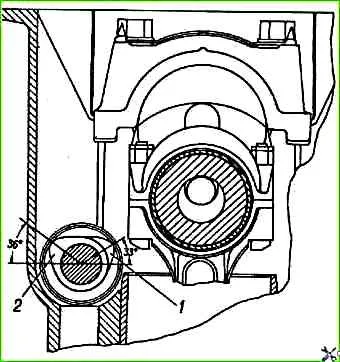
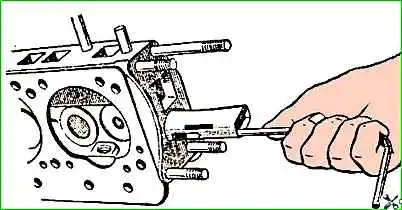
- - ескі жеңді блоктан алу үшін тартқышты (3-сурет) пайдаланыңыз;
- - мұқият тазалаңыз лайнердегі және цилиндрлер блогындағы отыру беттерін және тығыздағыш беттерді қақ пен коррозиядан қорғаңыз;
- - қызыл мыс тығыздауышы бар жаңа немесе жөнделген жеңді салыңыз. Лайнер цилиндрлер блогына еш күш жұмсамай еркін отыруы керек;
- - жеңді құлап кетпес үшін оны ұстағышпен бекітіңіз.
Ескертпе. Ақаулы немесе тозған төсемдерді жаңа немесе жөнделгенге ауыстыру кезінде олардың цилиндрлер блогындағы орны бағдарланбайды.
Басқа жағдайларда, цилиндрлер блогынан гильзаларды алу алдында оларды сериялық нөмірлермен белгілеу керек (су сорғысынан және беріліс қорабынан санау), сондай-ақ олардың орнатылуын қамтамасыз ету үшін цилиндрлер блогындағы орнын белгілеу керек. құрастыру кезінде алдыңғы күйде.
Тозған цилиндр төсеніштерін пайдаланған кезде, сондай-ақ тозған төсеніштерге жаңа поршеньдік сақиналар орнатылған сайын, машинада немесе қырғышпен тозбаған белдікті үстіңгі қысу сақинасының үстінде тесіп тұру керек.
Металлды жеңнің тозған бөлігімен бірдей етіп алып тастау керек;
- иінді біліктің артқы негізгі мойынтірегі үшін (әрқайсысының ұзындығы 120 мм) екі май тығыздағыш орамын кесіңіз, оларды блок пен май тығыздағыш ұстағышына салыңыз;
Иінді білікті жинаңыз:
- - шатун журналдарының кір ұстағыштарының барлық тығындарын бұрап алыңыз және олардан шөгінділерді алып тастаңыз. Ластану ұстағыштарының май арналары мен қуыстарын сығылған ауамен шайыңыз және үрлеңіз, тығындарды қатайтыңыз және тығыздаңыз;
- - біліктің жұмыс беттерінің күйін тексеру. Никстерге, минидтерге және басқа да сыртқы ақауларға жол берілмейді;
- - 1-13 отқа төзімді маймен майлаңыз және беріліс қорабының жетек білігінің мойынтірегін иінді біліктің артқы жағына басыңыз;
- - маховикті қозғалтқыштың иінді білігіне айналдыру моментінің кілтімен бұраңыз (гайкаларды тарту моменті 7,6-8,3 кгм); гайкаларды қатайтыңыз;
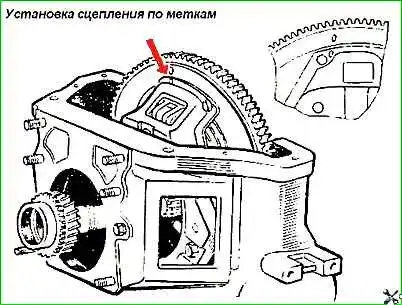
- иінді біліктің артқы жағындағы мойынтіректегі саңылау бойымен ілінісу қысымының пластинасының жинағын корпусымен маховикке бұраңыз, бұрын иінді біліктің артқы жағындағы мойынтіректегі тесік бойымен оправка (беріліс қорабының жетек білігін пайдалануға болады) арқылы жетекші дискіні ортаға келтіріңіз.
