ЗИЛ-5301 артқы доңғалақтарының тежегіш механизмдері
Артқы доңғалақтардың тежегіш механизмдері аяқ-киім, барабан түрі. Тежегіш механизмдердің конструкциясы 1
суретте көрсетілген
Артқы доңғалақтардың тежеу механизмін бөлшектеу үшін тежеу барабанын кірден тазалап, оның еркін айналатынына көз жеткізу керек.
Тұрақ тежегіш жүйесі босатылған күйде болуы керек.
Тежеу барабанын артқы доңғалақ торына бекітетін алты болтты бұрап алыңыз да, барабандағы шығыңқы жерлер хабтағы ойықтарға сәйкес келетіндей етіп бұраңыз.
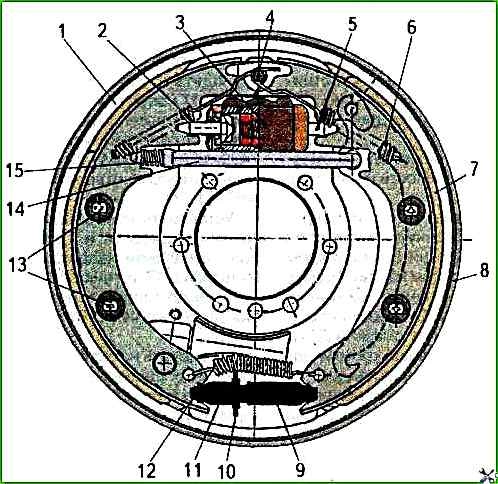
Тақталарды бөлшектеу үшін 4 тіреуіш түйреуіштен 2 және 6 серіппелерді алу үшін сым ілмегін немесе ілгекті пайдаланыңыз; төсеніштерді тежегіш қалқанға 8 бекітетін өзектерді 13 бөлшектеңіз, үстіңгі шыныаяқты тереңдетіңіз және оны шыныаяқтағы ойық штанганың орнына сәйкес келгенше бұраңыз, керме серіппесін 12 шешіңіз.
Қол тежегішінің босату иінтірегін 14 және серіппені 15 төсемдерден ажыратыңыз.
Тежегіш механизмді бөлшектегеннен кейін барлық бөлшектерді MS-6 немесе MS-8 TU 6-12-978-76 жуу ерітіндісімен жуып, сығылған ауамен үрлеп, ақауларды анықтауды жүргізу керек
Барабанның ішкі жұмыс бетін тексеріңіз және негізгі 1 және қосымша 7 төсемдердегі төсемдердің қалыңдығын тексеріңіз.
Тежегіш бөліктеріндегі жарықтар мен чиптерге жол берілмейді.
Екіден артық жіптің жіпті зақымдауы мүмкін емес.
Тежегіш төсемдерінің тозуына тойтарма басына дейін 1-5 мм дейін рұқсат етіледі.
Егер тежегіш бөліктері рұқсат етілген өлшемдерден асып кетсе, тозған бөлшектерді ауыстыру керек.
Иілген тежегіш қалқанды түзету арқылы түзету ұсынылады.
Егер қалқандар көбірек майысқан болса, оларды ауыстыру керек.
Артқы доңғалақтардың тежеу механизмін құрастыру кезінде барлық операцияларды бөлшектеудің кері ретімен орындау керек.
Сіз мынаны есте сақтаңыз.
Қосымша және негізгі төсемдер мен серіппелердің орнын ауыстыруға болмайды.
Негізгі тежеу алаңы бұрылыстар саны көбірек және сым диаметрі кішірек қосымша серіппеден ерекшеленеді.
Керу серіппесін 12 (1-суретті қараңыз) және реттейтін бұранданы 10 орнатқанда, жаңа төсемдердің қалыңдығын өтеу үшін гайканы 9 толығымен бұрап алу керек.
Көлік құралының артқы доңғалақтарындағы бір ғана тежегіш жастықшасы тозған болса, барлық төрт артқы тежегіш төсемдерін ауыстыру керек.
