Цилиндр блогы сұр шойыннан құйылған және картер бөлігі иінді біліктің осінен төмен түсірілген моноблок түрінде жасалған.
Жоғарғы бөліктегі цилиндрлер арасында салқындатқыш сұйықтықтың өтуі үшін құймада жасалған арналар бар
Блоктың төменгі жағында бес негізгі мойынтірек корпусы орналасқан.
Жоғары берік шойыннан жасалған негізгі мойынтіректердің қақпақтары цилиндрлер блогымен бірге өңделеді, сондықтан оларды алмастыруға болмайды.

1-ші, 2-ші және 4-ші мұқабалардың төменгі беттерінде олардың нөмірлері дұрыс орнату үшін мөрмен басылады. Қақпақтарды орнатқан кезде цилиндрлер блогындағы және қақпақтардағы төсемдерге арналған құлыптау ойықтары бір жағында орналасуы керек.
Цилиндр қабырғаларында саңылаулары бар блоктар, блоктың үстіңгі жазықтығында және негізгі мойынтіректерді тірейтін қабырғаларда жарықтар, су киімі мен картерінде саңылаулары бар блоктар қабылданбауға жатады.
Табиғи тозу нәтижесінде блоктағы цилиндрлер ұзындығы бойынша дұрыс емес конус және шеңбері сопақ пішініне ие болады.
Тозу цилиндрлердің жоғарғы бөлігінде жоғарғы қысу сақинасына қарсы ең үлкен мәнге жетеді, поршень TDC орнында, ең кішісі төменгі бөлікте, поршень BDC орнында болса.
Цилиндрлер мен поршеньдер A, B, C, D, E өлшемдері бойынша бес топқа бөлінеді. Цилиндрлер тобын көрсететін әріп блоктың сол жақ сыртқы жағында әр цилиндрге қарама-қарсы боялған.
Бір блоктағы барлық цилиндрлер, әдетте, таязды алып тастау қажет болған жағдайларды қоспағанда, номиналды мәннен +0,036...+0,072 мм рұқсат етілген жөндеу өлшеміне дейін өңделуі керек. цилиндр айнасындағы сызаттар (цилиндр диаметрі 0,10 мм үлкейту диапазонында), мұнда тек ақаулы цилиндрлерді ғана түзетуге болады.
Поршеньдердің шектеулі саны ғана қол жетімді болған жағдайда, әрбір цилиндр үшін номиналды диаметрді сол цилиндрде жұмыс істеуге арналған поршеньдік юбка диаметрінің нақты өлшеміне негізделген есептеу және цилиндрлерді осы өлшемге дейін өңдеу ұсынылады. төменде көрсетілген өңдеуге төзімділік
Цилиндрлердің геометриялық дұрыс пішінінен ауытқулар цилиндр диаметрі үшін өлшемдер тобының төзімділік диапазонында орналасуы керек.
Салқындатқыш кеудешенің тығыздығы қысымды сынау әдісі арқылы тексеріледі. Ол үшін қысылған ауа жеткізілетін біреуін қоспағанда, блоктағы барлық тесіктерді бітеу керек.
Блок суы бар ваннаға түсіріліп, 1,5 атм қысыммен сығылған ауа беріледі. Зақымдалған жерлерде ауа көпіршіктері пайда болады.
Біліктердің аралық тірек төлкелерін жөндеу цилиндрлер блогындағы бекіту саңылауларының тозуына қарай оларды стандартты немесе жоғарлатылған қалыңдығымен жөндеуден, содан кейін төлкелердің ішкі тесігін стандартты немесе жөндеу өлшеміне дейін бұрғылаудан тұрады. , аралық білік тірек журналдарының тозуына байланысты.