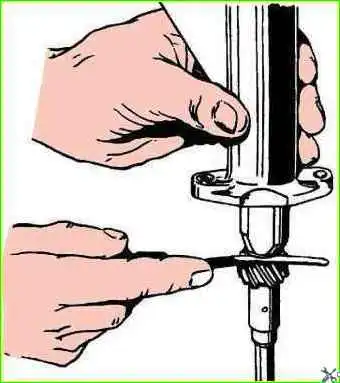
Қорпақты бекіту болттарына арналған тесіктердің бірінің жанындағы қысым тақтасы мен маховик корпусында мөрленген «O» белгілері (Cурет 4) туралануы керек.
Муфта басқарылатын дискіні амортизатор маховикке қарайтындай етіп қойыңыз.
Иінді білік, маховик және ілініс жинақ ретінде теңгерілген, сондықтан осы бөліктердің бірін ауыстырған кезде динамикалық теңгерімдеуді орындау керек. Теңгерімсіздік 70 Гсм-ден аспауы керек.
Теңестіру кезінде ауыр жағынан артық салмақты алып тастау радиусы 151 мм маховик металын диаметрі 10 мм бұрғымен 12 мм-ден аспайтын тереңдікке дейін бұрғылау арқылы жүзеге асырылады.
Бұрғылау орталықтары арасындағы қашықтық кемінде 14 мм болуы керек.
Егер бастапқы теңгерімсіздік 180 Гсм-ден асса, құрылғыны теңгерімдеуді бастамау керек.
Мұндай жағдайда құрылғыны бөлшектеп, әрбір бөліктің теңгерімділігін бөлек тексеру қажет;
- артқы тартқыш шайбаны иінді біліктің бірінші негізгі журналына баббит жағын біліктің иығына қаратып қойыңыз;
- артқы білік тығыздағышын қысыңыз. Мұны істеу үшін артқы негізгі мойынтіректің тесігіне оправканы орнатыңыз (Cурет 5), май тығыздағыш ұстағышын орнатыңыз және мойынтірек пен ұстағыш гайкаларын қатайтыңыз;
олардың төсегіндегі негізгі мойынтіректер қабықшаларын таза шүберекпен сүртіңіз және қабықтарды төсекке қойыңыз;
- - негізгі мойынтіректердің қабықтарын және иінді біліктің журналын таза қозғалтқыш майымен майлаңыз және иінді білікті цилиндрлер блогына қойыңыз;
- - негізгі мойынтіректердің қақпақтарын цилиндрлер блогының шпилькаларына әрбір қақпақтың жоғарғы және төменгі төсемдеріндегі бекіткіш құлақшалар бір жағында болатындай етіп, ал қақпақтарда мөрленген сандар цилиндрлер блогында мөрленген төсек нөмірлеріне сәйкес келетіндей етіп қойыңыз. шпилькалардың жанында.
Алдыңғы мойынтірек қақпағын орнатқан кезде, артқы иінді біліктің тіреуіш шайбасының құлақшасы қақпақтың ойығына сәйкес келуі керек. Алдыңғы мойынтірек қақпағының соңы цилиндрлер блогының ұшымен бір жазықтықта болуы керек;
- - резеңке балғамен жеңіл түрту арқылы негізгі мойынтіректердің қақпақтарын орнына қою; қақпақтар блок төсектерінің ойықтарына сәйкес келуі керек;
- - қақпақтарды бекітетін гайкаларды бұрап, бекіткіш тақтаны алдын ала орнатып, оларды біркелкі қатайтыңыз. Соңғы қатайту момент кілтімен (крутящий момент 10-11 кгм) орындалуы керек, құлыптау тақтасының антенналарын бүгіңіз;
- - ұстағыштардың ойықтарына орнату Тығыздағышты тығыздау үшін резеңке тығыздағыштарды және олардың ойықтан шығып тұрған бүйір бетін сабынды сумен жабыңыз. Май тығыздағыш ұстағышын орнына қойып, гайкаларды қатайтыңыз;
- - аз күш жұмсап еркін айналуы тиіс иінді білікті бұраңыз.
Сіз иінді білікті маховикті немесе оған дәнекерленген тетраэдр кілті бар беріліс қорабының жетек білігінен немесе төртбұрышты тесігі бар тұтқадан тұратын құрылғыны пайдаланып айналдыра аласыз.
