Для розбирання рекомендується використовувати поворотний стенд Р-770, на якому двигун має можливість повертатися навколо вертикальної та горизонтальної осі
Перед встановленням двигуна на стенд зніміть масляний фільтр з теплообмінником, вентилятор, випускні колектори, кронштейни передніх опор, стартер;
- - поверхні, що труться, крім обумовлених особливо, при складанні змащуйте моторним маслом;
- - при кріпленні деталей за допомогою різьбових з'єднань забезпечте відповідний момент затягування;
- - неметалічні прокладки для зручності складання, при необхідності, ставте з нанесенням на одну з деталей, що сполучаються, консистентного мастила.
- - Слідкуйте, щоб прокладки рівномірно прилягали до поверхонь, що сполучаються, були щільно затиснуті і не виступали за контур сполучених поверхонь;
- - при установці гумові кільця ущільнювачів і західні фаски деталей, що сполучаються, змащуйте консистентним мастилом;
- - не підгинайте шпильки під час надягання на них деталей.
Рекомендації зі зняття, встановлення та перевірки деталей двигуна
Для зняття шестерні приводу паливного насоса у зборі з валом:
- - викрутіть чотири болта кріплення компресора і зніміть компресор;
- - викрутіть три болта кріплення насоса гідропідсилювача керма та зніміть насос;
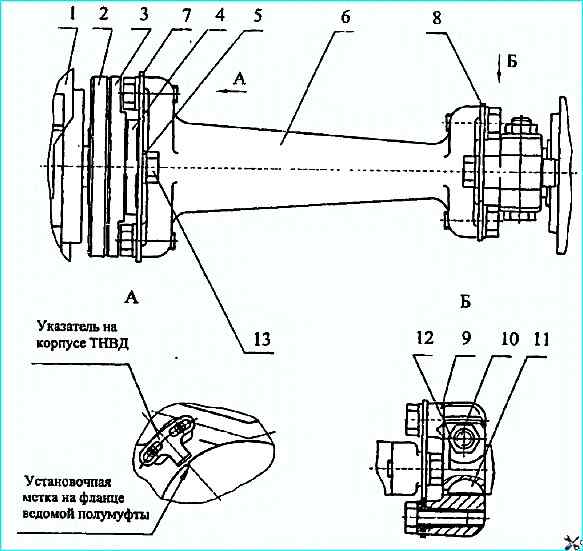
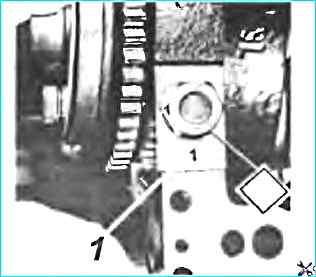
- - послабте затягування стяжного болта 10 (рис. 1)
- - зніміть корпус заднього підшипника у збиранні з манжетою;
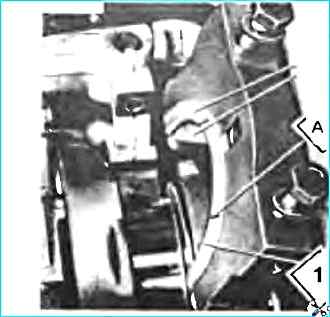
- зніміть шестерню приводу паливного насоса високого тиску в зборі з валом (мал. Зняття шестерні приводу ТНВД у зборі з валом).
Під час збирання поєднайте мітки на торцях шестерні приводу та шестерні розподільчого валу.
Для зняття гільзи циліндра знімачом 801.05.000 (рис. Зняття гільзи циліндрів знімачом) складіть захоплення вздовж гвинта 1 і в такому вигляді вставте його всередину гільзи.
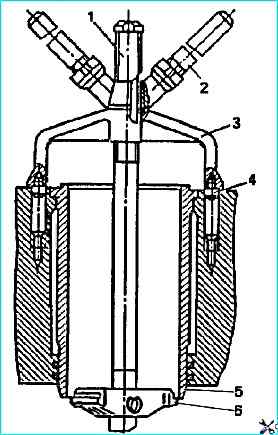
Зачепивши захват за нижній торець гільзи 5, встановіть його перпендикулярно гвинту, після цього встановіть опори 4 в отвір на площині привалки блоку і, обертаючи рукоятку 2, виверніть гвинт до повного зняття гільзи.
