ЗИЛ-5301 газ тарату механизмінің бөліктеріне қойылатын талаптар
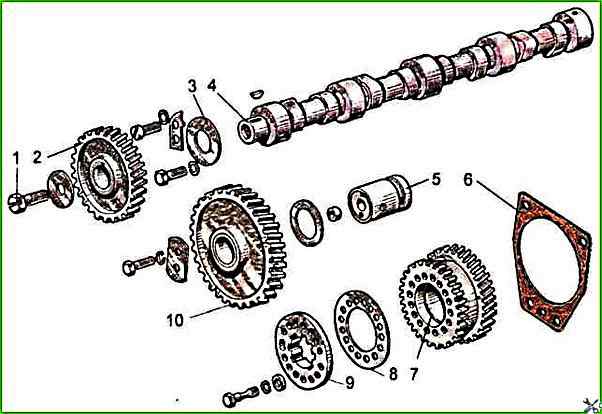
Газ тарату механизмі таратқыш біліктен, қабылдау және шығару клапандарынан, сондай-ақ оларды орнатуға және жетектеуге арналған бөліктерден тұрады: итергіштер, шыбықтар, рокерлер, гайкалары бар реттеу бұрандалары, крекері бар пластиналар, серіппелер, тіреуіштер және тірек осьтері.
Итергіштер болат, түбі шар тәрізді.
Тарату білігінің жұдырықшалары аздап еңіспен жасалғандықтан, итергіштер жұмыс кезінде айналмалы қозғалыс жасайды.
Итергіш шыбықтар болаттан жасалған.
Итергіш пен өзек шыныаяқтың ішіне кіретін сфералық бөлік қатайтылған.
Клапанның тіректері болаттан жасалған және төрт тірекке орнатылған осьте бұралған. Сыртқы тіректердің қаттылығы жоғары.
Рокер осі қуыс; рокерлерді майлауға арналған сегіз радиалды тесігі бар.
Тербелгілердің ось бойымен қозғалысы аралық серіппелермен шектеледі.
Алу және шығару клапандары ыстыққа төзімді болаттан жасалған.
Олар цилиндр басына басылған бағыттаушы төлкелерде қозғалады.
Әр клапан пластина мен крекер арқылы клапанға әсер ететін сыртқы және ішкі екі серіппенің әсерінен жабылады.
Клапан бағыттағыштарында орнатылған тығыздауыш колонкалар майдың дизельдік цилиндрлерге клапан сабақтары мен бағыттағыштар арасындағы саңылаулар арқылы түсуіне жол бермейді.
Тарату біліктерінің тіректері мен жұдырықшаларының жұмыс беттері таза, сызаттар мен таңбаларсыз болуы керек.
Жаттығу білігінің жұдырықшаларының биіктігі 41,32 ± 0,05 мм болуы керек.
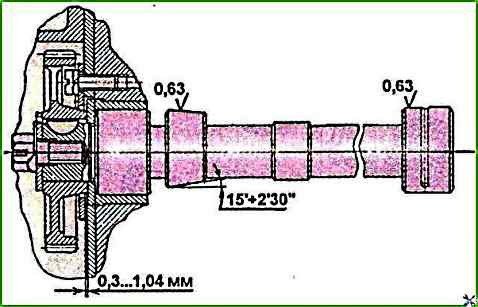
Жұдырықшалардың беттері конус түрінде өңделуі керек (Cурет 2).
Конустың үлкен негізі таратқыш білігінің берілісінің жағында болуы керек.
Тарату біліктерінің диаметрлері кемінде 49,88 мм болуы керек (жаңа білік үшін - 50-0,050 мм).
Әр таратқыш білік журналының бойлық қима профилінің дөңгелек еместігі және төзімділігі 0,01 мм.
Тарату білігінің май өткізгіштері таза, шайыр шөгінділерінің іздері болмауы керек.
Арналарды мұқият жуып, сығылған ауамен үрлеу керек.
Тісті беріліс таратқыш білігіне ол тоқтағанша басу керек.
Тісті таратқыш білікке бекітетін болтты 110-160 Нм айналу моментіне дейін бұрау керек.
Жиналған таратқыш білігінің журналының ұшы мен тартқыш фланец (біліктің осьтік ойысы) арасындағы саңылау 0,3-1,04 мм шегінде рұқсат етіледі (2-суретті қараңыз).
Втулканы аралық беріліске ұштарымен бірдей етіп басу керек.
Тісті беріліс пен төлкенің ұштарының беттері таза және ойық болмауы керек.
Өңделген беттердің кедір-бұдырлығы - Ra≤2,5 микрон.
Аралық тісті беріліс төлкесінің ішкі беті таза, ізі немесе саңылаусыз болуы керек.
Өңделген беттің кедір-бұдырлығы Ra≤2,5 микрон.
Аралық беріліс төлкесінің ішкі бетінің бойлық қима профилінің дөңгелек еместігі және төзімділігі 0,008 мм.
Жанармай сорғысының жетек тетігінің шпильді фланеці кептеліссіз сорғы білігінің төлкесінің шпинелеріне еркін түсуі керек.
Ауыстырылатын жанармай сорғысының жетек тісті беріліс төлкесін қысқа хабтың бүйірінен втулка редуктор торының соңында тоқтағанша басу керек.
Реттеу болтының ұшы мен штанганың беті арасындағы саңылауды реттегенде, реттеу болттарын штангаға толығымен бұрап, содан кейін ⅓-½ бұрап бұрап, гайкамен бекіту керек.
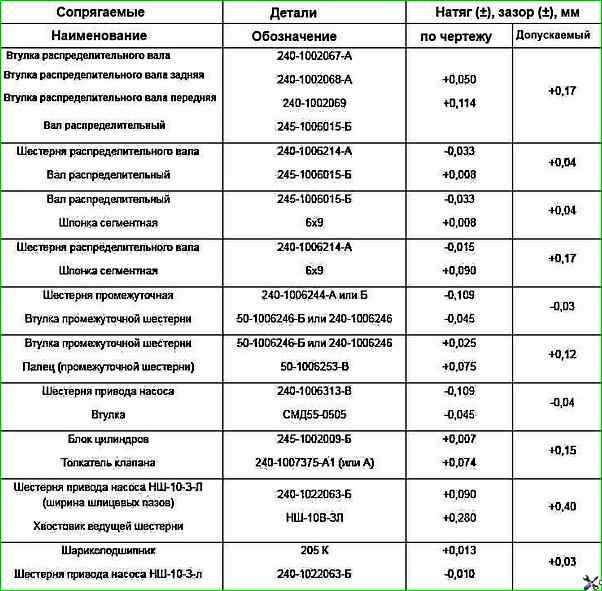
Газ тарату механизмінің монтаждық қосылымдары
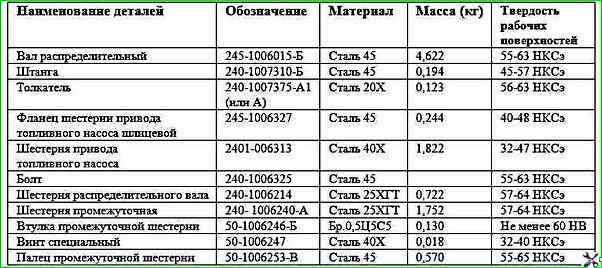
Тарату механизмінің бөліктерінің параметрлері
")

")
")
")
")
")
")
")