Құрылғыны іліністің жетекті және қысым дискілерін орнату кезінде орталықтандыру үшін де пайдалануға болады;
- - тіреу подшипникінің алдыңғы шайбасын баббит жағын білікке қаратып орналастырыңыз, сонда цилиндрлер блогы мен қақпағына қысылған түйреуіштер шайбаның ойықтарына сәйкес келеді;
- - иінді білікті болаттан жасалған шайбаны тозбаған бетімен алдыңғы мойынтірек шайбасының Баббитпен қапталған бетіне қарсы қойыңыз;
- - иінді біліктің берілісін толық басып, иінді біліктің осьтік саңылауын тексеріңіз.
Тексеру келесі түрде жүзеге асырылады: бұрауышты (кілт, балға тұтқасы және т.б.) біліктің бірінші иіні арасына цилиндрлер блогының алдыңғы қабырғасына қарай орналастырыңыз және оны рычаг ретінде пайдаланып, білікке қарай басыңыз. қозғалтқыштың артқы жағы.
Сызғышты пайдаланып, тірек мойынтіректің артқы шайбасының ұшы мен бірінші негізгі журналдың иық жазықтығы арасындағы алшақтықты анықтаңыз. Саңылау 0,075-0,175 мм диапазонында болуы керек;
шатун мен поршеньдік топты қосалқы жинақтаңыз:
суретте көрсетілгендей, поршень басы мен поршень сақиналарының ойықтарын көміртегі шөгінділерінен тазалаңыз. 6;

- - поршеньді, поршеньді түйреуішті немесе шатунды ауыстырған жағдайда:
- - поршеньді түйреуіш сақиналарын тістеуікпен алып тастаңыз;
- - поршеньді істікшені құрылғыдан алыңыз (бұл әрекетті орындамас бұрын поршеньдік сақиналарды алып тастау керек);
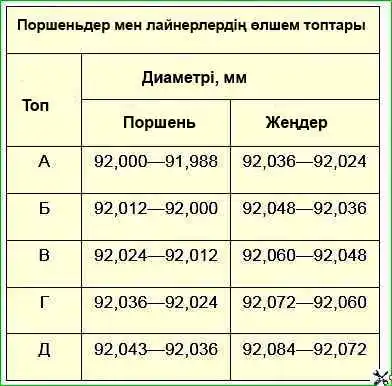
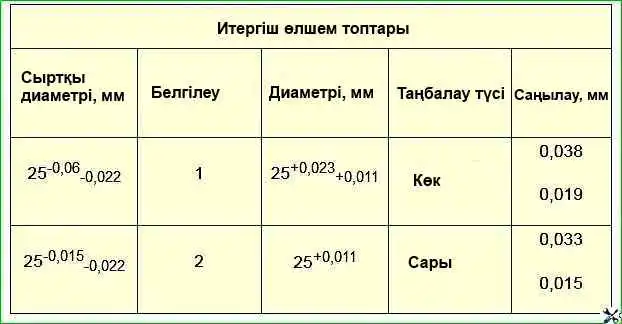
- 0,012-0,024 мм аралығы бар лайнерлерді пайдаланып жаңа поршеньдерді таңдаңыз.
Таңдау поршень мен цилиндр арасына орнатылған серіппелі теңгерім өлшегіш таспаны тарту арқылы тексеріледі.
Мөлдік өлшегіш поршеньдік түйреуіш осіне перпендикуляр жазықтықта орналасқан.
Поршень поршеньдік сақиналарсыз болуы керек.
Қалыпты бөлме температурасында (+20°C) тарту күші 3,5-4,5 кг аралығында болуы керек.
Таспа өлшемдері: қалыңдығы -0,05 мм, ені - 13 мм, ұзындығы - 250 мм;
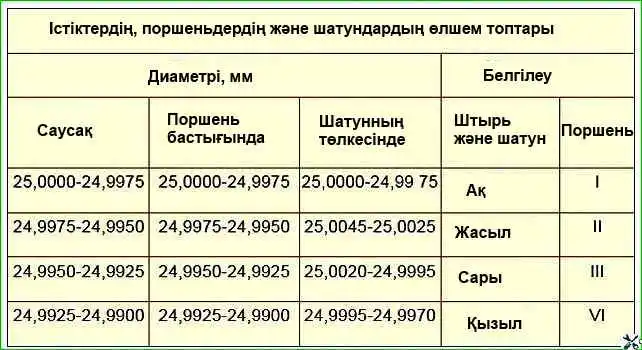
- қалыпты бөлме температурасында бас бармақтың жеңіл күшімен жоғарғы бастың тесігінде біркелкі қозғалатындай етіп шатунға поршеньді істікшікті таңдаңыз.