Для зняття картера маховика:
- - зніміть компресор;
- - зніміть насос гідропідсилювача керма;
- - викрутіть три болта і зніміть рим задній;
- - зніміть скоби кріплення трубки відведення палива від форсунок;
- - викрутіть болт кріплення масляного щупа; викрутіть болти кріплення маховика та монтажними болтами з різьбленням М8

- - зніміть маховик;
- - викрутіть болти кріплення картера маховика, зніміть картер.
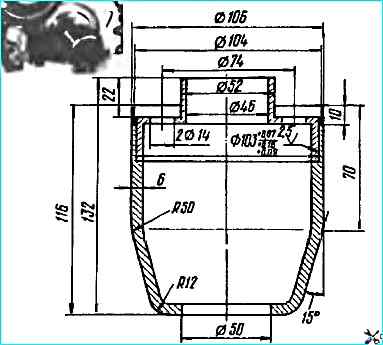
При установці картера маховика, для запобігання манжети ущільнення хвостовика колінчастого валу, використовуйте оправлення (рис. Оправлення манжети для встановлення картера маховика):
- при цьому манжету рясно змастіть моторним маслом.
Для ремонту колінчастого валу, блоку та шатуна передбачено сім ремонтних розмірів вкладишів. Позначення вкладок нанесено на його тильній стороні.
Для зняття та розбирання шатунно-поршнівиття групи:
- - зніміть головку циліндра (див. «Механізм газорозподілу»);
- - видаліть нагар з верхнього пояса гільзи;

- - зніміть кришку нижньої головки шатуна знімником (мал. Зняття знімачом кришки нижньої головки шатуна):
- - вийміть поршень у зборі з шатуном з циліндра;
- - зніміть поршневі кільця пристосуванням (рис. зняття поршневих кілець знімником);
- - вийміть стопорні кільця з бобишок поршня щипцями І801.23.000;
- - нагрійте поршень у масляній ванні до температури 80-100° С;
- - вийміть поршневий палець.
При складанні та встановленні шатунно-поршневої групи:
- - компресійні кільця встановлюйте конічною поверхнею (з клеймом ВЕРХ) до днища поршня, на двигунах 740.13-260 та 740.14-300 верхнє кільце встановлюється так, щоб внутрішня вибірка була розташована з боку днища;
- - маслознімні кільця встановлюйте так: спочатку встаньте в канавку пружинний розширювач, потім надіньте кільце маслознімного таким чином, щоб стик розширювача знаходився діаметрально протилежно замку кільця;
- суміжні кільця направте замками в протилежні сторони;
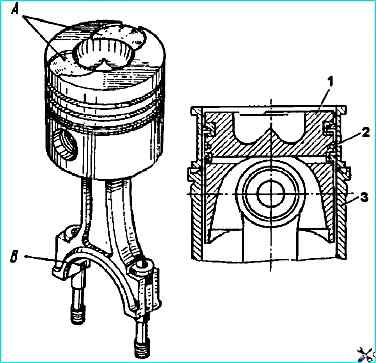
- - поршень і шатун при складанні встановлюйте так, щоб виточення А під клапани в днище поршня і паз «В» у шатуні під замковий ус вкладиша були на одній стороні (див. рис. Установка поршня з шатуном і кільцями в зборі в гільзу циліндрів):
- - не запресовуйте палець у холодний поршень;
- - при установці поршня в циліндр попередньо вставте його в обойму І801.00.01 (див. рис. Установка поршня з шатуном і кільцями в зборі в гільзу циліндрів):
- - індекс, вибитий на днищі поршня, повинен бути однаковим з індексом, вибитим на торці гільзи, якщо не було заміни поршня. Виточення під клапани на днищі поршня перемістіть у бік розвалу блоку циліндрів.
Клейма спарення з цифр на шатуні та кришці шатуна повинні бути однаковими.
Для зняття колінчастого валу демонтуйте:
- - шатунно-поршневу групу;
- - картер маховика;
- - передню кришку блоку з гідромуфтою у зборі;
- - масляний насос з маслозабірником у зборі;
- - кришки корінних опор;
- - зніміть колінчастий вал підйомником або талями, зачепивши латунними гаками за першу та четверту шатунні шийки.
