Бөлшектеу үшін қозғалтқышты тік және көлденең осьтің айналасында айналдыруға болатын R-770 айналмалы тірегін пайдалану ұсынылады
Қозғалтқышты тұғырға орнатпас бұрын жылу алмастырғыш, желдеткіш, шығару коллекторлары, алдыңғы тірек кронштейндері, стартер бар май сүзгісін алыңыз;
- - құрастыру кезінде арнайы аталғандардан басқа бөлшектердің үйкеліс беттерін мотор майымен майлаңыз;
- - бұрандалы қосылымдарды пайдаланып бөлшектерді бекіткенде, сәйкес қатайту моментін қамтамасыз етіңіз;
- - құрастыруды жеңілдету үшін металл емес тығыздағыштар, қажет болса, түйісетін бөліктердің біріне біркелкі май жағып орнатыңыз.
- - Тығыздағыштардың түйісетін беттерге біркелкі орналасуын, тығыз қысылғанын және түйісетін беттердің контурынан шығып кетпеуін тексеріңіз;
- - орнату кезінде резеңке тығыздағыш сақиналарды және түйісетін бөліктердің жетекші фаскаларын тұрақты маймен майлаңыз;
- - бөлшектерді салған кезде түйреуіштерді майыстырмаңыз.
Қозғалтқыш бөлшектерін алу, орнату және тексеру бойынша ұсыныстар
Жанармай сорғысының жетекті беріліс жинағын білікпен алып тастау үшін:
- - компрессордың төрт бекіткіш болттарын бұрап, компрессорды алыңыз;
- - рульдік рульдік сорғыны бекітетін үш болтты бұрап, сорғыны алыңыз;
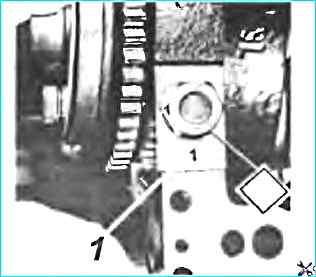
- - бекіткіш болтты 10 босатыңыз (1-сурет)
- - артқы мойынтірек корпусының жинағын манжетпен алып тастаңыз;
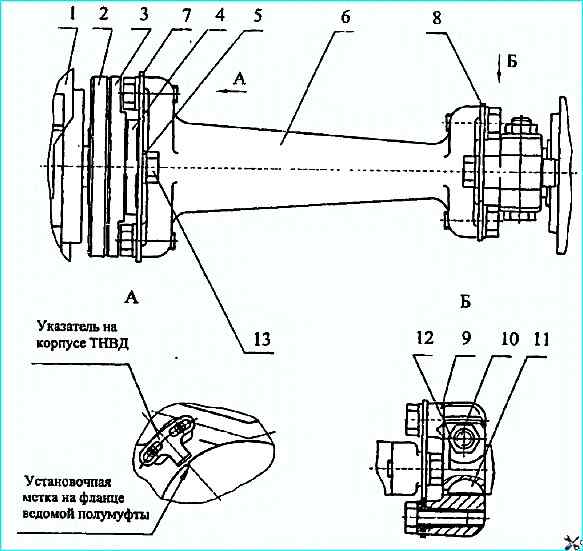
- жоғары қысымды жанармай сорғысының жетек тетігін білікпен бірге алып тастаңыз (Cурет. Жоғары қысымды жанармай сорғысының жетек тетігін білікпен бірге алу).
Жинаған кезде жетек тетігі мен таратқыш білігінің шеттеріндегі белгілерді туралаңыз.
801.05.000 тартқышы бар цилиндр төсемін алу үшін (Cурет. Цилиндр төсемін тартқышпен алу), тұтқаны 1 бұранда бойымен бүктеп, оны осы күйде лайнерге салыңыз.
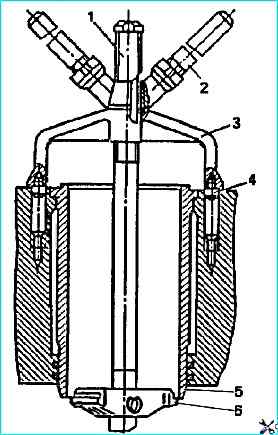
Тұтқышты жеңнің 5 төменгі ұшына ілмектеп, оны бұрандаға перпендикуляр етіп орнатыңыз, содан кейін тіректерді 4 блоктың түйісетін жазықтығындағы тесікке орнатыңыз да, тұтқаны 2 айналдырып, бұранданы бұрап алыңыз. жең толығымен шешілді.
