5˚ корольдік түйреуіштің көлденең бұрышы, сондай-ақ 1˚ доңғалақтардың камбер бұрышы алдыңғы осьтің бөліктерін жасау арқылы қамтамасыз етіледі. Бұл бұрыштарды реттеу мүмкін емес.
2˚30' тік бұрыштың бойлық көлбеу бұрышы рамадағы серіппенің орналасуымен қамтамасыз етіледі.
Алдыңғы доңғалақтардың, шарикті түйіспелердің, рульдік штангалардың және доңғалақ мойынтіректерінің ұшын реттеу
Дөңгелектің ұшын реттеу
Дөңгелектер дұрыс орнатылған болса, көліктің түзу жолда жүру кезінде тұрақтылығы және бұрылыс кезінде басқару мүмкіндігі бар.
Жұмыс кезінде дөңгелектердің туралау бұрыштары бөлшектердің тозуына байланысты өзгеруі мүмкін.
Ұштарында оң және сол жіптері бар көлденең рульдік штанганың 21 (Cурет 1) ұзындығын реттеу арқылы көлденең жазықтықта дөңгелектердің кіреберіс бұрышын орнатыңыз.
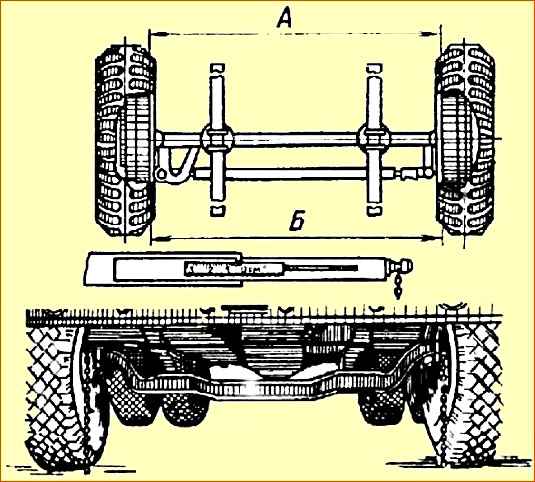
Дөңгелектің саусағының мөлшері арнайы сызғыштың көмегімен өлшенеді, үлгі 2182 және көлденең жазықтықтағы тежеу барабандарының ұштары арасындағы қашықтықтардың айырмашылығымен анықталады.
"B" (артқы) өлшемі "A" өлшемінен (алдыңғы) 1-2 мм үлкенірек болуы керек.
Дөңгелектердің кіреберістерін реттеу үшін, екі байлау ұштарының қысқыштарының болттарын босатыңыз және шыбықты бұраңыз (оны ұшына үлкенірек кіргізумен бұрап, жеткіліксіз кіріспен бұрап алыңыз), оның ұзындығын доңғалақтардың қалыпты кіргізу мөлшерін қамтамасыз ету үшін өзгертіңіз.
Реттегеннен кейін ұштық болттардың гайкаларын абайлап тартыңыз.
Дөңгелектердің айналуын шектейтін тіреу болттарының орнын өзгерту арқылы дөңгелектердің айналу бұрыштарын реттеңіз.
Түрту болттары руль түйіндеріне бұрандалы.
Болтты алып тастағанда, дөңгелектің айналу бұрышы азаяды және керісінше.
Толық жетекті MAZ көліктерінің доңғалақтарын реттеу
Айырмашылық (В-А) 0,5-3,5 мм болуы керек (2-сурет).
Қажет болса, дөңгелектерді туралауды келесі ретпен реттеңіз:
- - доңғалақтарды түзу қозғалысқа сәйкес күйге қою;
- - штанганың екі ұшындағы байлау болттарын бұрап босатыңыз;
- - рычагтардағы ұштардың шарикті түйреуіштерін бекітетін гайкаларды бұрап босатыңыз және шыбықты алыңыз;
- - шыбықты бұру арқылы ұштарды бұрап немесе бұрап, дөңгелектердің ұшын белгіленген шекте орнатыңыз.
