Wir ersetzen die Kupplung, wenn die angetriebenen und treibenden Scheiben verschlissen sind
Installieren Sie das Auto auf einem Inspektionsgraben oder einer Hebebühne
Entfernen Sie das Getriebe.

Lösen Sie die zehn Befestigungsschrauben und entfernen Sie das Kupplungsgehäuse.

Befestigen Sie das Schwungrad mit einem Schraubendreher 1, lösen Sie gleichmäßig diagonal die sechs Schrauben 2, mit denen die Druckplatte am Schwungrad befestigt ist, und entfernen Sie die Druckplatte 3 und die angetriebenen Scheiben, während Sie die angetriebene Scheibe festhalten.

Lösen Sie die vier Schrauben, mit denen der Kupplungsgehäuseverstärker am Motorblock befestigt ist, heben Sie den hinteren Teil des Motors an und entfernen Sie Kupplungsgehäuseverstärker 1
Inspektion und Prüfung von Kupplungsteilen
Reinigen Sie die Druck- und Abtriebsscheiben sowie die Arbeitsfläche des Schwungrads von Staub und Schmutz.

Inspizieren Sie die angetriebene Festplatte. Risse an den Teilen der angetriebenen Scheibe sind nicht zulässig.
Überprüfen Sie den Verschleiß der Reibbeläge 1.
Wenn die Köpfe der Nieten 2 weniger als 0,2 mm zurückliegen, die Oberfläche der Reibbeläge verölt ist oder die Nietverbindungen locker sind, muss die Mitnehmerscheibe (oder die Reibbeläge) ausgetauscht werden.
Überprüfen Sie den sicheren Sitz der Dämpferfedern 3 in den Aufnahmen der angetriebenen Scheibennabe.
Wenn die Federn gebrochen sind, muss die Scheibe ersetzt werden.
An der Reibscheibe 4, die sich unter der Druckfeder 5 des Drehschwingungsdämpfers befindet, dürfen keine Anzeichen von Verschleiß, Überhitzung oder mechanischer Beschädigung auftreten.
Überprüfen Sie den Rundlauf der angetriebenen Scheibe, wenn bei einer Sichtprüfung eine Verformung festgestellt wird. Wenn der Schlagwert 0,7 mm überschreitet, tauschen Sie die Scheibe aus.
Inspizieren Sie die Arbeitsreibflächen des Schwungrads und der Druckplatte und achten Sie darauf, dass sie keine tiefen Flecken, Schrammen, Kerben und offensichtliche Anzeichen von Abnutzung und Überhitzung aufweisen.
Das Lösen der Nietverbindungen der Druckplattenteile ist nicht zulässig.
Sollten die angegebenen Mängel vorliegen, wird ein Austausch der Komponenten empfohlen.

Beurteilen Sie durch äußere Inspektion den Zustand der Stützringe 1 und der Membranfeder 2 der Druckplatte.
Stützringe dürfen keine Risse oder Gebrauchsspuren aufweisen.
Risse in der Membranfeder sind nicht zulässig.
Die Kontaktpunkte (durch den Pfeil dargestellt) der Federblätter mit dem Kupplungsausrücklager müssen in der gleichen Ebene liegen und dürfen keine offensichtlichen Verschleißerscheinungen aufweisen.

Die Überprüfung der Position der Enden der Federblätter und deren Einstellung erfolgt mit einem speziellen Gerät oder an einem ausgebauten Schwungrad.
Zur Kontrolle ist es notwendig, die Druckscheibe 2 auf dem ausgebauten Schwungrad 3 zu montieren, nachdem zuvor drei Unterlegscheiben 1 mit einer Dicke von 8 mm unter die Arbeitsfläche der Druckscheibe gelegt wurden und diese in einem Winkel von etwa einem Winkel zueinander zueinander angeordnet sind 120°.
Messen Sie den Abstand vom Ende des Schwungrads zum Ende von Blütenblatt 4. Diese Größe sollte (42,5 ± 2) mm betragen.
Überprüfen Sie diese Größe auf die gleiche Weise bei anderen Blütenblättern.
Es ist erlaubt, dass die Federblätter um nicht mehr als 0,25 mm zueinander hervorstehen (sinken).
Ansonsten müssen die Enden der Blütenblätter, die nicht in der Ebene liegen, gebogen werden.
Nachdem Sie die Position der Blütenblätter überprüft haben, überprüfen Sie das Ausmaß der Bewegung des Arbeitsteils der Druckscheibe.
Zur Kontrolle ist es notwendig, Kraft auf alle Blütenblätter 4 auszuüben, damit sie sich aus ihrer ursprünglichen Position bis zu einer Tiefe von 8,5 mm bewegen, während der Spalt zwischen Druckplatte 2 und Unterlegscheiben 1 mindestens 1,3 mm betragen sollte.
Entfernen Sie die Unterlegscheiben. Erhöhen Sie dazu die Kraft auf die Enden der Blütenblätter, sodass sie sich etwa 10 mm bewegen.
Einbau der Kupplung

Schmieren Sie das vordere Lager der Eingangswelle im Schwungrad mit Litol-24-Fett.
Stellen Sie sicher, dass sich die angetriebene Kupplungsscheibe leicht axial entlang der Keilverzahnung der Eingangswelle bewegen kann. Wenn die Bewegung schwierig ist, entfernen Sie Grate von den Verzahnungen.
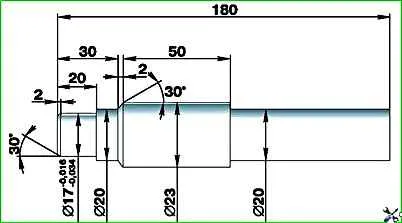
Führen Sie einen entsprechend den angegebenen Abmessungen hergestellten Dorn in das vordere Eingangswellenlager im Schwungrad ein.

Montieren Sie die angetriebene Kupplungsscheibe auf dem Dorn.
Gleichzeitig richten Sie die angetriebene Scheibe so aus, dass der hervorstehende Teil der Nabe der angetriebenen Scheibe zur Druckplatte zeigt.

Montieren Sie die Druckplatte und ziehen Sie die sechs Schrauben fest, mit denen sie befestigt ist, ohne sie festzuziehen.
Wenn kein Zentrierdorn verfügbar ist, kann eine Ersatzeingangswelle verwendet werden.
Platzieren Sie in diesem Fall die Druck- und Abtriebsscheiben entsprechend ihrer Ausrichtung auf der Eingangswelle.
Setzen Sie die Eingangswelle in das vordere Lager im Schwungrad ein und ziehen Sie die sechs Befestigungsschrauben der Druckplatte fest, ohne sie festzuziehen.

Ziehen Sie abschließend die sechs Befestigungsschrauben der Druckplatte gleichmäßig diagonal mit einem Drehmoment von 20–25 Nm (2–2,5 kgcm) fest.
Überprüfen Sie den festen Sitz der Kugelbolzen-Befestigungsmutter am Kupplungsgehäuse.
Schmiern Sie die Kugeloberfläche des Stifts mit einer dünnen Schicht Litol-24-Schmiermittel.

Bauen Sie den Kupplungsgehäuseverstärker ein, falls er entfernt wurde, und ziehen Sie die vier Schrauben, mit denen der Verstärker am Zylinderblock befestigt ist, mit einem Drehmoment von 29–36 Nm (2,9–3,6 kgcm) fest.
Montieren Sie das Kurbelgehäuse am Zylinderblock und ziehen Sie die Befestigungsschrauben fest.
")

")
")
")
")
")
")
")