Біліктерге майды үнемі қосып, майлау кестесінде көрсетілгендей ауыстыру қажет
Май көлік құралының барлық осьтерінің картерлеріне ашық тексеру тесігінен май ағып кеткенше, беріліс қорабы корпусының жоғарғы қабырғасында орналасқан толтырғыш (тексеру) тесігі арқылы 29 тығынмен жабылған құйылуы керек.
Алдыңғы осьтің картер қақпағында орналасқан басқару тесігі арқылы толтырғыш тесігіне қоса май қосуға болады.
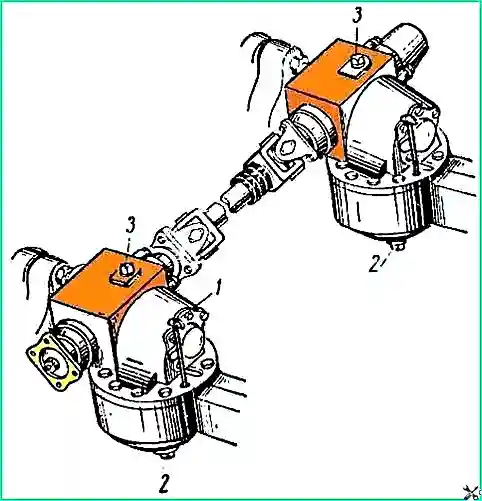
Жұмыс кезінде артқы және ортаңғы осьтердегі май деңгейін құралдар жинағында бар арнайы деңгей көрсеткіші 1 (Cурет 1) арқылы тексеріңіз.
Артқы және ортаңғы осьтердегі май деңгейін тексеру үшін суретте көрсетілген болтты бұрап алу керек. 1, беріліс қорабын ось корпусына бекітіңіз және май деңгейінің индикаторын беріліс қорабы корпусының фланеціне тірелгенше болт тесігіне салыңыз.
Дұрыс май деңгейі май деңгейі индикаторының штангіндегі белгімен көрсетіледі.
Егер май деңгейі белгіден төмен түссе, картерге майды басқару тығынының деңгейіне дейін қосу керек.
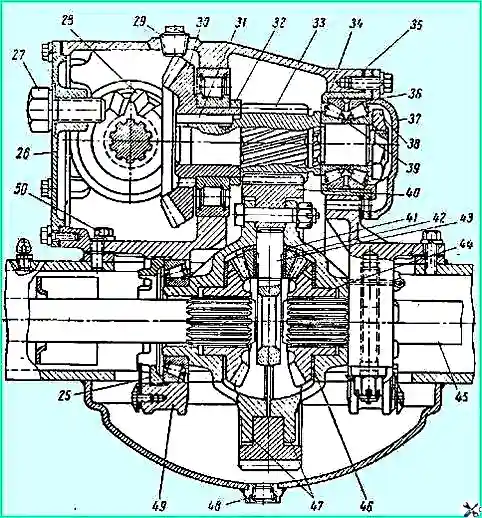
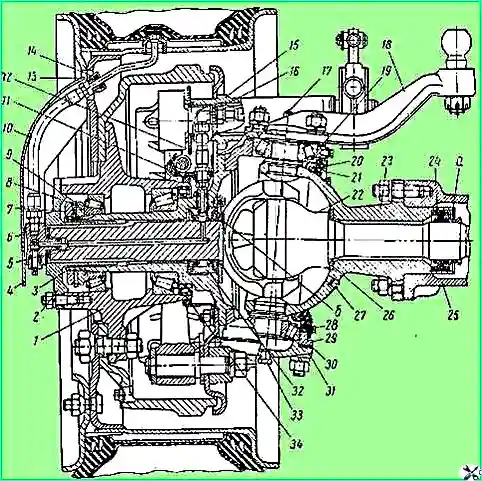
Ортаңғы және артқы осьтің беріліс қорабы (алдыңғы көрінісі): 25 - дифференциалды мойынтірек гайкасы; 26 қақпақ; 27 - болтты тартқыш; 28 - жетек конусты беріліс; 29 - толтырғыш тығын; 30 - жетекті конусты беріліс; 31 - кілт; 32 - аралық сақина; 33 - жетек цилиндрлік беріліс; 34 - мойынтірек орны; 35 - реттегіш шығыршықтар; 36 - екі қатарлы мойынтірек; 37 - мойынтіректердің қақпағы; 38 - жетек цилиндрлік беріліс мойынтірегі гайка; 39 - реттеу сақинасы; 40 - жетекті цилиндрлік беріліс; 41 - спутниктік тіреуіш шайба; 42 - спутник; 43 - дифференциалды крест; 44 - осьтік беріліс; 45 - осьтің білігі; 46 - осьтік беріліс тірегі шайба; 47 - дифференциалды шыныаяқтар; 48 - су төгетін тығын; 49 - беріліс корпусы; 50 - беріліс қорабы корпусының бекіту болты
Алдыңғы ось корпусынан пайдаланылған майды төгу үшін ось корпусының төменгі бөлігінде орналасқан су төгетін тесігі 48 (2-сурет) бар.