Маховик корпусын алу үшін:
- - компрессорды алып тастаңыз;
- - рульдік рульдік сорғыны алып тастаңыз;
- - үш болтты бұрап, артқы көзді алып тастаңыз;
- - инжекторлардан отын ағызатын құбырды бекітетін қысқыштарды алыңыз;
- - май деңгейін өлшеуіш монтаждық болтты бұрап алыңыз; маховикті бекіту болттарын және M8 жіптері бар бекіту болттарын бұрап алыңыз

- - маховикті алыңыз;
- - маховик корпусының бекіту болттарын бұрап алыңыз, корпусты алыңыз.
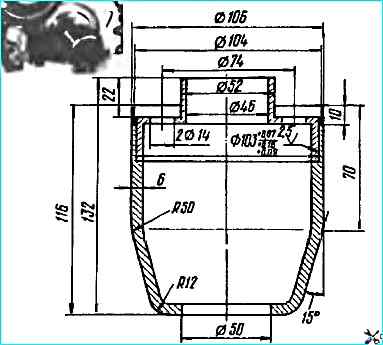
Маховик корпусын орнатқан кезде, иінді біліктің соңындағы тығыздағыш манжетті қорғау үшін оқпанды пайдаланыңыз (Cурет. Маховик корпусының манжетасын орнатуға арналған оправка):
- бұл әрекетті орындау кезінде манжетаны мотор майымен жақсылап майлаңыз.
Иінді білікті, блокты және шатунды жөндеуге арналған лайнерлердің жеті жөндеу өлшемі бар. Кірістіру белгісі оның артқы жағында басылған.
Шатун-поршеньді алып тастауға және бөлшектеуге арналған топ айқайлау:
- - цилиндр қақпағын алыңыз («Газ тарату механизмін» қараңыз);
- - жеңнің жоғарғы белбеуіндегі көміртегі шөгінділерін кетіру;

- - шатунның төменгі қақпағын тартқышпен алып тастаңыз (Cурет. Шатунның астыңғы басының қақпағын тартқышпен алу):
- - поршень жинағын шатунмен бірге цилиндрден алып тастаңыз;
- - поршень сақиналарын құрылғымен алып тастаңыз (Cурет. Поршень сақиналарын тартқышпен алу);
- - қысқыштарды И801.23.000 көмегімен поршеньдік қалпақшалардан бекіту сақиналарын алыңыз;
- - поршеньді май ваннасында 80-100° C температураға дейін қыздыру;
- - поршеньдік істікшені алыңыз.
Шатун мен поршеньдік топты құрастыру және орнату кезінде:
- - 740.13-260 және 740.14-300 қозғалтқыштарында конустық беті (ЖОҒАРЫ штамппен) сығымдау сақиналарын орнату, жоғарғы сақина ішкі ойық төменгі жағында орналасатындай орнатылады;
- - май қырғыштың сақиналарын келесідей орнатыңыз: алдымен серіппелі кеңейткішті ойыққа салыңыз, содан кейін кеңейткіштің қосылысы сақиналы бекітпеге диаметральді қарама-қарсы болатындай етіп май қырғыштың сақинасын киіңіз;
- қарама-қарсы бағытта құлыптары бар тікелей көршілес сақиналар;
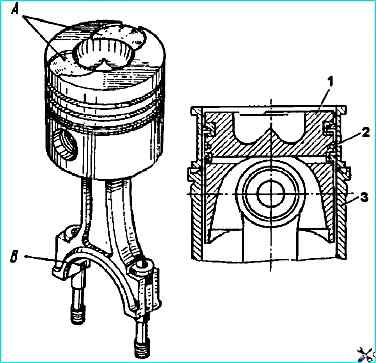
- - құрастыру кезінде поршеньді және шатунды поршень түбіндегі клапандарға арналған А ойықтары мен төсемнің бекіткіш құлақшасына арналған шатундағы «В» ойығы бір жағында болатындай етіп орнатыңыз (суретті қараңыз). поршеньді шатун мен сақиналарды жең құрастыру цилиндрлеріне орнату):
- - түйреуішті суық поршеньге баспаңыз;
- - поршеньді цилиндрге орнатқанда, алдымен оны I801.00.01 торына салыңыз (суретті қараңыз. Поршеньді шатунмен және цилиндр төсеміндегі сақиналармен орнату):
- - поршень ауыстырылмаған болса, поршень түбінде мөрленген көрсеткіш гильзаның ұшында басылған көрсеткішпен бірдей болуы керек. Поршень түбіндегі клапандардың ойықтарын цилиндр блогының құлауына қарай жылжытыңыз.
