Тормозні механізми задніх коліс ЗІЛ-5301
Тормозні механізми задніх коліс колодкові, барабанного типу. Влаштування гальмівних механізмів показано на рис.1
Для розбирання гальмівного механізму задніх коліс треба очистити гальмівний барабан від бруду та переконатися у його вільному обертанні.
Стоянкова гальмівна система має бути у відгальмованому стані.
Відвернути шість болтів кріплення гальмівного барабана до ступиці заднього колеса і зняти його, повернувши так, щоб виступи на барабані збіглися з пазами на ступиці.
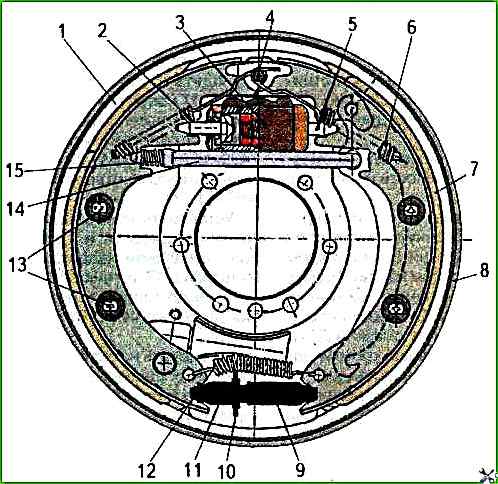
Для демонтажу колодок треба за допомогою дротяної петлі або гачка зняти пружини 2 та 6 з опорного пальця 4; розібрати стрижні 13, що кріплять колодки до щита гальма 8, втопивши верхню чашку, і, провернувши її до збігу паза в чашці з положенням стрижня, зняти пружину стяжну 12.
Від'єднати від колодок розтискний важіль 14 гальма стоянки і пружину 15.
Після розбирання гальмівного механізму всі деталі треба промити миючим розчином МС-6 або МС-8 ТУ 6-12-978-76, продути стисненим повітрям та провести дефектацію
Оглянути внутрішню робочу поверхню барабана та перевірити товщину накладок на первинній 1 та вторинній 7 колодках.
Тріщини та сколи на деталях гальм не допускаються.
Ушкодження різьблення допускається не більше двох ниток.
Зношування гальмівних накладок допускається до рівня 1 5 мм до головок заклепок.
При зносі деталей гальм понад допустимі розміри зношені деталі підлягають заміні.
Погнутість щита гальм рекомендується усувати редагуванням.
При більшій погнутості щити треба замінити.
При складанні гальмівного механізму задніх коліс усі операції треба виконати в послідовності, зворотному розбиранні.
При цьому треба мати на увазі таке.
Не можна міняти місцями положення вторинної та первинної колодок та пружин колодок.
Первинна гальмівна колодка відрізняється від вторинної пружиною, яка має більшу кількість витків та менший діаметр дроту.
При установці стяжної пружини 12 (див. рис.1) і регулювального гвинта 10 гайка 9 повинна бути загорнута до відмови для компенсації товщини нових накладок.
При зносі лише однієї гальмівної колодки задніх коліс на автомобілі слід замінити всі чотири колодки заднього гальма.
При складанні опорних поверхонь втулок і осей треба змастити тонким шаром мастила.
Приклеювання нових накладок до гальмівних колодок.
При необхідності можна замінити гальмівні накладки на колодках, приклеївши нові.
Для забезпечення надійного склеювання фрикційних накладок з колодками гальма треба виконати такі умови.
Приклеювання виробляти клеєм марки ВС-10Т ГОСТ 22345-77 або ТІІР-4 ТУ 38.114513-96 фірми ВАТ СНІІАТІ (м. Ярославль).
Колодки гальма перед приклеюванням накладок повинні бути очищені механічною обробкою від старих слідів за умови збереження геометричної форми згідно креслення.
Після механічної обробки колодок не допускається забруднення підготовленої поверхні пилом, олією та іншими речовинами, що послаблюють клейову сполуку.
На внутрішній поверхні накладок треба видалити глянсовий шар за обов'язкового збереження геометричних розмірів виробу. Нерівності, тріщини, сліди олії та забруднення поверхні не допускаються.
На чисті, знежирені поверхні колодок та накладок наноситься пензлем рівномірний шар клею з розрахунку 1,5-2 г на 100 см 2 площі.
Після нанесення клею деталі повинні бути підсушені на повітрі не менше 15 хв та не більше 90 хв при температурі не нижче 15°С.
Доторкатися руками до поверхні, намазаної клеєм, не допускається.
Склеювання деталей треба проводити у спеціальному пристосуванні, що забезпечує правильне відносне положення накладки та колодки та з притиском накладки до колодки зусиллям 49-78 Н/см 2.
Склеювання деталей повинно відбуватися в сушильній печі при температурі 180°С протягом 120 хв, без урахування часу прогрівання печі до зазначеної температури.
Після приклеювання накладок виріб треба перевірити на відсутність тріщин, сколів, перекосу, відсутність зазору між накладкою та колодкою, відповідність кресленню.
Міцність клейової сполуки повинна відповідати ГОСТ РІСО 6312-93. Зусилля, що руйнує, має бути не менше 100 Н/см 2.
Регулювання гальм задніх коліс
У міру зносу фрикційних накладок необхідно регулювати зазор між накладкою колодки та барабаном з періодичністю 4000 км пробігу.
Для регулювання потрібно виконати таке:
- 1. вимкнути гальмо стоянки;
- 2. підняти задні колеса;
- 3. вийняти пружинні заглушки зі щитів задніх гальм;
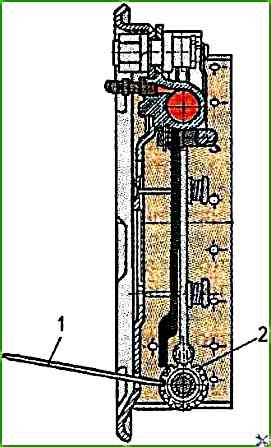
- 4. через отвір у гальмівному щиті спеціальною лопаткою 1 (або широкою викруткою) обертати зірочку регулювального гвинта 2 (на лівому гальмі знизу вгору; на правому - у зворотному напрямку), розвівши колодки до гальмування колеса (не провертається від руки).
Обертаючи зірочку у зворотному напрямку, забезпечити вільне обертання колеса;
- 5. вставити пружинні заглушки.