Під час встановлення колінчастого валу на двигун:
- - поєднайте мітки на шестернях приводу агрегатів;
- - забезпечте відповідність розмірів вкладок розмірам шийок валу;
- - встановіть півкільця упорного підшипника так, щоб сторони з канавками прилягали до упорних торців валу (див. мал. Установка напівкілець упорного підшипника колінчастого валу):
- - простежте за збігом номерів кришок корінних підшипників з порядковими номерами опор на блоці циліндрів (див. мал. Установка кришок корінних опор) – номери починаються від переднього торця;
- - болти кріплення кришок корінних підшипників та стяжні болти блоку затягуйте в такій послідовності:
Очистіть від бруду різьблення в отворах блоку та на болтах, змастіть моторним маслом різьблення на болтах, надлишок масла видаліть.
Встановіть по посадкових поверхнях щільно, без перекосу кришки корінних підшипників.
Встановіть шайби 16x3 болти M 16 кріплення кришок, забезпечивши попередній момент затягування 95 -120 Нм (9,6 - 12 кгс.м).
Затягніть вікнательно болти кріплення кришок, забезпечивши момент затяжки 275-295 Нм (28 - 30 кгс.м)
Вверніть та затягніть стяжні болти блоку, забезпечивши момент затягування 147-167 Нм (15-17 кгс.м).

При затягуванні болтів динамометричним ключем опір має наростати плавно, без ривків. Момент відраховуйте під час руху ключа.
Після закінчення затягування колінчастий вал повинен вільно прокручуватися від зусилля руки, прикладеного до настановних штифтів маховика, осьовий зазор у завзятому підшипнику повинен бути не менше 0,05 мм.
Примітка: У перехідний період освоєння випуску у складі двигуна може бути використаний блок циліндрів з прикрутними направляючими штовхачами, з втулками розподільного валу збільшеної розмірності, без збільшених маслоканалів, з моментами затягування болтів кріплення кришок корінних підшипників:
- - попередня затяжка - 95-120 Нм (9,6-12 кгс.м);
- - остаточна затяжка - 206-230 Нм (21-23,5 кгс м).
- - стяжні болти затягуються моментом 81-91 Нм (8,2-9.2 кгс м).
Для розбирання та збирання колінчастого валу:
- - зніміть передню та задню противагу, а також провідну шестерню колінчастого валу та шестерню приводу масляного насоса знімником І801.01.000.
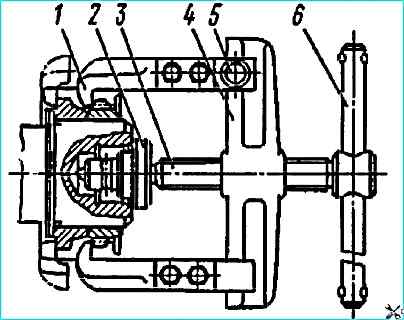
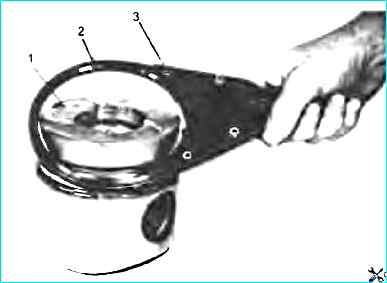
Для зняття шестерні колінчастого валу та задньої противаги лапи захватів 1 (див. рис. Зняття шестерні та задньої противаги колінчастого валу знімачем) заведіть за край шестерні противаги і зафіксуйте стопорами 5.
Гвинт 3 через наконечник 2 уприті в торець колінчастого валу і, обертаючи рукоятку 6. Вкрутіть гвинт 3 в траверсу 4 до повного зняття шестерні.
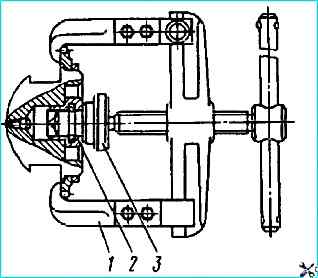
Для зняття шестерні приводу масляного насоса і передньої противаги колінчастого валу (рис. Зняття шестерні приводу маслонасоса і задньої противаги колінвала) на наконечник 3 встановіть наконечник 2 і зніміть шестерню аналогічно зняття шестерні колінчастого валу;
- - викрутіть вкрутку;
- - перед збиранням очистіть отвори для олії від відкладень;
- - промийте вал і продуйте канали стисненим повітрям;
Примітка: при застосуванні нового колінчастого валу необхідно вивернути вкрутку, промити вал, продути канали стисненим повітрям.
Складання колінчастого валу виконуйте у зворотній послідовності, перед напресуванням на колінчастий вал передню противагу, шестерню приводу масляного насоса, задню противагу і ведучу шестерню колінчастого валу нагрівайте до температури 105 °С.