Поршеньді істік маймен аздап майлау керек.
Шифт таңбаларының түсі поршень ойықтарындағы белгілердің түсіне сәйкес болуы керек;

- құрылғыдағы шатун мен поршеньдік топты қайта жинаңыз (Cурет 7).
Поршеньдік штифті оған баспас бұрын поршеньді ыстық суда 70°C температураға дейін қыздыру керек; Саусақты суық поршеньге басу поршень өсінділеріндегі тесіктердің бетін зақымдауы, сондай-ақ поршеньдің өзін деформациялауы мүмкін.
Поршеньді бекітетін сақиналарды поршень ойықтарының сақиналы ойықтарына салыңыз;
- цилиндр үшін поршеньдік сақиналарды таңдау; алшақтық; сақинаның түйіскен жерінде өлшеуішпен өлшенген, 0,3-0,5 мм болуы керек.
Тозған цилиндрлердегі ең кіші саңылау 0,3 мм болуы керек;

- сақина мен поршень ойығының қабырғасы арасындағы бүйірлік саңылауларды тексеру үшін өлшеуіш өлшеуішті пайдаланыңыз (Cурет 8). Поршеньдің шеңберін бірнеше нүктеден тексеріңіз.
Бүйірлік саңылау мөлшері жоғарғы қысу сақинасы үшін 0,050-0,082 мм, ал төменгі сығымдау және май қырғыш сақиналар үшін 0,035-0,067 мм диапазонында болуы керек;
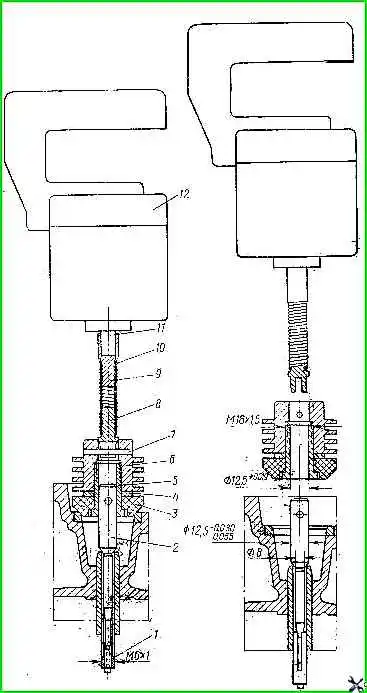
- - құрылғының көмегімен поршеньдік сақиналарды поршеньге қою. Компрессsion сақиналары суретте көрсетілгендей ішкі фаскамен поршень түбіне орналастырылады. 12, ойықтардағы сақиналар еркін қозғалуы керек;
- - шатундардың төсектерін және олардың қақпақтарын майлықпен сүртіңіз, сүртіңіз және оларға төсеніштерді салыңыз;
- - иінді білікті бірінші және төртінші цилиндрлердің иінділері төменгі өлі нүктеге сәйкес орын алатындай етіп бұраңыз;
- гильзаларды, поршеньді, бірінші цилиндрдің білігінің шатундық журналын және гильзасын таза мотор майымен майлаңыз, поршеньдік сақиналардың түйіспелерін бір-біріне 120 ° бұрышпен жағыңыз, қорғаныш жезден жасалған ұштарды шатунның болттарын бекітіңіз, сақиналарды қысқыш немесе конус сақинасының көмегімен қысыңыз (Cурет 9), поршеньді цилиндрге салыңыз.
Поршеньді орнатпас бұрын шатунда және оның қақпағында мөрленген сандар цилиндрдің сериялық нөміріне сәйкес келетініне тағы бір рет көз жеткізіңіз, цилиндрдегі поршень мен шатунның дұрыс орналасуын тексеріңіз; поршеньдегі «Артқа» белгісі маховикке қарай бағытталуы керек, ал шатунның төменгі басындағы тесік таратқыш білікке қарама-қарсы бағытта болуы керек;
- шатунның төменгі басынан шатунның журналына тартыңыз, болттардан жез ұштарын алыңыз, шатунның қақпағын қақпақ пен шатундағы мөрленген сандар бір бағытта болатындай етіп киіңіз.
Жаңғақтарды бұрау кілтімен (крутящий момент 6,8-4,5 кгм) қатайтыңыз және болаттан штампталған бекіткіш гайкамен бекітіңіз. Бекіту гайкасының тартылу моменті 0,3-0,5 кгм;
- төртінші цилиндрдің поршенін сол ретпен салыңыз, содан кейін иінді білікті 180° бұрып, екінші және үшінші цилиндрлердің поршеньдерін салыңыз.