Ұштарды бір айналымға бұрау қашықтықтардағы айырмашылықты шамамен 5 мм-ге арттыратынын, ал оларды бұрап қою оны осы мөлшерге азайтатынын есте ұстаған жөн.
Егер саусақтың мөлшері белгіленген нормадан 2,5 мм-ден аспаса, саусақты ұшының бірімен реттеуге болады.
Көлденең сілтемені рычагтармен жалғап, доңғалақтардың кіреберіс мөлшерін тексеріңіз, егер ол қалыпты болса, көлденең ілмекті рычагтарға бекітіп, шыбықтың соңындағы болттарды қатайтыңыз.
Бұл жағдайда екі ұшының вазалары бір жазықтықта болуы керек.
Рульдік штанганың түйіспелеріндегі саңылау руль дөңгелегін оңға және солға бұру кезінде қосылымды тексеру арқылы тексеріледі (қозғалтқыш жұмыс істемей тұрғанда бойлық штанга үшін, қозғалтқыш жұмыс істеп тұрған кезде көлденең штанга үшін).
Рульдік штангалардың шарикті қосылыстарын реттеу
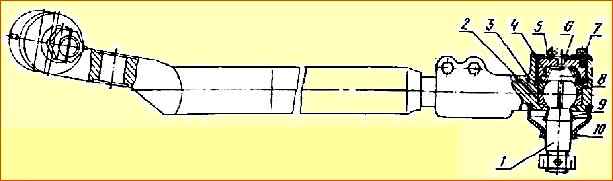
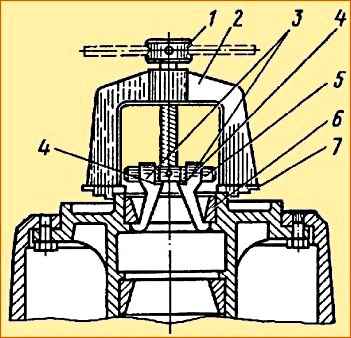
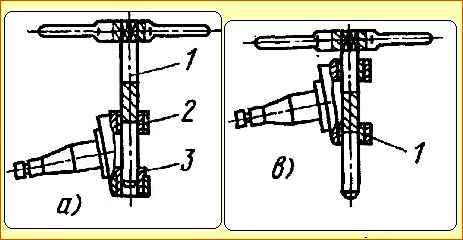
Бойлық рульдік штанганың шарикті қосылыстарын реттеген кезде, реттеу тығынын 5 (Cурет 3) толығымен бұрап алыңыз (тартылатын моменті 118-157 Нм), содан кейін оны ⅛ бұраңыз.
Қақпақты 6 орнына қойып, оны бастапқы орнына қатысты 120˚ бұраңыз және гайканы 5 бекіту үшін шетін 3 ұшының ойығына бұраңыз.
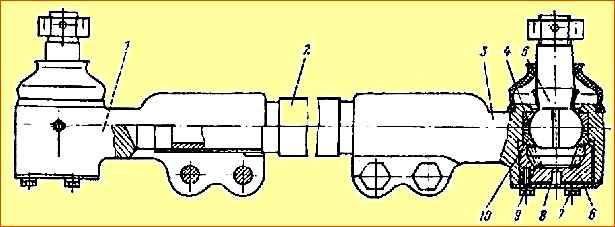
Шарлы қосқышты реттеген кезде алдымен қақпақтың деформацияланған бөлігін түзетіп, оны орнатқан кезде қақпақты 6 120˚ бұраңыз. Байланыс штангасының (Cурет 4) және рульдік басқару цилиндрінің шарикті қосылыстары дәл осылай реттеледі.