Розміри деталей, мм
Кільця поршневі:
- Зазор у замку компресійних поршневих кілець * 0,4-0,6
- Зазор у замку маслознімного поршневого кільця * 0,30-0,60
- Торцевий зазор верхнього компресійного кільця 0,12-0,17
- Торцевий зазор нижнього компресійного кільця*. 0,09-0,14
- Торцевий зазор оливного кільця* 0,077-0,112
Поршень:
- Діаметр отворів під палець. 44,987 - 44,994
- Зазор у поєднанні поршень - гільза (на довжині поршня 104 мм від днища) 0,119-0,162
- * Зазор поршневих кілець заміряйте у калібрі 0 (120+0,03) мм
Гільза:
Внутрішній діаметр 120,0 0 - 120,021
Палець поршневий:
- Діаметр поршневого пальця 44,993-45,000
- Зазор у поєднанні поршневий палець - верхня головка шатуна 0,017-0,031
Вкладиші:
- Товщина вкладишів підшипників корінних опор 2,440-2,452
- Товщина вкладишів підшипників шатунних шийок. 2,453-2,465
Вал колінчастий;
- Діаметр корінних шийок 94,989-95,011
- Зазор у підшипниках корінних шийок 0,085-0,152
- Діаметр шатунних шийок 79,9905-80,0095
- Зазор у підшипниках шатунних шийок 0,06-0,104
- Восьовий зазор 0,100-0,195
- Діаметр шийки валу під передню противагу та шестерню приводу масляного насоса: 125,080-125,110
- Діаметр шийки валу під задню противагу та задню шестерню колінчастого валу: 105,070-105,096
- Діаметр шийки валу під задню манжету: 104,86-105,00
- Діаметр гнізда під підшипник первинного валу коробки передач: 51,977-52,008
- Діаметр отвору під установкову втулку маховика: 51,977-52,008
Напівкільця завзятого підшипника п'ятої корінної опори колінчастого валу
Товщина 4,010-4,050
Вал розподільчий
- Діаметр проміжних опорних шийок 59,895 - 59,915
- Діаметр втулки проміжних опорних шийок 60,00 - 60,03
- Діаметр задньої опорної шийки. 41,930 - 41,950
- Діаметр втулки задньої опорної шийки. 42,000 -42,015
- Зазор у поєднанні втулка - проміжні опорні шийки розподільчого валу: 0,135 -0,085
- Зазор у парі втулка — задня опорна шийка розподільчого валу: 0,085 - 0,050
- Зазор у сполученні торець корпусу заднього підшипника - маточина шестерні: 0,15-0,30
Деталі ГРМ
Діаметр стрижня штовхача. 21,993 -21,972
Діаметр отвору напрямної штовхача 22,000 - 22,023
Зазор між стрижнями штовхача та напрямною: номінальний 0,007 - 0,051
Зазор між стрижнем та напрямною клапана, мм:
- - впуску 0,03 - 0,072
- -випуску 0,07-0,112
Кут α фаски сідла (впуску, випуску) 45° - 45°15
Кут γ фаски клапана (впуску, випуску) 44 ° 45 - 45 °
Для зняття головки циліндра при заміні, а також усунення несправностей клапанного механізму та циліндро-поршневої групи:
- - злийте охолоджувальну рідину із системи охолодження двигуна;
- - викрутіть болти кріплення випускного колектора та зніміть колектор;
- - викрутіть зі знімної головки болти кріплення впускного повітропроводу та водозбірної труби, послабте кріплення цих болтів
На інших головках для отримання необхідного зазору для зняття;
Для зняття головок циліндрів правого ряду попередньо зніміть з двигуна компресор.
- - зніміть з'єднувальний патрубок впускних повітропроводів;
- - від'єднайте від головки всі трубопроводи та захистіть їх порожнини від попадання пилу та бруду;
- - зніміть форсунку, оберігаючи розпилювач від ударів та засмічення отворів, кришку головки циліндра, стійки разом з коромислами та штанги;
- - послабте болти кріплення головки циліндра, дотримуючись тієї ж послідовності, що й при затягуванні (мал. Послідовність затягування болтів кріплення головки циліндра), потім виверніть їх;
- - зніміть головку циліндра з двигуна.
Під час встановлення головки циліндра зверніть увагу на правильність монтажу прокладок.

Болти кріплення головки циліндра затягніть три прийоми в послідовності, вказаній на рис. Послідовність затягування болтів кріплення головки циліндра.
