Bei der Reparatur von Pleuelstangen geht es darum, die obere Kopfbuchse auszutauschen und sie dann so zu bearbeiten, dass sie in einen Kolbenbolzen mit Nenngröße passt, oder die in der Pleuelstange vorhandene Buchse für einen Bolzen in Reparaturgröße zu bearbeiten
Ersatzteile werden mit Buchsen gleicher Größe aus 1 mm dickem OTS4-4-2,5-Bronzeband geliefert.
Stellen Sie beim Einpressen einer neuen Buchse in die Pleuelstange sicher, dass das Loch in der Buchse mit dem Loch im oberen Kopf der Pleuelstange übereinstimmt.
Die Löcher dienen der Schmierstoffversorgung des Kolbenbolzens.
Nach dem Pressen der Buchse die Innenfläche mit einer glatten Brosche auf einen Durchmesser von 24,3 +0,045 mm verdichten und anschließend auf das Nenn- oder Reparaturmaß mit einer Toleranz von +0,007 aufweiten oder aufbohren. 0,003 mm.
Erweitern oder bohren Sie beispielsweise die Buchse für einen Stift mit Nenngröße bis zu einem Durchmesser von 25 +0,007 –0,003 mm oder für einen Stift mit Reparaturgröße bis zu a Durchmesser von 25,20 +0,07 –0,003 мм.
Der Abstand zwischen den Achsen der Löcher des unteren und oberen Kopfes der Pleuelstange sollte (168 ± 0,05) mm [(175 ± 0,05) mm für Motorenmodell 4218] betragen;
Die zulässige Nichtparallelität der Achsen in zwei zueinander senkrechten Ebenen auf einer Länge von 100 mm sollte nicht mehr als 0,04 mm betragen; Ovalität und Konizität sollten 0,005 mm nicht überschreiten.
Um die angegebenen Maße und Toleranzen einzuhalten, drehen Sie die Buchse des oberen Pleuelkopfes in der Vorrichtung.
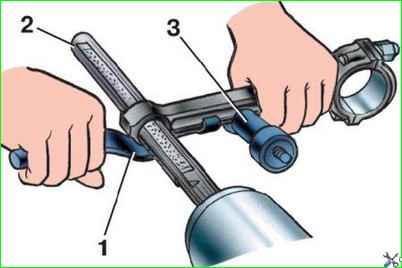
Nach dem Ausfahren schleifen Sie das Loch mit einem speziellen Schleifkopf fein aus, während Sie die Pleuelstange in Ihren Händen halten (Abb. 1).
Stellen Sie die Schleifsteine des Kopfes mit einer Mikrometerschraube auf die erforderliche Reparaturgröße ein.
Pleuelstangen, deren Löcher für die Lager im unteren Kopf eine Ovalität von mehr als 0,05 mm aufweisen, müssen ersetzt werden.
Austausch und Reparatur von Kolbenbolzen
Reparaturmaße der Kolbenbolzen und Satznummern sind in der Tabelle angegeben. 2. Toleranzen der Hauptteile des UAZ-3151-Motors
Um Kolbenbolzen ohne Vorbearbeitung der Löcher im Kolben und im oberen Kopf der Pleuelstange auszutauschen, werden Kolbenbolzen mit einem um 0,08 mm vergrößerten Durchmesser verwendet.
Die Verwendung von um 0,12 mm und 0,20 mm erhöhten Stiften erfordert eine Vorbearbeitung der Löcher in den Kolbennaben und im oberen Pleuelkopf wie oben beschrieben.
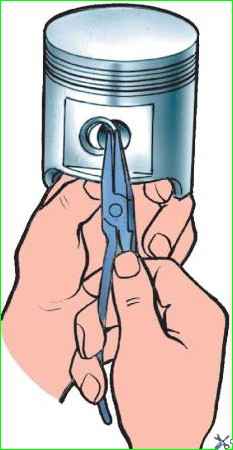
Bevor Sie den Kolbenbolzen herausdrücken, entfernen Sie die Sicherungsringe des Kolbenbolzens mit einer Zange vom Kolben, wie in Abb. 2.