Алдыңғы доңғалақтың күпшек мойынтіректерін реттеу
Алдыңғы доңғалақтың күпшек мойынтіректерін келесі ретпен реттеңіз:
- - қақпақты 8 алып тастаңыз және болтты 10 бұрап алу арқылы мойынтірек гайкасын 9 босатыңыз. Шатырды бұрған кезде оның оңай айналуын тексеріңіз. Қатты айналу жағдайында себебін анықтаңыз, қажет болса, түйінді алып тастаңыз;
- - шайбаны 12 орнатыңыз, оның үстіндегі пәтерді руль түйініндегі 11 тегістікпен туралаңыз;
- - хабты бұраңыз, гайканы 9 күпшек 24 кгс айналу моментімен мықтап айналғанша қатайтыңыз, содан кейін гайканы 80-90 градусқа бұраңыз;
- - білінетін осьтік саңылаусыз хабтың айналу жеңілдігін тексеріңіз (подшипниктерде осьтік саңылау 0,02-0,08 мм). Қажет болса, реттеуді қайталаңыз;
- - бұрандамен 10 гайка 9 серіппелі шайбамен, оны 5-7 кгс-м айналу моментімен қатайтыңыз.
Хабтың айналуын қайтадан тексеріңіз, ол қол күші әсерінен айналуы керек және осьтік ойнау сезілмеуі керек.
Сынақ кезінде реттеудің дұрыстығын хабтың қызу дәрежесіне қарай анықтаңыз. Температура 60˚ C-тан аспауы керек (60 ° C-тан жоғары қол ұзақ уақыт жанасуға төтеп бере алмайды).
Алдыңғы осьті жөндеу
Алдыңғы осьті жөндеу әдетте ілгектерді, тіреуіштерді және тірек мойынтіректерін ауыстыруды қамтиды.
Мұндай жөндеу қажеттілігін бір доңғалақты домкратқа көтеріп, оны монтаждық лом арқылы тербету арқылы анықтауға болады.
Бұған дейін доңғалақ күпшегі мойынтіректеріндегі ойнатуды жою керек.
Алдыңғы осьті алу процедурасы келесідей:
- - серіппелі баспалдақтардың гайкаларын босатыңыз;
- - көліктің алдыңғы бөлігін көтеріп, оны тіреулерге қою;
- - амортизаторларды алып тастаңыз, руль штангасын руль қолынан және тежегіш шлангілерін тежегіш камераларынан ажыратыңыз;
- - серіппелі гайкаларды бұрап, арқалықты босатыңыз;
- - алдыңғы осьті көлік астынан шығарыңыз.
Алдыңғы осьті бөлшектеу
Алдыңғы осьті бөлшектеу арнайы стендте келесі тәртіпте орындалуы керек:
- - доңғалақтың гайкаларын бұрап, сәндік қақпақтар мен дөңгелектерді алыңыз;
- - байланыстыру штангасын ажыратыңыз және алыңыз;