Після затягування болтів перевірте та, якщо необхідно, відрегулюйте теплові зазори між клапанами та коромислами.
Для розбирання та складання клапанного механізму пристосуванням І801.06.000 (див. рис. Розбирання головки циліндра у пристосуванні І801.06.000):
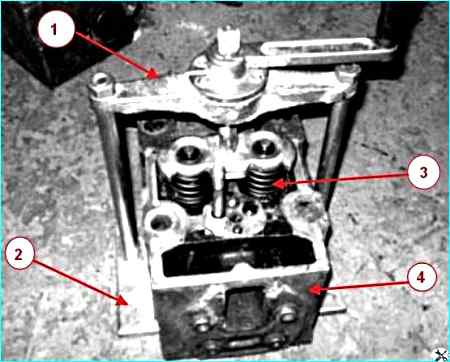
- - встановіть на основу головку блоку циліндрів так, щоб штифти увійшли до штифтних отворів головки;
- - обертаючи комір, вкрутіть гвинт і тарілкою відіжміть, пружини клапанів;
- - зніміть сухарі та втулки;
- - викрутіть гвинт із траверси, зніміть тарілку та пружини клапанів;
- - вийміть впускний та випускний клапани.
При складанні клапанного механізму стрижні клапанів змастіть дизельною олією.
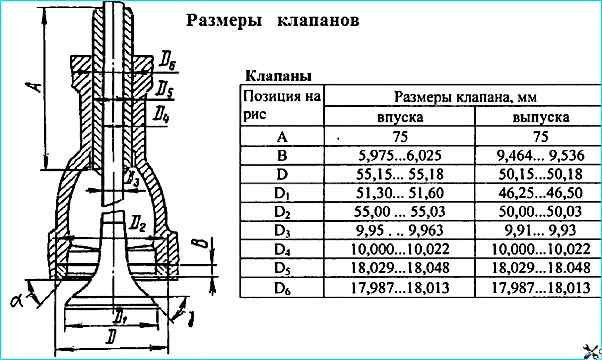
Розміри клапанів дано на малюнку
Для притирання клапанів:
- - розберіть клапанний механізм, як описано вище;
- - приготуйте пасту з 1.5 частин (за обсягом) мікропорошку карбіду кремнію зеленого, однієї частини дизельного масла та 0.5 частини дизельного палива. Перед застосуванням притиральну пасту перемішайті (мікропорошок здатний осідати);
- - нанесіть на фаску сідла клапана тонкий рівномірний шар пасти, змастіть стрижень клапана моторним маслом. Притирання робіть поворотно-обертальним рухом клапана дрилем з присоскою або пристосуванням.
Натискаючи клапан, поверніть його на 1/3 обороту, потім на 1/4 обороту у зворотному напрямку. Не притирайте клапани круговими рухами.
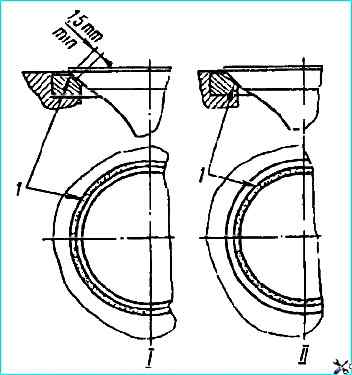
Притирання продовжуйте до появи на фасках клапана та сідла рівномірного матового пояска шириною не менше 1.5 мм (мал. Розташування матового пояска на сідлі клапана);
- після закінчення притирання клапани та головку циліндра промийте дизельним паливом та обдуйте повітрям.
Зберіть клапанний механізм, як зазначено вище, та визначте якість притирання клапанів перевіркою на герметичність:
- встановіть головку циліндра по черзі впускними та випускними вікнами вгору та залийте в них дизельне паливо. Добре притерті клапани не повинні пропускати його в місцях ущільнення протягом 30 секунд.
При підтіканні палива постукайте гумовим молотком по торцю клапана. Якщо підтікання не усувається, клапани притріть повторно.
При необхідності якість притирання перевірте «на олівець», для чого поперек фаски клапана м'яким графітовим олівцем нанесіть на рівній відстані шість-вісім рис.
Обережно вставте клапан у сідло та. сильно натиснувши, переверніть на ¼ обороту, всі рисочки повинні бути стертими, інакше притирання повторіть.
При правильному притиранні матовий поясок на сідлі головки повинен починатися у більшої основи конуса сідла, як показано на малюнку