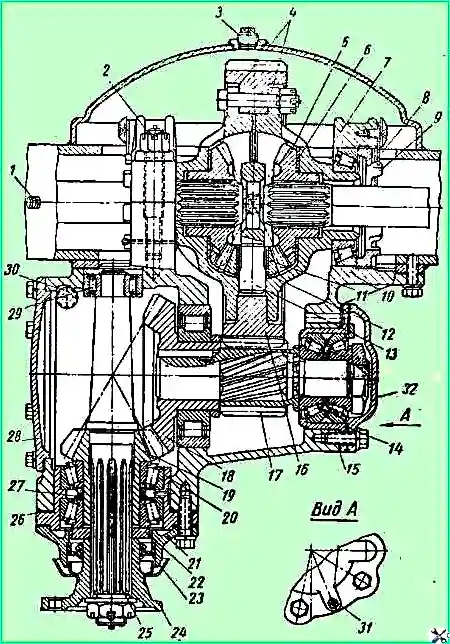
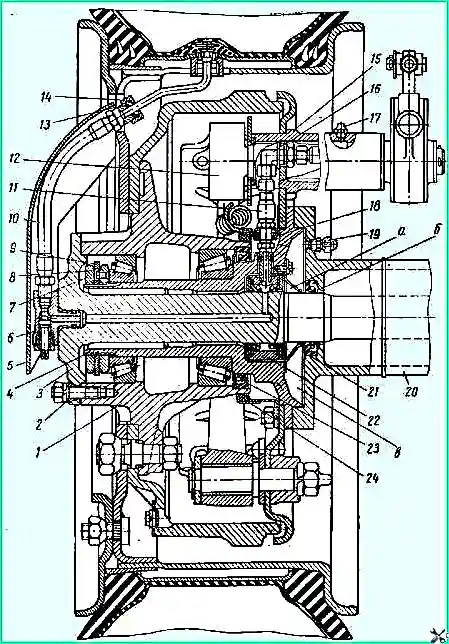
Дифференциалы бар алдыңғы осьтің беріліс қорабы: 1 - тыныс алу; 2 - дифференциалды мойынтіректің қақпағын бекітетін гайка; 3 - басқару саңылауының тығыны; 4 - дифференциалды шыныаяқтар; 5 - осьтік беріліс; 6 - тіреуіш шайба; 7 - мойынтіректер қақпағы; 8 - гайка тығыны; 9 - реттегіш гайка; 10 - беріліс қорабы корпусы; 11 - спутник; 12 - спутниктік тіреуіш шайба; 13 - дифференциалды кроссовка; 14 - мойынтірек орны; 15 - реттегіш шығыршықтар; 16 - жетекті цилиндрлік беріліс; 17 - жетек цилиндрлік беріліс; 17 - жетекті конусты беріліс; 19 - жетек конусты беріліс; 20 - мойынтіректердің шыныаяқтары; 21 - мойынтіректердің қақпағы; 22 - май шайғыш; 23 - майлы тығыздағыш; 24 - фланец; 25 - жетек конусты беріліс білігі; 26 - реттегіш шығыршықтар; 27 - реттеуші шайбалар; 28 - қақпақ; 29 - цилиндрлік роликті мойынтірек; 30 - су төгетін тығын; 31 - соқыр тығын; 32 - қақпақ
Артқы және ортаңғы ось корпустарына арналған су төгетін тесіктер корпус қақпақтарының төменгі жағында орналасқан.
Сонымен қатар, беріліс қорабының корпустарынан қалдық майды кетіруге арналған қосымша төгу саңылаулары бар: алдыңғы осьтің беріліс қорабының төменгі қабырғасында орналасқан тығыны 30 (3-сурет) бар тесік және тығыны бар тесіктер 36 (4-сурет) ), алдыңғы қабырғаларда артқы және ортаңғы осьтердің тісті беріліс корпустарында жасалған.
