Aplica para motores sin compensadores hidráulicos
Para compensar la expansión térmica del vástago de la válvula, se requiere un espacio entre la leva del árbol de levas y el taqué de la válvula
El espacio entre las levas del árbol de levas y las cuñas debe ser de 0,20 mm para las válvulas de admisión y de 0,35 mm para las válvulas de escape
La separación se establece seleccionando el grosor de las arandelas de ajuste.

Las arandelas se instalan en un nicho ubicado en la parte superior de los empujadores.
Para que sea más cómodo retirar las arandelas, se realizan ranuras en los bordes superiores de los empujadores.
Medimos y ajustamos las holguras con el motor frío.
Retire la pantalla del motor.

Utilice un destornillador Phillips para aflojar la abrazadera que sujeta la manguera de ventilación del cárter

Retire la manguera del tubo de la tapa de la culata

Con un destornillador Phillips, afloje la abrazadera que sujeta la manguera del circuito principal del sistema de ventilación del cárter

Retire la manguera de la tapa de la culata

Afloje la abrazadera y retire la manguera del circuito de ralentí del sistema de ventilación del cárter y retire la manguera del tubo tapa de culata

Utilizando un casquillo de 10 mm, desenrosque las tres tuercas que sujetan el soporte del receptor

Retirar el soporte

Dos pernos que sujetan el soporte al receptor se atornillan en tuercas enjauladas instaladas en las ranuras del receptor

Con un casquillo de 10 mm, desatornille las dos tuercas que sujetan la tapa de la culata

Retire la arandela metálica del montante

Y retiramos el casquillo de goma

Retirar la tapa de la culata
Contando desde la transmisión del árbol de levas, las válvulas primera, cuarta, quinta y octava son válvulas de escape; el segundo, tercero, sexto y séptimo son de entrada.
Retire la cubierta de la correa de distribución delantera (consulte "Cómo comprobar y reemplazar la correa de distribución del Lada Kalina").
El procedimiento para verificar y ajustar las holguras en el mecanismo de accionamiento de la válvula es el siguiente.
Tabla
El ángulo de rotación del cigüeñal desde la posición de alineación de las marcas (grados) - números de levas
- 40-50 - primera salida 0,35 mm - tercera entrada 0,20 mm;
- 220-230 - lanzamiento quinta principal 0,35 mm - segunda entrada 0,20 mm;
- 400-410 - octavo de escape 0,35 mm - sexto de entrada 0,20 mm;
- 580-590 - cuarto escape 0,35 mm - séptima entrada 0,20 mm
La tolerancia de holgura para todas las mordazas es ±0,05 mm
El espacio es igual al espesor de la galga de espesores, que encaja entre las levas y la arandela con un ligero pellizco
Gire el cigüeñal por el perno de la polea impulsora del generador en el sentido de las agujas del reloj hasta que las marcas de alineación en la polea del árbol de levas y la cubierta de la correa de distribución trasera se alineen.
Luego gire el cigüeñal en el sentido de las agujas del reloj otros 40-50° (2,5-3 dientes en la polea del árbol de levas).

En esta posición de los ejes, utilice un juego de galgas de espesores para comprobar los espacios en la primera y tercera levas del árbol de levas.
La holgura entre las levas del árbol de levas y las cuñas debe ser de 0,20 mm para las válvulas de admisión y de 0,35 mm para las válvulas de escape.
La tolerancia de holgura para todas las mordazas es de 0,05 mm.

Si el espacio difiere de lo normal, instale un dispositivo para ajustar las válvulas en los espárragos de los alojamientos de los cojinetes del árbol de levas.

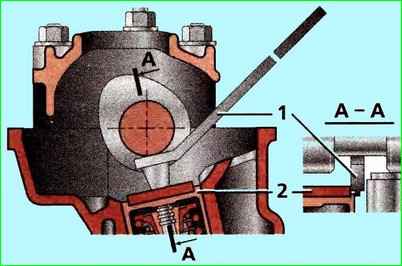
Giramos el empujador de manera que la ranura de su parte superior mire hacia adelante (en la dirección del coche).
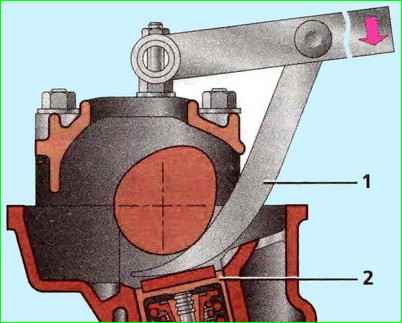
Inserte el “colmillo” del dispositivo entre la leva y el empujador.

Presione hacia abajo la palanca del dispositivo, hunda el empujador con el “colmillo”.

Instalamos una abrazadera entre el borde del empujador y el árbol de levas, que sujeta el empujador en la posición inferior.
Mueva la palanca del dispositivo a la posición superior.

Utilice unas pinzas para hacer palanca en la arandela de ajuste a través de la ranura y retírela.

Si no tienes un dispositivo para ajustar las válvulas, puedes utilizar dos destornilladores.
Con un destornillador potente, apoyado en la leva, presione el empujador hacia abajo.
Introduciendo el borde de otro destornillador (con un ancho de hoja de al menos 10 mm) entre el borde del empujador y el árbol de levas, fije el empujador y retire la arandela de ajuste con unas pinzas.

El espacio se ajusta seleccionando una arandela de ajuste con el espesor requerido.
Para ello, utilice un micrómetro para medir el espesor de la arandela extraída.
El espesor de la nueva arandela de ajuste está determinado por la fórmula:
- H = B+(A-C), mm,
- donde “A” es la brecha medida; “B” es el espesor de la arandela retirada;
- "C" - brecha nominal; “H” es el espesor de la nueva arandela.
El espesor de la nueva arandela está marcado en su superficie con un electrógrafo.
Inserte la nueva arandela en el empujador con la marca hacia abajo y retire el bloqueo.

Compruebe el espacio nuevamente. Cuando se ajusta correctamente, una galga de espesores de 0,20 o 0,35 mm debe encajar en el espacio con un ligero pellizco.
Girando sucesivamente media vuelta el cigüeñal comprobamos y, si es necesario, ajustamos las holguras del resto de válvulas en la secuencia indicada en la tabla.
Monte el motor en orden inverso.

Antes de instalar la tapa del cabezal, reemplace su junta por una nueva.
")

")
")
")
")
")
")
")