Шатундағы және шатун қақпағындағы сандардағы жұптау белгілері бірдей болуы керек.
Иінді білікті алу үшін мынаны алыңыз:
- - шатун және поршень тобы;
- - маховик корпусы;
- - гидравликалық муфтасы бар блоктың алдыңғы қақпағы;
- - май қабылдайтын қондырғысы бар май сорғысы;
- - негізгі мойынтіректердің қақпақтары;
- - иінді білікті көтергішпен немесе көтергіштермен алып тастаңыз, оны жез ілмектермен бірінші және төртінші иінді ілмектерге бекітіңіз.
Қозғалтқышқа иінді білікті орнату кезінде:
- - блоктардың жетек тетіктеріндегі белгілерді туралаңыз;
- - қаптамалардың өлшемдері білік журналдарының өлшемдеріне сәйкес келуін қамтамасыз ету;
- - подшипниктің жарты сақиналарын ойықтары бар бүйірлері біліктің тарту ұштарына жақын болатындай етіп орнатыңыз (суретті қараңыз. Иінді білік мойынтіректің жартылай сақиналарын орнату):
- - негізгі мойынтіректердің қақпақтарының нөмірлері цилиндрлер блогындағы мойынтіректердің сериялық нөмірлеріне сәйкес келетініне көз жеткізіңіз (Негізгі мойынтіректердің қақпақтарын орнату суретін қараңыз) – сандар алдыңғы жақтан басталады;
- - негізгі мойынтірек қақпағының болттарын және блокты байлау болттарын келесі ретпен қатайтыңыз:
Блок саңылауларындағы жіптерді және болттарды кірден тазалаңыз, болттардағы жіптерді қозғалтқыш майымен майлаңыз, артық майды кетіріңіз.
Негізгі подшипник қақпақтарын бұрмаламай, бекіту беттеріне мықтап орнатыңыз.
95-120 Нм (9,6-12 кгс.м) алдын ала қатайту моментін қамтамасыз ете отырып, 16x3 шайбаларды пайдаланып, M 16 қақпағын бекітетін болттарды бұраңыз.
Терезелерді қатайтыңыз 275-295 Нм (28 - 30 кгс.м) қатайту моментін қамтамасыз ете отырып, қақпақты бекіту болттарын мұқият бұрап алыңыз
147-167 Нм (15-17 кгс.м) қатайту моментін қамтамасыз ете отырып, блокты байлау болттарын орнатыңыз және қатайтыңыз.

Болттарды бұрау кілтімен қатайтқанда, қарсылық серпілмей, біркелкі артуы керек. Кілтті жылжытқан кездегі сәтті санаңыз.
Қарықтағаннан кейін иінді білік маховикті бекіту түйреуіштеріне түсірілген қолдың күшінен еркін айналуы керек, тірек тірегіндегі осьтік саңылау кемінде 0,05 мм болуы керек.
Ескертпе: Өндірісті дамытудың өтпелі кезеңінде қозғалтқыш негізгі мойынтірек қақпағының болттары үшін келесі қатайту моменттері бар болтты итергіш бағыттағыштары бар, үлкен габаритті таратқыш білігінің втулкалары бар, үлкен май арналары жоқ цилиндрлер блогын пайдалана алады:
- - алдын ала қатайту - 95-120 Нм (9,6-12 кгс.м);
- - соңғы қатайту - 206-230 Нм (21-23,5 кгс м).
- - байлау болттары 81-91 Нм (8,2-9,2 кгс м) айналу моментімен тартылады.
Иінді білікті бөлшектеу және құрастыру үшін:
- - I801.01.000 тартқышы арқылы алдыңғы және артқы қарсы салмақтарды, сондай-ақ иінді біліктің берілісін және май сорғысының жетек тетігін алыңыз.