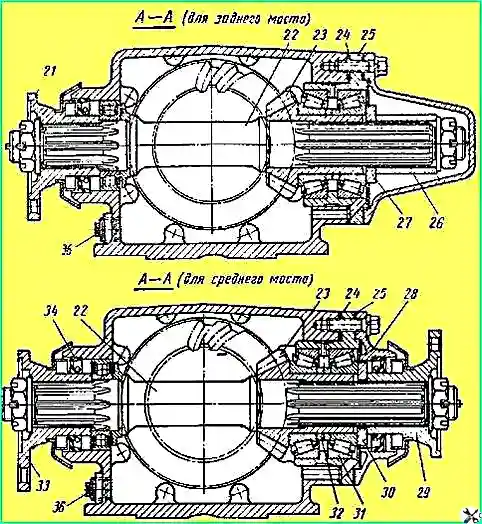
4-сурет. Ортаңғы және артқы осьтің беріліс қорабы: 21, 29, 33 - кардан біліктерін бекітуге арналған фланецтер; 22 - білік арқылы; 23 - жетек конусты беріліс; 24 - реттегіш шығыршықтар; 25 - мойынтіректердің шыныаяқтары; 26 - аралық жең; 27 - жуғыш; 28 - мойынтіректердің қақпағы; 30 майды кетіруге арналған шайба; 31 - конустық роликті мойынтірек; 32 - мойынтіректерді майлау үшін; 34 - майлы тығыздағыш; 35 - мұнай арнасы; 36 - су төгетін тығын
Құрылғыны алдын ала қыздырғаннан кейін пайдаланылған майды барлық қол жетімді ағынды сулар арқылы төгіңіз тесіктер.
Басқару тесіктері ашық болуы керек.
Қажет болса, корольдік түйреуіш мойынтіректері мен алдыңғы жетек осінің қосылысы үшін руль түйінінің корпусына май құйыңыз.
Оң жақ руль түйінінің корпусының үстіңгі төсемінде және сол жақ руль түйінінің корпусында орнатылған бұрылмалы иіндіде орналасқан майлау ұштары 17 (5-сурет) арқылы қыздырылған күйде майлауды толтыру қажет; оны майлау шарикті қосқыштың төменгі жағында орналасқан басқару тесігінен шыға бастағанша толтыру керек.
Сурет 5. Алдыңғы осьтің жетекші дөңгелектеріне өтіңіз: 1 - хаб; 2 - фланец; 3 - ось; 4 - ауа беретін түтіктің қорғаныс қабығы; 5 - ауа беру арнасы; 6 - шинаның шүмегі; 7 - сыртқы гайка; 8 - ішкі гайка; 9 - құлыпты шайба; 10 - шинаға ауа беретін шланг; 11 - сыртқы майлы тығыздағыш; 12- ауа беру басына ауа беретін түтік. 13 - майлы тығыздағыш; 14 - жаңғақ; 15 - тежегіш кронштейн; 10 - шаршы; 17 - майлаушы; 18 - айналмалы рычаг; 19 - реттегіш шығыршықтар; 20 - рульдік түйін корпусының майлы тығыздағышы; 21 - майлы тығыздағыш; 22 - жұдырықпен жиналған ось білігі; 23 - шарикті қосылыс; 24 - ось біліктерінің тығыздағышы; 25 - картер; 26 - тіреуіш шайба; 27 - басқару саңылауының тығыны; 28 - аша; 29 - рульдік түйіннің корпусы; 30 - төменгі реттегіш қалқандар; 31 - рульдік түйіннің төменгі төсемі; 32 - ауа беру басы; 33 - аша; 34 - ішкі түйіннің тығыздағышы
Осы тесікті жабатын 27 штепсельді алдымен бұрап алу керек.
Майлағышты ауыстырған кезде руль түйінінің барлық бөліктерін және ось білігінің түйіспесін жуу керек.
Жаңа жағармай тікелей шарикті қосқыштың ішіне, түйреуіш мойынтіректеріне және ось қосындысына орналастырылады.
Дөңгелектің торын ауыстырған кезде де жуу керек.
Жаңа майды қосқанда, мойынтіректерді мұқият майлау керек.