Иінді білікті бірнеше рет айналдырыңыз, ол аз күш жұмсап оңай айналуы керек;
таратқыш білікті қосалқы жинақтаңыз:
- - таратқыш білігінің алдыңғы ұшына аралық гильза мен тартқыш фланецті орналастырыңыз;
- - уақыт берілісін білікке басып, оны болт пен шайбамен бекітіңіз;
- - таратқыш білігінің тартқыш фланеці мен таратқыш білігінің торының арасына салынған сызғышты пайдаланып, таратқыш білігінің осьтік саңылауын тексеріңіз, ол 0,1-0,2 мм шегінде болуы керек;
- - уақыт берілістерін майлауға арналған түтікті тазалаңыз және болт пен қысқышты пайдаланып блокқа бұраңыз;
- - жинақталған тарату залын блоктың тесігіне кіргізіңіз, алдымен оның тіреуіштерін қозғалтқыш майымен майлаңыз.
Тісті доңғалақтар қосылған кезде «O» белгісі бар иінді біліктің тісті берілісінің тісі таратқыш білігінің тісті беріліс тістерінің ойықтарына қарсы тұруы керек (17-суретті қараңыз). Қосылу кезінде бүйірлік саңылау 0,03-0,08 мм диапазонында болуы керек. Үлкенірек немесе кішірек бос орын болса, басқа жұпты таңдаңыз;
- - таратқыш білігінің тісті берілісіндегі саңылаулар арқылы тартқыш фланецті блокқа екі болт пен серіппелі шайбалармен бекітіңіз;
- - май дефлекторын иінді біліктің алдыңғы ұшының журналына дөңес жағын беріліске қаратып қойыңыз;
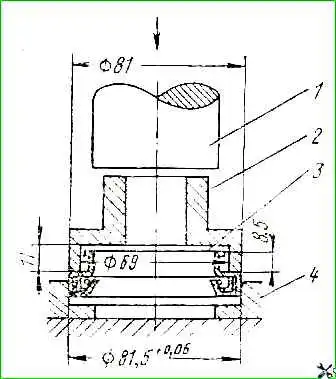
- - уақыттық беріліс қақпағына басылған май тығыздағыштың одан әрі жұмыс істеуге жарамдылығын тексеру. Егер май тығыздағыштың жұмыс жиектері тозған болса немесе май тығыздағышына кіргізілген иінді білік шкивінің торын әлсіз жауып тұрса, оны жаңасымен ауыстырыңыз.
Суретте көрсетілгендей, пресстегі оправка арқылы май тығыздағышты қақпаққа басу ұсынылады. 10;
- тығыздағыш пен уақыт берілісінің қақпағын шпилькаларға салыңыз;
Қақпақты иінді біліктің алдыңғы шеті бойымен ортасына бекітіңіз (Cурет 11) және қақпақты бекітетін барлық гайкалар мен болттарды қатайтыңыз.
Орталайтын оправка болмаса, қақпақты иінді білік шкив торының бойымен орнатуға болады.
Хабды иінді білікке оның ұшы қақпақтағы тесікке 5 мм сыйып тұруы үшін басу керек.
Осыдан кейін хаб пен қақпақ тесігі арасындағы шеңбер бойымен бірдей саңылауды сақтай отырып, қақпақты жаңғақтармен бекітіңіз.
Ағаш немесе резеңке балғамен қақпақты аздап соғу арқылы аралықты тегістеу керек. Кейін Бұл ақырында қақпақты бекітеді;
орталықтандырғышты алып тастаңыз және иінді білік шкивінің торын басыңыз;
- - серіппелі шайбаны орнатқаннан кейін ысырманы иінді білікке бұраңыз.
Иінді білікті ысырма арқылы бұра отырып, шағылыстырғыштың бүгілген шағылыстырғыш немесе күпшектегі бос бекіту салдарынан уақыт берілісінің қақпағына тиіп тұрғанын тексеріңіз;
- - иінді білік шығырын хабқа бұраңыз;
- - май сорғы жинағын май қабылдағышпен орнату;
- - ажыратқыш-таратқыш дискіні орнату;
- - иінді білікті бұру, белгіні туралау. иінді білік шығырының жиегіндегі м.т.