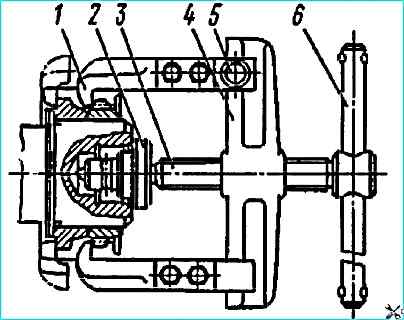
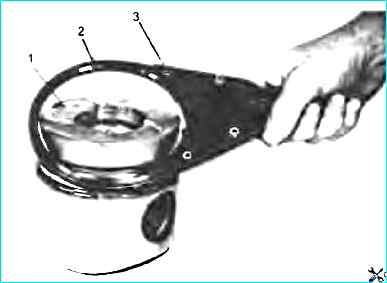
Иінді біліктің берілісін және артқы қарсы салмақты алу үшін, қысқыштардың 1 жақтарын (суретті қараңыз. Тісті және иінді біліктің артқы қарсы салмағын тартқышпен алу) қарсы салмақ берілісінің жиегінен ұстап, тығындармен 5 бекітіңіз.
Бұранданы 3-тен 2-ге дейін иінді біліктің ұшына қарсы қойыңыз да, 6 тұтқасын бұраңыз, бұранданы 3 редуктор толығымен алынғанша көлденең мүшеге 4 бұраңыз.
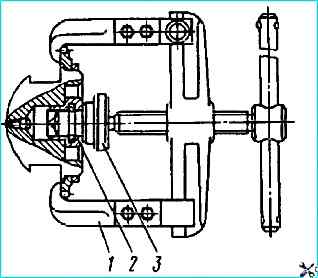
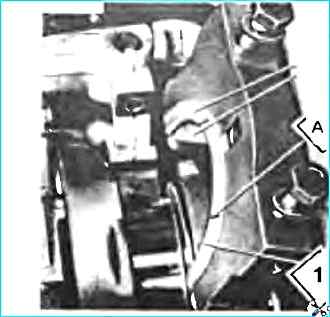
Май сорғысының жетек тетігі мен алдыңғы иінді біліктің қарсы салмағын алу үшін (Cурет. Май сорғысының жетек тетігі мен артқы иінді біліктің қарсы салмағын алу) 2 ұшын 3 ұшына орнатыңыз және иінді білік тетігін алып тастағандай тісті берілісті алыңыз. ;
- - кірістіруді сыртқа бұраңыз;
- - құрастыру алдында май беру саңылауларын шөгінділерден тазалаңыз;
- - білікті жуып, арналарды сығылған ауамен үрлеу;
Ескертпе: жаңа иінді білікті пайдаланған кезде кірістіруді бұрап алу, білікті жуу және арналарды сығылған ауамен үрлеу қажет.
Алдыңғы қарсы салмақты, май сорғысының берілісін, артқы қарсы салмақты және иінді біліктің жетек тетігін иінді білікке баспас бұрын, иінді білікті 105 °C температураға дейін қыздырыңыз.
Бөлшектердің өлшемдері, мм
Поршеньдік сақиналар:
- Сығымдау поршеньді сақина құлыпындағы саңылау * 0,4-0,6
- Май қырғыштың поршеньді сақина құлпындағы саңылау * 0,30-0,60
- Үстіңгі қысу сақинасының соңғы аралығы 0,12-0,17
- Төменгі қысу сақинасының ұшының саңылауы*. 0,09-0,14
- Май қырғыштың сақинасының ұшының саңылауы* 0,077-0,112
Поршень:
- Саусақ үшін тесіктердің диаметрі. 44 987 - 44 994
- Поршень-лайнер қосылымындағы саңылау (төменнен 104 мм поршень ұзындығында) 0,119-0,162
- * Поршеньдік сақина аралығын 0 (120+0,03) мм калибрмен өлшеңіз
Жең:
Ішкі диаметрі 120,0 0 - 120,021
Поршеньдік түйреуіш:
- Поршеньдік түйреуіш диаметрі 44,993-45,000
- Поршеньдік түйреуіш пен шатунның жоғарғы басы арасындағы қосылымдағы саңылау 0,017-0,031
Кірістірулер:
- Негізгі мойынтірек қабығының қалыңдығы 2,440-2,452
- Шатундық журналдардың мойынтірек қабықтарының қалыңдығы. 2,453-2,465
Иінді білік;
- Негізгі журнал диаметрі 94,989-95,011
- Негізгі журналдардағы мойынтіректердің клиренсі 0,085-0,152
- Иінді диаметрі 79,9905-80,0095
- Шатун журналдарындағы мойынтіректердің аралығы 0,06-0,104
- Осьтік аралық 0,100-0,195
- Алдыңғы қарсы салмақ пен май сорғысының жетек тетігіне арналған білік журналының диаметрі: 125.080-125.110
- Иінді біліктің артқы қарсы салмағы мен артқы берілісіне арналған білік журналының диаметрі: 105.070-105.096
- Диа артқы манжетке арналған білік журналының өлшегіші: 104,86-105,00
- Редуктордың бастапқы білігінің мойынтірек орнының диаметрі: 51.977-52.008
- Маховикті монтаждау төлкесінің диаметрі: 51,977-52,008
Иінді біліктің бесінші негізгі мойынтіректерінің тірек мойынтіректерінің жарты сақиналары