Болтты қосылымдар үшін тарту моменттері кгм
- Дифференциалды шыныаяқтарды және жетекті доңғалақты 12—14 бекітетін болттардың гайкалары
- 17-19 дифференциалды мойынтіректердің қақпақтарын бекітетін шпилька гайкалары
- Дифференциалды мойынтіректердің қақпақтарын бекітуге арналған шпилькалар (беріліс қорабының корпусында орнатылған кезде) 22-25
- Редуктордың роликті мойынтіректерінің қақпақтарын бекітуге арналған болттар - 6-8
- Редукторды ось корпусына бекітетін болттар - 9-11
- Артқы және ортаңғы осьтердің осьтерін бекітетін шпилькалардың гайкалары, алдыңғы жетек осінің ось біліктерінің фланецтері 7-9 доңғалақ түйіндеріне
- Рульдік иінтіректі корпусқа бекітетін шпилькалардың гайкалары және шарикті қосқышты алдыңғы ось корпусына бекітетін шпилькалар ... 16-18
- 5,5-6 алдыңғы, артқы және ортаңғы осьтердің осьтерін бекітетін шпилькалардың гайкалары
- 20-25 жетек конусты берілістің білік фланецтерін бекітетін гайкалар
- 35-40 жетекті доңғалақтың білік мойынтірегін бекітетін гайка
- Дөңгелектің күпшегі мойынтірегі гайка 12-15
- 23-27 штангалы шарикті бекіткіш гайка
Остердің тыныс алу құрылғыларын кірден жүйелі түрде тазалау керек.
Ось корпусының ішкі қуысын атмосферамен байланыстыруға арналған дем шығарғыштар ось арқалықтарының жоғарғы қабырғаларында орналасқан: алдыңғы осьте – беріліс қорабының сол жағында (төменгі ағында), артқы және ортаңғы осьтерде беріліс қорабының оң жағы (төменгі ағын).
Cурет. 6. Ортаңғы және артқы осьтің түйіні (алдыңғы көрінісі): 1 - түйін; 2 - кеңейту жеңі; 3 - оң осьтің білігі; 4 - ось; 5 - доңғалақ шинасына ауа беретін түтіктің қорғаныш қаптамасы; 6 - шинаның шүмегі; 7 - сыртқы мойынтірек гайка; 8 - мойынтіректердің ішкі гайкасы; 9 - құлыпты шайба; 10 - шинаға ауа беретін шланг; 11 - ауа беру басына ауа беретін шланг; 12 - кеңейту жұдырығы; 13 - майлы тығыздағыш; 14 - жаңғақ; 15 - тежегіш кронштейн; 16 - шаршы; 17 - майлаушы; 18 - шланг ұшының тығыздағышы; 19 - тыныс алу; 20 - картер; 21 - ось білігінің тығыздағышы; 22 - ауа беру басы; 23 - ішкі түйіннің тығыздағышы; 24 - сыртқы түйіннің тығыздағышы
Сонымен қатар, шиналарға ауа беру үшін бастардың 22 майлы тығыздағыштары дұрыс жұмыс істемеген жағдайда ауаны шығаруға арналған қосымша дем шығарғыштар 19 (6-суретті қараңыз) бар.
Бұл тыныс алу құрылғылары: руль түйіндерінің корпустарындағы алдыңғы осьте, рульдік байланыстырғыш тұтқалардың үстінде, артқы және ортаңғы осьтерде - ось корпустарының соңғы фланецтерінде орналасқан.
Осы тыныс алу құрылғыларының саңылауларынан майдың пайда болуы шинаның қысымын басқару жүйесінен ауа ағып жатқанын көрсетеді.
Ағып кетудің себебін табу және жою қажет. Егер ағып кетсе, шиналарға ауа беретін бастарды ауыстыру қажет.
Мұнайдың ағып кетуін тексеру керек және тығыздағыштар мен фланец қосылымдары арқылы.
Ақаулы май тығыздағыштары мен тығыздағыштарды ауыстырып, фланец қосылымдарының болттары мен гайкаларын уақтылы бұрау керек.
Болттық қосылыстардың, әсіресе беріліс қорабының бекіткіш болттарының, ось біліктерін доңғалақ түйреуіштеріне бекітетін гайкалардың, шар қосқышын ось корпусының фланеціне бекітетін гайкалардың және рульді бекітетін гайкалардың тығыздығын үнемі бақылау қажет. иық қол.
Он екі беріліс қорабын бекіту болттарының екеуі редуктор корпусының ішінде орналасқанын есте ұстауымыз керек. Оларды қатайту үшін алдымен беріліс қорабы корпусының қақпағын 26 алып тастау керек.
Тежеу барабандарын шығарған кезде, ось гайкаларын қатайту керек.
Көпірлерді құрастыру кезінде көлік өткелдерді кесіп өткенде тығыздықты қамтамасыз ету үшін келесі талаптарды орындау қажет:
- 1) нығыздаушы тығыздағыштары бар және тығыздағыштары жоқ барлық фланецті қосылымдарды құрастыру кезінде тығыздағыш пастасымен майлау керек;
- 2) орнатпас бұрын болат реттегіш шығыршықтарды жуу және шпиндель майымен (ГОСТ 1642-50) немесе басқа ұқсас сұйық маймен майлау керек;
- 3) жіңішке шығыршықтар жиектер жиынтығының екі жағына орнатылуы керек;
- 4) шарикті қосқыштың су төгетін тесігінің 27 басқару тығынын (5-суретті қараңыз) қайта орнату алдында UN-25 пастасымен майлау керек.