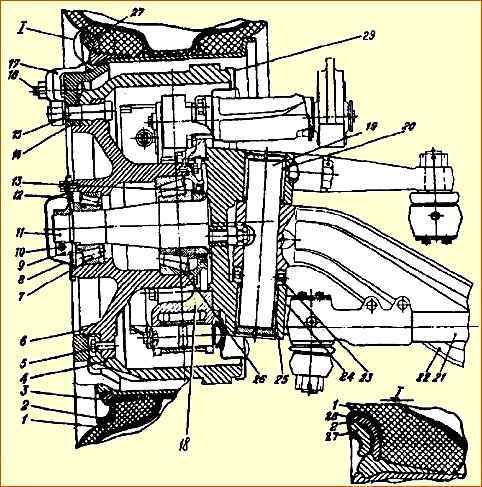
- - сыртқы қақпақты 4 (Cурет 5) тығыздағышпен бірге алып тастаңыз;
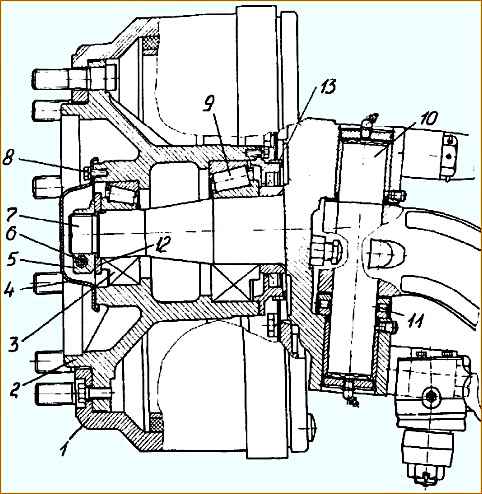
- - концентраторды бекітетін терминал гайкасының 6 болттарын бұрап алыңыз және терминал гайкасын 5 бұрап алыңыз, шайбаны 12 алыңыз;
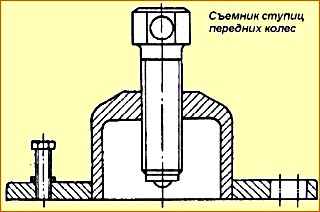
- - торды 2 тежегіш барабанмен 1 жағаға зақым келтірмей алып тастаңыз (тартқыш 6-суретте көрсетілген);
- - реттеу тұтқасын, төсемді босату серіппелерін, тежегіш жастықшаларды алып тастаңыз және кеңейту жұдырығын алыңыз;
- - суппорт пен тежегіш қақпақтарды алып тастаңыз;
- - алдымен серіппелі сақиналарды алып тастап, корольдік тығындарды алыңыз;
- - түймені басып шығару;
- - руль түйінін 7 мойынтірекпен 11 бірге алып тастаңыз;
- - руль түйінінен жоғарғы және төменгі тығыздағыш сақиналарды басыңыз;
- - жұмыс үстеліне барабан 1 бар хаб 2 орнату;
- - манжетпен қақпақты шешіп, манжетаны шығарыңыз;
- - ішкі конустық роликті мойынтіректі 9 алып тастаңыз және тартқышты пайдаланып сыртқы сақинаны басыңыз (Cурет 7);
- - хабты төңкеріп, сыртқы конустық роликті мойынтіректің 3 сыртқы сақинасын басыңыз.
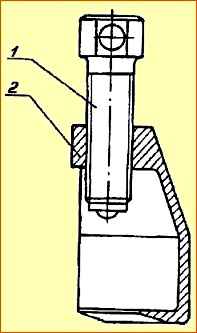
Байланыс штангасының тартқышы суретте көрсетілген. 8.
- 1. Рульдік қосқышты бекітетін гайканы бұрап, бұрап алыңыз.
- 2. Тартқыш саңылауды ұшы мен иінтіректің арасына тартқыш ойығы шарикті түйреуіште тоқтағанша салыңыз.
- 3. Бұранданы айналдыру арқылы өзекшелердің шарикті түйреуіштерін алыңыз.
Бөлшектердің техникалық жағдайын тексеру
Алдыңғы осьтің шығарылған бөліктерінің техникалық жағдайын тексеру алдында оларды мұқият жуу керек.
Болат пен шойын бөлшектерін жуу үшін сілтілі ерітінділерді қолданған жөн. Осыдан кейін бөліктерді жұмсақ жылы сумен шайыңыз, содан кейін құрғатыңыз.
Барлық бөлшектер тозуға, жарықтарға, сынуға және деформацияға мұқият тексерілуі керек. Құрастыру кезінде зақымдалған бөлшектерді ауыстыру керек.
Рульдік түйіндердің сипаттамалық ақаулары: биметалл түйреуіштердің тозуы және мойынтіректердің ілмектерінің тозуы.