Бірінші цилиндрдің клапандарын іске қосатын таратқыш білігінің жұдырықшалары төбелерімен итергіштерге қарама-қарсы бағытта (май табаға қарай) бағытталуы және 2-суретте көрсетілгендей симметриялы орналасуы керек. 12;
- жетек корпусы мен тісті беріліс арасына кіргізілген өлшеуіш арқылы жетек білігінің осьтік саңылауын тексеріңіз.
Аралық 0,15-0,40 мм аралығында болуы керек;
Тығыздағышты ажыратқыш-таратқыш жетегінің бекіту шпилькаларына салыңыз;
- - жетек білігін суретте көрсетілген күйге бұраңыз. 13, a және дискіні цилиндрлер блогының розеткасына салыңыз.
Драйверді розеткаға салғанда, жетек білігінің ұшы сорғы білігінің тесігіне кіретіндей етіп май сорғысының білігін бұру қажет
Дұрыс орнатылған жетекте білік төлкесіндегі ойық қозғалтқыш осіне параллель болуы және 1-суретте көрсетілгендей қозғалтқыштан ауытқуы керек. 13, b;
- - дискіні қорғаңыз;
- - таратқыш білігінің бұрандалы берілістері мен ұсақтағыш-таратқыш жетегіндегі саңылауларды тексеру.
Егер қандай да бір себептермен қозғалтқыштан бір ғана дистрибьютор-үзіліс жетегі алынып тасталса, оны май табасын алмастан орнатуға болады.
Бұл жағдайда бірінші цилиндрдің поршенін орнату в. m.t. қысу инсульт, жетекті орнатқанда, иінді білікті бір немесе басқа бағытта аздап бұраңыз.
Драйвер дұрыс орнатылғанда, бірінші цилиндрдің поршені TDC деңгейінде болғанда. қысу инсультінде ажыратқыш-таратқыштың роторы ажыратқыш-таратқыштың қақпағындағы 1 санымен белгіленген бірінші контактіге қарама-қарсы орын алады;
- май табағының тығыздағышын цилиндр блогының фланеціне қойыңыз;
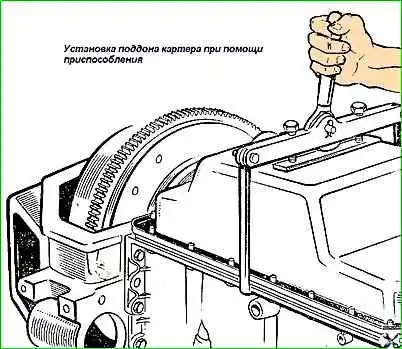
- - жиналған паллетті шпилькаларға орнатыңыз, оны құрылғының көмегімен (14-сурет) блокқа басып, гайкалар мен шайбалармен бекітіңіз;
- - ілінісу корпусының төменгі бөлігін орнатыңыз және бұрандаңыз;
- - цилиндр қақпақтарының жану камераларын көміртегі шөгінділерінен тазалау, сүрту және сығылған ауамен үрлеу. Қажет болса, су тарату құбырындағы саңылауларды тазалап, оны суретте көрсетілгендей алып тастаңыз. 15;
- - клапандарды жабыңыз, ол үшін сізге қажет:
- - клапан орнының жер бетіне М-20 ұнтағының бір бөлігінен (ГОСТ 3647-59) және өнеркәсіптік майдың екі бөлігінен 20 (шпиндель 3) (ГОСТ 1707-51) тұратын қоспаның жұқа қабатын жағыңыз. Қолданар алдында қоспаны мұқият араластырыңыз;
клапанның өзегіне технологияны салыңыз логикалық серіппе, клапанды бағыттаушы төлкеге салыңыз.
Серіппенің ішкі диаметрі шамамен 10 мм болуы керек.
Серіппе күші аз; ол клапанды орындықтан сәл жоғары көтеруі керек. Аздап басқан кезде клапан орындыққа отыруы керек;
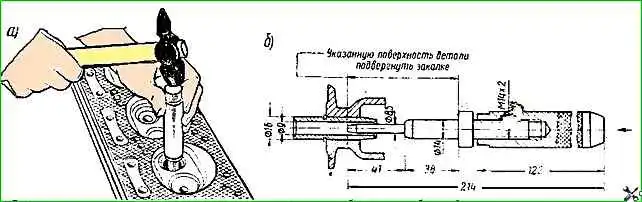
- - резеңке сорғышты клапан басының жоғарғы жазықтығына басыңыз. Сорғыш шыныаяқ пен клапанның беттері құрғақ және толық таза болуы керек;
- - сорғыш шыныаяқтың тұтқасын бір бағытта немесе басқа бағытта айналдырып, клапанды бір уақытта жоғары және төмен жылжыту арқылы орындық пен бастың жұмыс беттерінде бүкіл шеңбер бойымен біркелкі күңгірт фаскаға қол жеткізіңіз.