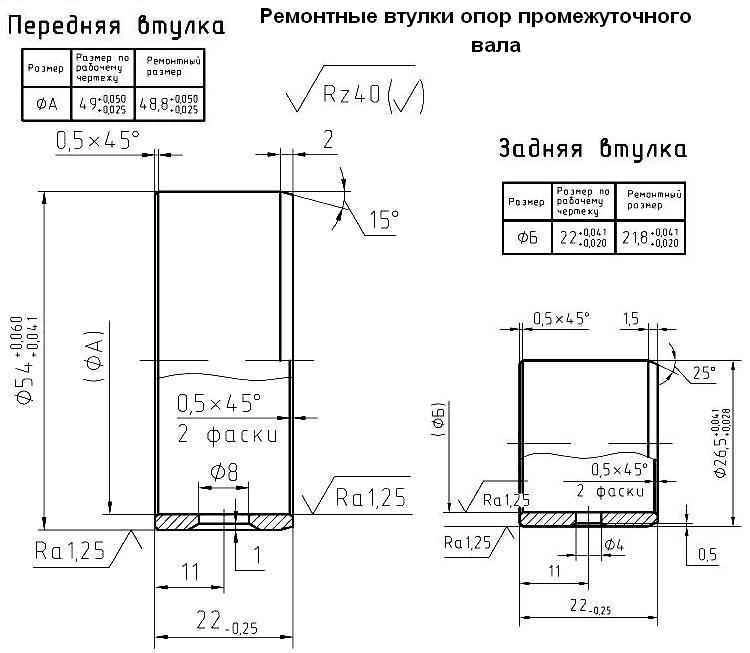
Үйкеліске қарсы қорытпадан жөндеу втулкаларын жасаңыз.
Стандартты втулкаларды жөндейтіндермен ауыстырыңыз, егер олар босап немесе бұрылса.
Аралық білік тіректерін орнатпас бұрын, түтікті алыңыз. Жөндеу төлкелерін орнатқан кезде, май арналарындағы тесіктердің сәйкес келетініне көз жеткізіңіз.
Тегістеуді қамтамасыз ету үшін аралық білік тіректерін бір қондырғыда тесіңіз. Жаңа түтікті анаэробты тығыздағышқа басыңыз.
Аралық білік журналдары рұқсат етілген шекті мөлшерден асатын тозу жағдайында жөндеу өлшеміне дейін ұнтақталған.
Егер май сорғысының жетегінің саңылаулары рұқсат етілген деңгейден асып кетсе, саңылауларды жөндеу төлкелері үшін жөндеу өлшеміне дейін бұраңыз.
Сұр шойыннан сыртқы диаметрі 21 мм және ұзындығы бар жөндеу втулкаларын жасаңыз: төменгі - 17 мм, жоғарғы - 30 мм.
Жөндеу втулкаларын басыңыз, цилиндрлер блогының май сызығына кіретін Ø 3,5 мм май жіберуге арналған конустық бұрандалы саңылау арқылы үстіңгі втулканы бұрғылаңыз және төлкелердегі саңылауларды номиналға дейін өңдеңіз. өлшемі.
Цилиндр блогының втулкаларға арналған бекіту саңылауларын және төлке саңылауларын бір қондырғыда өңдеңіз.
Бұрандалы саңылаулардың зақымдануы немесе екі жіптен аз жіптің үзілуі түріндегі жіптерді қалыпты өлшемді шүмекпен жүргізу арқылы қалпына келтіріледі.
Екіден көп жіптердің тозған немесе үзілген бұрандалы тесіктері жөндеу мөлшері ұлғайтылған жіптерді кесу, бұрандалы бұрандаларды орнату, содан кейін оларды қалыпты жіптерге кесу арқылы жөнделеді өлшеміне немесе бұрандалы спиральды кірістірмелерді орнатуға байланысты соңғы жөндеу әдісі ең тиімді және аз еңбекті қажет етеді.