Қалыңдығы 4,010-4,050
Басты білігі
- Аралық подшипниктердің диаметрі 59,895 - 59,915
- Аралық мойынтіректердің түтікшесінің диаметрі 60,00 - 60,03
- Артқы тірек журналының диаметрі. 41 930 - 41 950
- Артқы тірек журналының төлкесінің диаметрі. 42 000 -42 015
- Жұптық жеңдегі саңылау - таратқыш біліктің аралық мойынтіректері: 0,135 -0,085
- Жұптық жеңдегі саңылау - таратқыш біліктің артқы мойынтірек журналы: 0,085 - 0,050
- Артқы мойынтірек корпусының түйісетін ұшындағы саңылау - тісті беріліс торабы: 0,15-0,30
Уақыт белдігінің бөліктері
Итергіш өзек диаметрі. 21 993 -21 972
Итергіш бағыттаушы саңылау диаметрі 22.000 - 22.023
Итергіш өзектер мен бағыттағыш арасындағы саңылау: номиналды 0,007 - 0,051
Шығыңқы мен клапан бағыттағышының арасындағы саңылау, мм:
- - қабылдау 0,03 - 0,072
- - 0,07-0,112 шығарылымы
Отырғыштың α бұрышы (кіріс, шығыс) 45° - 45°15
Клапан факасының γ бұрышы (кіріс, шығыс) 44°45 - 45°
Ауыстыру үшін цилиндр басын алып тастау, сондай-ақ клапан механизмі мен цилиндр-поршень тобының ақауларын жою үшін:
- - қозғалтқыштың салқындату жүйесінен салқындатқыш сұйықтықты төгіңіз;
- - сору коллекторын бекітетін болттарды бұрап алыңыз және коллекторды алыңыз;
- - ауа қабылдайтын құбырды және су жинау құбырын шешіп жатқан басынан бекітетін болттарды бұрап алыңыз, дәл сол болттардың бекіткіштерін босатыңыз
Жоюға қажетті рұқсатты алу үшін басқа бастарда;
Оң жақ цилиндр бастиектерін алу үшін алдымен компрессорды қозғалтқыштан алыңыз.
- - ауа қабылдайтын түтіктердің қосылатын құбырын алып тастаңыз;
- - барлық құбырларды басынан ажыратып, олардың қуыстарын шаң мен кірден қорғаңыз;
- - бүріккішті соққылардан және саңылаулардың бітелуінен қорғайтын саптаманы алып тастаңыз, цилиндр қақпағын, тіректерді рокерлермен және өзектермен бірге алыңыз;
- - цилиндр басын бекітетін болттарды бұрап, бұрау кезіндегідей реттілігін сақтаңыз (Cурет. Цилиндр басын бекіту болттарын қатайту реті), содан кейін оларды бұрап алыңыз;
- - цилиндр басын қозғалтқыштан алыңыз.
Цилиндр басын орнатқан кезде тығыздағыштардың дұрыс орнатылуына назар аударыңыз.

Цилиндр басын бекіту болттарын 3-суретте көрсетілген ретпен үш кезеңмен қатайтыңыз. Цилиндр басының болттарын тарту реті.
Болттарды қатайтқаннан кейін клапандар мен ілмектердің арасындағы жылу саңылауларын тексеріп, қажет болса реттеңіз.
I801.06.000 құрылғысы арқылы клапан механизмін бөлшектеу және құрастыру үшін (суретті қараңыз. I801.06.000 құрылғысы арқылы цилиндр басын бөлшектеу):
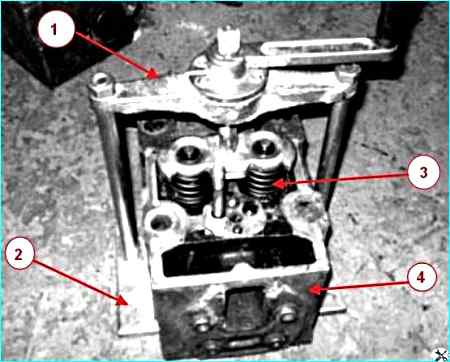
- - цилиндр басын түйреуіштер бастың түйреуіш саңылауларына кіретіндей етіп негізге орнатыңыз;
- - тұтқаны бұрап, бұранданы бұрап, клапан серіппелерін басу үшін пластинаны пайдаланыңыз;
- - крекерлер мен төлкелерді алып тастаңыз;
- - бұранданы көлденең элементтен бұрап алыңыз, пластинаны және клапан серіппелерін алыңыз;
- - кіріс және шығыс клапандарын алыңыз.