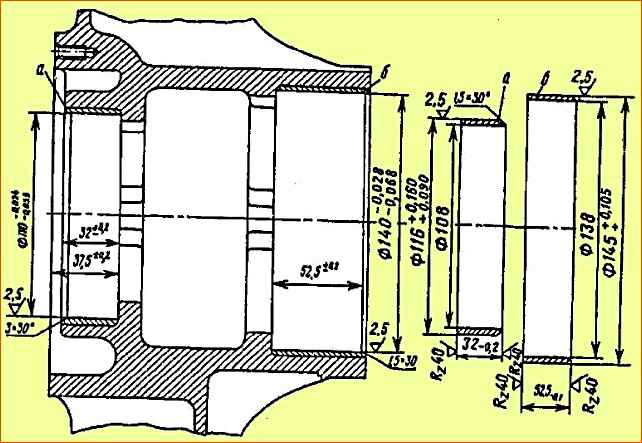
Шифр мен төлке арасындағы саңылау 0,1 мм-ден асқанда, түйреуіш төлкелерді ауыстырыңыз. Жаңа төлкелерді басқаннан кейін оларды диаметрі 50+0,082 мм кеңейтіңіз (Cурет 1, 5).
Втулка саңылауларының туралануын қамтамасыз ету үшін бағыттағыштары бар арнайы рейкті қолданып, втулкаларды «сапта» кесіңіз.
Втулкаларды тартқанда, келесі әрекеттерді орындаңыз:
- - корольдік түйреуіштің биметалл төлкесін 2 (сур. 9, а) руль түйініне басыңыз және арнайы бағыттаушы төлкені 3 түйреуіш төлкеге арналған екінші тесікке салыңыз;
- - корольдік түйреуіштің биметалл төлкесін ашу;
- - бағыттаушы жеңді алып тастап, оның орнына екінші биметалдық түйреуіш втулканы басыңыз;
- - екінші втулканы (жаңа басылған) ашыңыз, бұл ретте рейктің кесу бөлігін екінші төлкеге бағыттаушы қызметін атқаратын бұрын орналастырылған (бірінші) штифті төлке арқылы өткізіңіз (9, б-сурет).
Мойынтірек журналдарының тозуына рұқсат етіледі: диаметрі 49,94 мм-ге дейінгі сыртқы мойынтірек үшін (1, 5-сурет). ішкі диаметрі 69,93 мм дейін.
Егер рульдік байланыстыратын өзектердің топса қосылыстарында бос орындар болса, топсаларды бөлшектеп, тозған бөлшектерді алып тастаңыз.
Тежегіш барабанының жұмыс бетінің конустық мойынтіректердің сыртқы сақиналарының отыру беттеріне қатысты ағуы 0,2 мм-ден аспауы керек.
Тежегіш барабандары хабпен бірге тесілген.
Хабтың негізгі ақаулары - қабырғалардағы жарықтар, мойынтіректерге арналған күпшек орындықтарының тозуы және M 8 x 1 жіптерінің үзілуі.
Қабырғалардағы жарықтар дәнекерлеу арқылы жөнделеді, бұған дейін жарықшақты бүкіл ұзындығы бойынша 90 - 120˚ бұрышпен фин қалыңдығының ⅔ тереңдігіне дейін кесіп тастайды.
Тозған күпшек мойынтіректерінің орындықтары жөндеу төлкелерін орнату арқылы қалпына келтіріледі (Cурет 10). Мойынтіректердің корпустары 2,5 - 3 мм тереңдікте бұрғыланады.
Жөндеу втулкасы шойын дайындамадан, болат құбырдан немесе прокаттан жасалған болаттан жасалады, ол 0,05 - 0,16 мм кедергімен түйінге басылады, содан кейін номиналды өлшемге дейін бұрғыланады.
Егер M 8 x 1 жіп тозған немесе сынған болса, тесік диаметрі (10,1 ± 0,1) мм бұрғыланады, M12 жіп кесіледі, бұранда негізгі металдың жазықтығымен бірдей бұрандаланады. , содан кейін бұранда үш қарама-қарсы нүктеде өзектелген.
Алдыңғы осьті құрастыру
Алдыңғы осьті бөлшектеуге кері ретпен жинаңыз.