Тегістеуді бастамас бұрын клапан басының қисаюын және клапан мен орындықтың күйіп қалуын тексеру керек.
Егер бұл ақаулар болса, тек тегістеу арқылы клапанның герметикалығын қалпына келтіру мүмкін емес және алдымен орындық жерге тұйықталып, зақымдалған клапан жаңасымен ауыстырылуы керек.
Егер клапан мен төлке арасындағы саңылау 0,25 мм-ден асса, онда герметика да қалпына келтірілмейді, бұл жағдайда клапан мен төлке жаңасымен ауыстырылуы керек.
Клапандар (қосалқы бөлшектер үшін) стандартты өлшемде шығарылады, ал бағыттаушы төлкелер ішкі диаметрі 0,3 мм-ге кішірейтілген (оларды цилиндр басына басқаннан кейін соңғы өлшемге дейін орналастыру үшін) шығарылады.
Тозған бағыттаушы төлке дрейф арқылы сыртқа шығарылады (Cурет 16).
Клапанның орындықтары карбидті раковинамен фрезерлеу арқылы жойылады.
Жөндеу ер-тұрмандарының сыртқы диаметрі стандарттылардан 0,25 мм үлкен, сондықтан орындық розеткалары өлшеміне қарай скучно:
- қабылдау клапанының орны үшін - 47,25+0,027мм және шығару клапаны үшін - 38,75+0,027мм.
Клапан орындықтары мен бағыттаушы төлкелерді құрастыру алдында көмірқышқыл газында (құрғақ мұзда) салқындату керек, ал цилиндр басын 160-175°C температураға дейін қыздыру керек.
Жинау кезінде орындықтар мен втулканы цилиндр басының розеткаларына еркін немесе жеңіл күшпен салу керек.
Орынды орнатқаннан кейін цилиндр басының металы диаметрі сәйкесінше 49 немесе 41 мм болатын, орындықтағы тесік бойымен ортасына орналасқан жалпақ оқпанды пайдаланып отырғыштың айналасына оралады.
Жаңа втулка дрейф арқылы рокердің қолынан ішке басылады.
Басылғаннан кейін втулка цилиндр басының жазықтығынан 22 мм жоғары шығып тұруы керек.
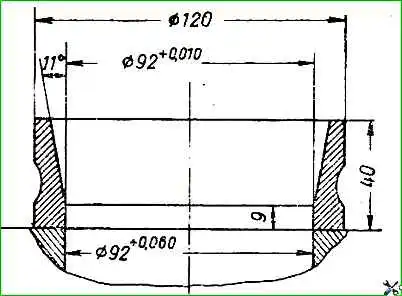
Басудан кейін втулка саңылауын диаметрі 9+0,022 мм дейін кеңейтіп, орындықтардың фаскаларын втулкадағы тесік бойымен ортасына келтіріп қайрыңыз.
Орындықтарды тегістеу үшін 1-суретте көрсетілген құрылғыны пайдалануға болады. 17.
Кеңейткіш оправка гильзадағы өңделген саңылауға орнатылады, ал оқпанның өзегі 45° бұрышта фаскасы бар тегістеу дөңгелегі үшін ось ретінде қызмет етеді.
Тегістеу дөңгелегі шағын электр қозғалтқышымен қозғалады.
Тегістеу кезінде клапан орынындағы фасканың втулкадағы тесігі жалпы индикатор көрсеткішінен 0,03 мм шегінде концентрлі екеніне көз жеткізіңіз.
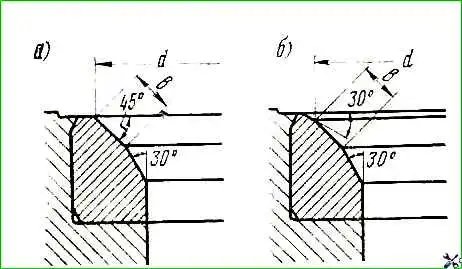
Фаскалар 45° бұрышпен тегістеледі. Кіріс клапанына арналған орындағы фасканың сыртқы диаметрі «d» (16-сурет) 46 мм, ал шығару клапанында - 35 мм болуы керек.