Клапан механизмін құрастырған кезде клапанның өзектерін дизель майымен майлаңыз.
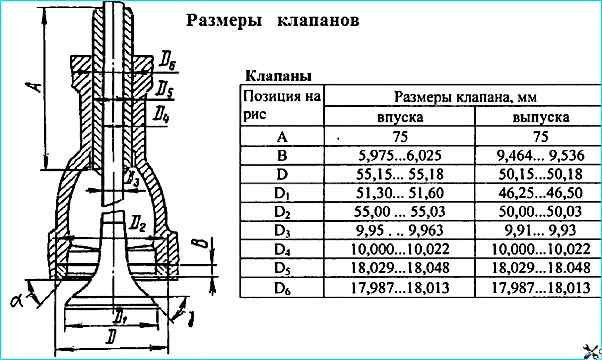
Клапандардың өлшемдері суретте берілген
Клапандарды төсеу үшін:
- - жоғарыда сипатталғандай клапан механизмін бөлшектеңіз;
- - жасыл кремний карбидінің 1,5 бөлігінен (көлемі бойынша) микроұнтақ, дизель майының бір бөлігі және дизель отынының 0,5 бөлігінен тұратын паста дайындаңыз. Қолданар алдында пастаны араластырыңыз олар (микроұнтақ шөгуге қабілетті);
- - клапан орнының фаскасына жұқа, біркелкі паста қабатын жағыңыз, клапанның өзегін мотор майымен майлаңыз. Тегістеу сорғышы немесе құрылғысы бар бұрғылау арқылы клапанды кері айналдыру және айналдыру арқылы орындалады.
Клапанды басқан кезде оны 1/3 айналымға, содан кейін қарама-қарсы бағытта 1/4 бұраңыз. Клапандарды айналмалы қозғалыстармен орамаңыз.
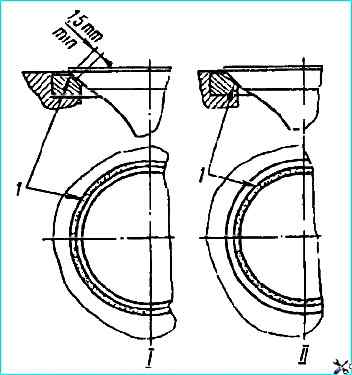
Клапан мен орындық факаларында ені кемінде 1,5 мм біркелкі күңгірт белбеу пайда болғанша тегістеуді жалғастырыңыз (Cурет. Клапанның отырғышындағы күңгірт белдіктің орналасуы);
- тегістеуді аяқтағаннан кейін клапандар мен цилиндр қақпағын дизель отынымен жуып, ауамен үрлеңіз.
Жоғарыда сипатталғандай клапан механизмін жинаңыз және ағып кетуді тексеру арқылы клапанның тегістеу сапасын анықтаңыз:
- цилиндр басын кіріс және шығыс саңылауларын жоғары қаратып кезекпен орнатыңыз және оларды дизельдік отынмен толтырыңыз. Жақсы жабылған клапандар 30 секунд бойы тығыздау орындарында ауа ағып кетпеуі керек.
Егер жанармай ағып кетсе, клапанның ұшын резеңке балғамен түртіңіз. Егер ағып кету тоқтамаса, клапандарды қайтадан майдалаңыз.
Қажет болса, жұмсақ графитті қарындашты пайдаланып, клапанның фасасына бірдей қашықтықта алты-сегіз сызық сызу арқылы «қарындашпен» сырлау сапасын тексеріңіз.
Клапанды орындыққа абайлап салыңыз және. Қатты басып, ¼ айналымға бұраңыз, барлық сызықтар жойылуы керек, әйтпесе тегістеуді қайталаңыз.
Дұрыс төселген кезде бас орындықтағы күңгірт жолақ суретте көрсетілгендей орындық конусының үлкенірек түбінен басталуы керек
")

")
")
")
")
")
")
")