Цилиндр блогын, поршеньдерді, шатундарды және аралық білікті жөндеу кезінде басқарылатын параметрлер:
Цилиндр диаметрі:
- - номиналды өлшемі Ø 95,5+0,072+0,036 мм;
- - максималды рұқсат етілген өлшем 95,65 мм;
- - бірінші жөндеу өлшемі +0,25 мм;
- - екінші жөндеу өлшемі +0,5 мм
Поршеньдердің диаметрі:
- - номиналды өлшемі Ø 95,5+0,024−0,012 мм;
- - максималды рұқсат етілген өлшем 95,4 мм;
- - бірінші жөндеу өлшемі +0,25 мм;
- - екінші жөндеу өлшемі +0,5 мм
Поршень мен цилиндр арасындағы саңылау (таңдау):
- - номиналды өлшемі 0,036-0,060 мм;
- - рұқсат етілген ең үлкен өлшем 0,25 мм;
Цилиндрлердің, поршеньдердің, поршеньдік сақиналардың жөндеу өлшемдерін ұлғайту:
- - бірінші жөндеу өлшемі 0,25;
- - екінші жөндеу өлшемі 0,5
Сығымдау сақиналарына арналған ойықтардың ені:
- - жоғарғы, номиналды өлшемі - 1,55±0,01 мм, рұқсат етілген ең жоғары - 1,58 мм;
- - төменгі, номиналды өлшемі - 1,8±0,01 мм, рұқсат етілген ең жоғары - 1,83 мм
Ойық пен қысқыш сақина арасындағы биіктік саңылауы номиналды өлшем - 0,045...0,090 мм, рұқсат етілген ең жоғары - 0,15 мм;
Ойық пен май қырғыш сақина арасындағы биіктік саңылауы номиналды өлшем - 0,045...0,090 мм, рұқсат етілген ең жоғары - 0,15 мм;
Негізгі мойынтіректердің корпустарына арналған цилиндрлер блогының тіректерінің диаметрі номиналды өлшем - 67+0,019 мм, рұқсат етілген ең жоғары - 67,03 мм;
Цилиндрлер блогының ортаңғы тіректерінің сыртқы жақтарына қатысты радиалды шығуы: номиналды өлшемі - 0,02 мм; максималды рұқсат етілген - 0,05 мм;
Цилиндрлер блогының үшінші тірегінің ені: номиналды өлшемі - 29−0,060−0,120 мм; максималды рұқсат етілген өлшем - 22,1 мм;
Аралық білік тіректерінің ішкі втулкаларының диаметрі:
- - алдыңғы втулканың номиналды өлшемі - 49+0,050 мм; максималды рұқсат етілген өлшем - 49,1 мм; жөндеу өлшемі -0,2 мм;
- - артқы втулканың номиналды өлшемі - 22+0,041+0,020 мм; максималды рұқсат етілген өлшем - 22,1 мм, жөндеу өлшемі -0,2 мм;
Аралық білік журналдарының диаметрі:
- - алдыңғы мойынның номиналды өлшемі - 49−0,016−0,013 мм; максималды рұқсат етілген өлшем - 48,95 мм, жөндеу өлшемі -0,2 мм;
- - артқы мойынның номиналды өлшемі - 22−0,013 мм; максималды рұқсат етілген өлшем - 21,95 мм; жөндеу өлшемі -0,2 мм;
Аралық білік төлкелеріне арналған цилиндр блоктарының саңылауларының диаметрі:
- - алдыңғы втулканың номиналды өлшемі - Ø 52,5+0,03 мм; максималды рұқсат етілген өлшем - 52,56 мм, жөндеу өлшемі - +1,5 мм;
- - артқы втулканың номиналды өлшемі - Ø 25+0,021 мм; максималды рұқсат етілген өлшем - 25,06; жөндеу мөлшері - +1,5 мм;
Мұнай сорғысының жетек білігіне арналған тесік диаметрі: номиналды өлшемі Ø17+0,060+0,033; максималды рұқсат етілген өлшем - 17,1 мм; жөндеу өлшемі Ø21+0,033 мм;
Шатунның иінді басының диаметрі: номиналды өлшемі 60+0,019 мм; максималды рұқсат етілген өлшем 60,03 мм
Екі өзара перпендикуляр жазықтықта шатунның поршеньді және иінді бастиектері саңылауларының осьтерінің параллельді еместігі: номиналды өлшемі 0,04 мм ұзындығы 100 мм; максималды рұқсат етілген - 0,06 мм;
Втулкаға арналған шатун тесігінің диаметрі: номиналды өлшемі Ø 23,25+0,045 мм; максималды рұқсат етілген Ø23,30 мм;
Штифке арналған шатунның втулка тесігінің диаметрі: номиналды өлшемі 22+0,07−0,003 мм; максималды рұқсат етілген 22,01 мм
*төзімділік 0,036 мм 3 топқа бөлінеді - әрбір 0,012 мм
* 0,010 мм төзімділік өлшемдері бойынша 4 топқа бөлінеді - әрқайсысы 0,0025 мм