Жинау кезінде төлкелер мен осьтердің мойынтірек беттерін майлаудың жұқа қабатымен майлау керек.
Тежегіш төсемдерге жаңа төсемдерді желімдеу.
Қажет болса, төсемдердегі тежегіш төсемдерін жаңаларын желімдеу арқылы ауыстыруға болады.
Фрикционды төсемдердің тежегіш төсемдерге сенімді жабысуын қамтамасыз ету үшін келесі шарттарды орындау қажет.
Желімдеуді SNIIATI (Ярославль) ААҚ-ның ГОСТ 22345-77 немесе ТИИР-4 ТУ 38.114513-96 VS-10T желімімен жасау керек.
Тежегіш төсемдерін желімдеу алдында, сызбаға сәйкес геометриялық пішінді сақтау шартымен, тежегіш жастықтарды ескі іздерден механикалық тазалау керек.
Тақталарды механикалық өңдеуден кейін дайындалған беттің шаңмен, маймен және жабысқақ қосылысты әлсірететін басқа заттармен ластануына жол берілмейді.
Өнімнің геометриялық өлшемдерін сақтай отырып, төсеніштің ішкі бетіндегі жылтыр қабат жойылуы керек. Бұзушылықтар, жарықтар, май іздері және беткі ластануға жол берілмейді.
Тақталар мен төсемдердің таза, майланбаған беттеріне 100 см 2 аймаққа 1,5-2 г жылдамдықпен щеткамен біркелкі желім қабатын жағыңыз.
Желімді қолданғаннан кейін бөлшектер ауада кем дегенде 15 минут және 15°C төмен емес температурада 90 минуттан аспауы керек.
Желімен қапталған бетті қолмен ұстауға болмайды.
Бөлшектерді желімдеу төсем мен блоктың дұрыс салыстырмалы орналасуын қамтамасыз ететін арнайы құрылғыда және төсемді блокқа 49-78 Н/см 2 күшпен басу арқылы жасалуы керек.
Бөлшектерді желімдеу кептіру пешінде 180°C температурада 120 минут бойы, пештің белгіленген температураға дейін қызуына кететін уақытты қоспағанда жүргізілуі керек.
Қабаттауларды желімдегеннен кейін өнімде жарықтар, жоңқалар, бұрмаланулар бар-жоғын, қабаттасу мен блок арасында саңылаулардың жоқтығын және сызбаға сәйкестігін тексеру керек.
Жабысқақ қосылымның күші сәйкес болуы керек ГОСТ RISO 6312-93. Бұзу күші кем дегенде 100 Н/см 2 болуы керек.
Артқы дөңгелек тежегіштерін реттеу
Фрикциялық төсемдер тозғандықтан, төсеніш төсемі мен барабан арасындағы аралықты 4000 км аралықпен реттеу қажет.
Реттеу үшін келесі әрекеттерді орындаңыз:
- 1. тұрақ тежегішін өшіріңіз;
- 2. артқы дөңгелектерді көтеріңіз;
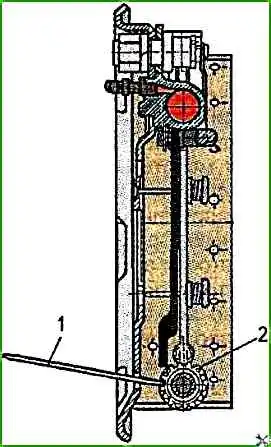
- 3. артқы тежегіш қалқандарынан серіппелі тығындарды алыңыз;
- 4. тежегіш қалқанының тесігі арқылы арнайы шпательді 1 (немесе кең бұрауышты) пайдаланып, реттегіш бұранданың 2 жұлдызшасын бұраңыз (сол жақта тежегіште төменнен жоғарыға; оң жақта - қарама-қарсы бағытта), доңғалақ тежегенше (қолмен айналмайды).
Дөңгелектің еркін айналуын қамтамасыз ету үшін жұлдызшаны қарама-қарсы бағытта бұраңыз;
- 5. серіппелі тығындарды салыңыз.