Рульдік доптың түйреуіштерін, рульдік штангаларды және тежегіш суппорттарды руль түйіндеріне бекіту сенімділігіне ерекше назар аудару керек.
Егер 215-245 Нм (22-25 кгс.м) айналу моментімен қатайтқаннан кейін шарикті штырьдың рычагпен байланысы сезілсе, онда тозған бөлшектерді ауыстыру қажет.
Айналмалы құрылғыны келесі ретпен жинаңыз:
- - оправканы пайдаланып радиалды тығыздағыш сақиналарды руль түйінінің үстіңгі және астыңғы көздеріне сығылған биметалл төлкелерімен әр сақинаның тығыздағыш шеті арқалық астындағы жұлдыруға бағытталған етіп басыңыз;
- - индуктор арқылы сәуленің басын 150 °C дейін қыздырыңыз;
- - маймен майланған тығыздағыш сақинасы бар тығынды түйіннің жоғарғы көзіндегі тесікке орнатыңыз және серіппелі сақинамен бекітіңіз;
- - руль түйінін тіреуішпен бірге орнату Litol-24 майлаушы майымен толтырылған арқалық басына айтарлықтай осьтік саңылаусыз (0,05-0,3 мм саңылау рұқсат етіледі), оны қажетті қалыңдықтағы реттегіш қалқандарды пайдаланып жоюға болады және центрлеуші оправкамен туралаңыз. арқалық осімен жиналған орамның осі ;
- - орталықтандырғышты алып тастаңыз және жоғарғы штепсель мен корольдік істіктің арасындағы 1,7-2,6 мм алшақтықты қамтамасыз етіп, корольдік істікшені салыңыз;
- - руль түйінінің төменгі көзіндегі тесікке маймен майланған сақинасы бар екінші тығынды орнатыңыз және серіппелі сақинамен бекітіңіз;
- - сақтандырғыш клапан арқылы май пайда болғанша мойынтіректерді майлау ниппельдері арқылы енгізіңіз;
- - рульдік түйіннің арқалыққа қатысты айналу моментін тексеру. Ол кемінде 14,71 Нм (1,5 кгс.м) болуы керек.
Хабты келесі ретпен орнатыңыз:
- - хабты орнатпас бұрын оның ішкі қуысын подшипниктер арасындағы Litol24 майымен майлаңыз.
Конусты роликті мойынтіректерді жақсылап майлаңыз, шығыршықтар арасындағы бос кеңістікті маймен толтырыңыз - хабты ішкі мойынтірекпен, қақпақпен және манжетпен және сыртқы мойынтіректің сыртқы сырғымен жинаңыз және оны руль түйініне орнатыңыз;
- - сыртқы мойынтіректі хабқа салыңыз.
Рульдік түйінге мойынтіректері бар хабты оның тасымалдануына жол бермей, соңғы орнатуды орындаңыз;
- - кір жуғыш машинаны руль түйініне тегістеуішпен орнатыңыз, шайбадағы тегістеуіштерді және руль түйініне туралаңыз;
- - клемма гайкаларын 225-235 Нм (23-25 кгс.м) айналу моменті арқылы хаб қатты айналғанша қатайтыңыз, содан кейін гайканы 80-90˚ бұрап алыңыз.
Хобтың осьтік бос орынсыз оңай айналуын тексеріңіз (мойынтіректердегі саңылау 0,02-0,08 мм аралығында болуы керек).
Мойынтіректерді бекіту гайкасын болтпен 49-68 Нм (5-7 кгс.м) шегінде бекітіңіз.
Алдыңғы осьті алудың кері ретімен қайта орнатыңыз.
Алдыңғы осьті орнатқаннан кейін дөңгелек бұрыштарын тексеріңіз.
Рульдік бұру бұрыштары бұранданы руль түйіндеріндегі бұрандалы тесіктерге бұрау (бұрау) арқылы реттеледі.
Дөңгелектің туралануын тексеріңіз.