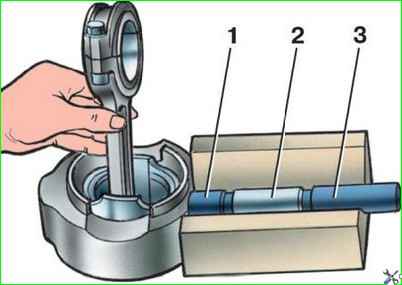
Drücken Sie den Stift mit dem Gerät heraus und drücken Sie ihn hinein, wie in Abb. 3.
Bevor Sie den Stift herausdrücken, erhitzen Sie den Kolben in heißem Wasser auf 70°C.
Die Reparatur von Kolbenbolzen besteht aus dem Schleifen von großen Reparaturmaßen auf kleinere oder dem Verchromen mit anschließender Bearbeitung auf das Nenn- oder Reparaturmaß.
Finger mit Knicken, Absplitterungen und Rissen jeglicher Größe und Lage sowie Spuren von Überhitzung (angelaufene Farbe) können nicht repariert werden.
Zusammenbau der Pleuel- und Kolbengruppe
Wählen Sie den Kolbenbolzen mit einem Abstand von 0,0045 - 0,0095 mm zum oberen Kopf der Pleuelstange aus.
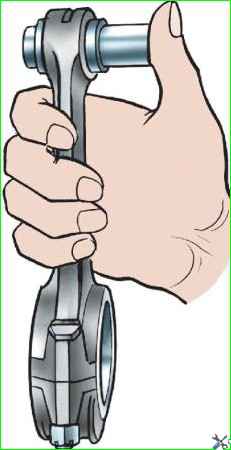
Bei normaler Raumtemperatur sollte sich der Finger durch die Kraft des Daumens reibungslos im Loch des oberen Kopfes der Pleuelstange bewegen (Abb. 4).
Der Kolbenbolzen sollte leicht mit dünnflüssigem Öl geschmiert werden.
Setzen Sie den Finger mit einer Festigkeit von 0,0025–0,0075 mm in den Kolben ein.
In der Praxis wird der Kolbenbolzen so ausgewählt, dass er bei normaler Raumtemperatur (20°C) nicht durch Handkraft in den Kolben eindringen würde, sondern wenn der Kolben in heißem Wasser auf eine Temperatur von 70°C erhitzt wird °C, es würde ungehindert eindringen.
Erwärmen Sie daher vor dem Zusammenbau den Kolben in heißem Wasser auf 70°C.
Das Einpressen eines Stifts ohne Vorwärmen des Kolbens führt zu einer Beschädigung der Oberfläche der Löcher in den Kolbennaben sowie zu einer Verformung des Kolbens selbst.
Sha zusammenbauen Führen Sie die Thunfisch-Kolben-Gruppe mit der gleichen Vorrichtung wie die Demontage durch (siehe Abb. 3).
Um eine ordnungsgemäße Auswuchtung des Motors zu gewährleisten, sollte der Gewichtsunterschied der im Motor eingebauten Kolben und Pleuel 8 g nicht überschreiten.
Die Kolbenbolzen-Sicherungsringe sollten mit leichtem Übermaß in ihren Nuten sitzen. Verwenden Sie keine gebrauchten Ringe.
Montieren Sie die Kolbenringe am Kolben, wie im Artikel „So ersetzen Sie die Kolbenringe eines UAZ-3151“ beschrieben.
Da es schwierig ist, den Kolbenbolzen an den Kolben und die Pleuelstange anzupassen (um die Nennpassungen sicherzustellen), werden die Kolben als Ersatzteile zusammengebaut mit Kolbenbolzen, Sicherungsringen und Kolbenringen geliefert.