«b» фаскасының ені кіріс клапанының орнында 1,8-2,3 мм, ал шығару клапанының орнында 2,3-2,5 мм болуы керек.
Фиканың ені 30° бұрышта орындық тесігін тегістеу арқылы қамтамасыз етіледі, суретте көрсетілген. 18, а.
Тозған орындықтарды тегістеу кезінде фасканың сыртқы диаметрі жоғарыда көрсетілген өлшемдерден үлкенірек болады. Бұл жағдайда фасканың сыртқы диаметрі орындықтың ұшын 30° бұрышпен тегістеу арқылы қажетті мөлшерге дейін жеткізіледі, бұл суретте көрсетілген. 18, б.
Орындарды тегістеп, клапандарды тегістегеннен кейін барлық газ арналарын мұқият тазалап, абразивті шаң қалмас үшін оларды сығылған ауамен үрлеңіз.
Құрастыру алдында клапанның өзектері майлы коллоидты графит препаратының жеті бөлігінен (ГОСТ 5262-50) және МС-20 авиациялық майының үш бөлігінен тұратын қоспамен майланады;
- - нұсқауларға сәйкес клапандарды втулкаларға салыңыз белгілердің бойымен және оларды серіппелермен жинаңыз. Клапандардың проекциялары клапан сабағының сақиналы ойығына сәйкес келетініне көз жеткізіңіз;
- - цилиндр басының шпилькаларына тығыздағышты салыңыз, басын орнатыңыз және оны гайкалар мен шайбалармен бекітіңіз. Жаңғақтарды бұрау кілтімен 7,3-7,8 кгм айналу моментіне дейін, суретте көрсетілген ретпен қатайтыңыз. 20;

- сыммен тазалаңыз және сығылған ауамен рокер ілмектерінің саңылауларын, ілгек осьіндегі және реттеу бұрандаларын, рокер білігінің артқы бағанындағы және цилиндр басындағы тесіктерді үрлеңіз.
Рекер ілмектерінің дұрыс орнатылғанын тексеріңіз.
Егер қондырма жұмыс кезінде бос болса, втулка қозғалып, клапан көтергіш өзегінің майлау тесігін бітеп тастауы мүмкін. Мұндай төлкелерді ауыстыру қажет;
- рокер иінінің осін қосалқы құрастыруды орындау. Әрбір рокерді орнатпас бұрын оның төлкесін қозғалтқыш майымен майлаңыз.
Тіректер мен тіректер осьте тіректердегі бекіту шпилькаларына арналған саңылаулардың жылжуы рокер тұтқасын реттейтін бұрандаларға қарайтындай күйде жиналады.
Төртінші (артқы) сөреде май өтуі үшін төменгі жазықтықта тесік болуы керек;
- - итергіштерді олардағы белгілерге сәйкес розеткаларға салыңыз. Блоктағы итергіштер мен тесіктерді қозғалтқыш майымен алдын ала майлаңыз;
- - ұштары бар өзек жинағын цилиндр басындағы тесіктерге салыңыз;
- - жинақталған рокердің осін шпилькаларға орнатыңыз және гайкалар мен шайбалармен бекітіңіз. Сфералық бөлігі бар реттегіш бұрандалар өзекшенің жоғарғы ұшының сферасына тірелуі керек;
- - ортаңғы клапан өзегінің соңы мен рокер қолының ұшы арасындағы саңылауларды 0,35-0,40 мм, ал сыртқы клапандар (бірінші және төртінші цилиндрлердің шығуы) 0,30-0,35 мм дейін орнатыңыз. Мұны «Клапан саңылауларын реттеу» мақаласында көрсетілгендей орындау керек;
- - тығыздағыш пен рокер қақпағын орналастырып, оларды бұрандалармен және шайбалармен бекітіңіз;
- - ілінісу ілінісу жинағын майлаңыз және беріліс қорабының алдыңғы қақпағына подшипникпен орналастырыңыз және босату серіппесін бекітіңіз;
- - беріліс қорабын орнату және бекіту;
- - іліністі босату шанышқыны орнату;
- - қозғалтқыш бөлшектері мен жинақтарын кері ретпен орнатыңыз.
")

")
")
")
")
")
")
")