Ремонт шатунів зводиться до заміни втулки верхньої головки та подальшої обробки її під поршневий палець номінального розміру або до обробки, що є в шатуні втулки під палець ремонтного розміру
У запасні частини поставляються втулки одного розміру, виготовлені з бронзової стрічки ОЦС4–4–2,5 товщиною 1 мм.
При запресуванні нової втулки в шатун забезпечте збіг отвору у втулці з отвором у верхній головці шатуна.
Отвори служать для мастила до поршневого пальця.
Після запресування втулки ущільніть її внутрішню поверхню гладкою брошкою до діаметру 24,3 мм +0,045 мм, а потім розгорніть або розточіть під номінальний або ремонтний розмір з допуском +0,007 –0,003 мм.
Наприклад, втулку розгорніть або розточіть під палець номінального розміру до діаметра 25 +0,007 –0,003 мм або під палець ремонтного розміру до діаметра 25,20 +0,07 –0,003 мм.
Відстань між осями отворів нижньої та верхньої головок шатуна повинна бути (168±0,05) мм [(175±0,05) мм для двигунів моделі 4218];
Припустима непаралельність осей у двох взаємно перпендикулярних площинах на довжині 100 мм має бути не більше 0,04 мм; овальність та конусність не повинні перевищувати 0,005 мм.
Щоб витримати вказані розміри та допуски, розгорніть верхню головку шатуна в кондукторі.
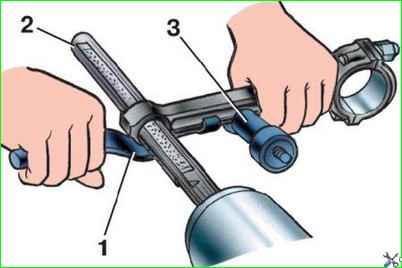
Після розгортання виконуйте доведення отвору на спеціальній шліфувальній головці, тримаючи шатун у руках (рис. 1).
Шліфувальні бруски головки встановіть мікрометричним гвинтом на потрібний ремонтний розмір.
Шатуни, отвори під вкладиші в нижній головці яких мають овальність понад 0,05 мм, підлягають заміні.
Заміна та ремонт поршневих пальців
Ремонтні розміри поршневих пальців та номери комплектів наведено в табл. 2. Допуск основних деталей двигуна УАЗ-3151
Для заміни поршневих пальців без попередньої обробки отворів у поршні та у верхній головці шатуна застосовуються поршневі пальці, збільшені по діаметру на 0,08 мм.
Застосування пальців, збільшених на 0,12 мм та 0,20 мм, вимагає попередньої обробки отворів у бобишках поршня та у верхній головці шатуна як описано вище.
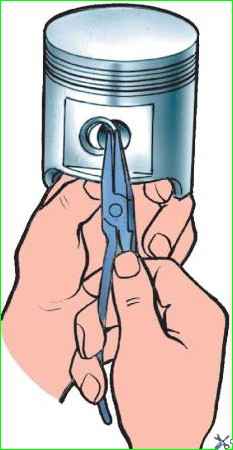
Перед випресуванням поршневого пальця вийміть з поршня стопорні кільця поршневого пальця плоскогубцями, як показано на рис. 2.
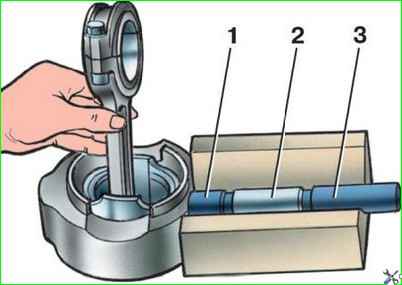
Випресування та запресування пальця виконуйте на пристосуванні, як показано на рис. 3.
Перед випресуванням пальця нагрійте поршень у гарячій воді до 70°С.
Ремонт поршневих пальців полягає у перешліфуванні їх з більших ремонтних розмірів на менші або в хромуванні з подальшою обробкою під номінальний або ремонтний розмір.
Пальці, які мають злами, викрашування та тріщини будь-якого розміру та розташування, а також сліди перегріву (кольору втечі) ремонту не підлягають.
Складання шатунно-поршневої групи
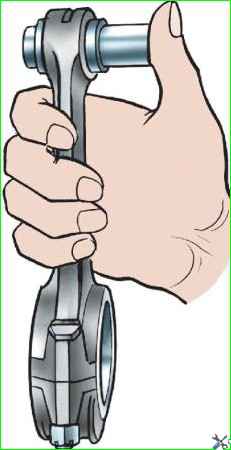
Поршневий палець до верхньої голівки шатуна підбирайте із зазором 0,0045 – 0,0095 мм.
При нормальній кімнатній температурі палець повинен плавно переміщатися в отворі верхньої головки шатуна від зусилля великого пальця руки (рис. 4).
Поршневий палець при цьому повинен бути змащений малов'язким маслом.
Палець встановлюйте у поршень з натягом 0,0025–0,0075 мм.
Практично поршневий палець підбирається таким чином, щоб за нормальної кімнатної температури (20°С) він не входив би в поршень від зусилля руки, а при нагріванні поршня в гарячій воді до температури 70°С входив би в нього вільно.
Тому перед збиранням поршень нагрійте у гарячій воді до 70°С.
Запресування пальця без попереднього підігріву поршня призведе до псування поверхні отворів у бобишках поршня, а також до деформації самого поршня.
Складання шатунно-поршневої групи робіть на тому ж пристосуванні, що й розбирання (див. рис. 3).
Для забезпечення правильного балансування двигуна різниця у вазі встановлених у двигун поршнів у зборі з шатунами не повинна перевищувати 8 г.
Стопорні кільця поршневого пальця повинні сидіти у своїх канавках з невеликим натягом. Не використовуйте вживані кільця.
Поршневі кільця встановлюйте на поршень, як зазначено у статті - "Як замінити поршневі кільця УАЗ-3151".
З огляду на складність підбору поршневого пальця до поршня та шатуна (для забезпечення номінальних посадок), поршні поставляються в запчастини у зборі з поршневим пальцем, стопорними та поршневими кільцями.
")

")
")
")
")
")
")
")