Остердің ішінде орналасқан дөңгелекке ауа беретін басының тығыздағыштары мен резеңке тығыздағыштарына зақым келтірмеу үшін ось біліктерін алып тастау және өте мұқият салу керек.
Артқы және ортаңғы осьтердің осьтік біліктерін орнатпас бұрын, май тығыздағыштарының астындағы және ауа беру бастиектерінің астындағы ось біліктерінің журналдары доңғалақ күпшектерінің мойынтіректерін майлау кестесінде көрсетілген маймен майлануы керек.
Майлау қабатының қалыңдығы 1-1,5 мм.
Алдыңғы жетек осінің ось біліктерінде май тығыздағыштары үшін майланған журналдар болуы керек.
Алдыңғы жетекші осьтің рульдік түйін осін және артқы және ортаңғы осьтердің картер осьтерін қайта орнату алдында манжеттердің жұмыс беттері мен ауа беру бастиектерінің орталықтандыру саңылауларының беттері жұқа қабатпен майлануы керек. сол жағармайдан.
Ауа беру басының ішкі қуысы майлаумен толтырылуы керек; бұл жағдайда фитингке арналған тесік майсыз болуы керек.
Алдыңғы жетек осі үшін, сонымен қатар, ауа беру басының астындағы және ось біліктерінің түйіспелерінің түйіспелеріндегі қола втулканың астындағы журналдарды майлау керек.
Сондай-ақ, ось білігі тығыздағыштарының ішкі қуысының «a» (суретті қараңыз) және ауа беру басы мен тіреу сақинасының арасындағы «b» кеңістігі де майлаумен толтырылуы керек.
Артқы және ортаңғы осьтер үшін төмендегілерді көрсетілген майлаумен толтыру керек: ауа беру басы мен май тығыздағыштың қорғаныш төлкесінің арасындағы «a» бос орын (6-суретті қараңыз), ось білігінің майы арасындағы «b» бос орын тығыздағыш пен картер тірек фланецін, сондай-ақ ось фланецтері мен ось корпусының арасындағы «c» қуысын.
Труниондарды орнына орнатқанда, трюктердің журналдарындағы ауа беретін саңылаулардың дұрыс орналасуын қамтамасыз ету қажет.
Тесік бағытталған болуы керек:
- a) алдыңғы ось үшін - жоғары және артқа, екінші осьті тік жақтан бекітетін түйреуіштің артында;
- b) ортаңғы көпір үшін - жоғары және артқа, тік жақтан бірінші түйреуіштің артында;
- c) артқы ось үшін - жоғары және алға, тік жақтан бірінші шпильканың артында.
Алдыңғы жетек осінің ось біліктерінің топсаларын құрастыру және бөлшектеу жетек шарын орнату және алу кезінде біраз күш жұмсауды қажет етеді және арнайы дағдыларды қажет етеді, сондықтан топсаны бөлшектеу тек өте қажет болған жағдайда ғана орындалуы керек және бұл шеберхана.
Бөлшектеу кезінде бормен белгілеу керек немесе жетекші және жетекті шанышқылар мен жетек шарларының салыстырмалы орнын бояу керек, ал құрастыру кезінде барлық бөлшектерді бөлшектеуге дейінгі салыстырмалы күйде орнату керек.
Артқы және ортаңғы осьтердің ось біліктерін алуды жеңілдету үшін және алдыңғы жетекші осьтің ось білігінің топсасының фланецін алу үшін ось біліктерінің фланецтеріне оралған тартқыш болттар қолданылады. және бекіткіш гайкалармен бекітіледі.
Осы мақсатта келесі бөліктердің фланецтерінде M12 жіптері бар (қадамы 1,75 мм) саңылаулар жасалады: рульдік түйін осі; рульдік түйіннің шар буыны; артқы және ортаңғы осьтердің арқалық осі; беріліс қорабының жетек конусты берілісіне арналған мойынтірек корпусы; беріліс қорабының жетекті конустық берілісінің мойынтірек орны.
Осы бөліктерге тартқыш ретінде көпір бөліктерін бекіту үшін пайдаланылатын M12 жіппен (1,75 мм қадам) кез келген бекіту болттарын пайдалануға болады.
Рульдік түйіннің корпусына орнатылған тіреуіш мойынтіректерінің үстіңгі қақпағын алу оны өңделмеген бетке бүйірден балғамен түрту арқылы жеңілдетіледі.