Д-245 дизельдік май сорғысына қойылатын талаптар
Инжекторлық берілістердің жұбын, сондай-ақ май сорғысының корпусы мен қақпағын бөлшектеуге рұқсат етілмейді
Сорғының корпусында және қақпағында ешқандай жарықтар, зақым немесе үзілген жіптер болмауы керек
Сорап корпусының "G" бетінің тегіс еместігі (1-сурет) бүкіл ұзындықта 0,03 мм-ден аспауы керек.
Инъекциялық берілістермен түйісетін жерлерде май сорғысының корпусының «В» бетіндегі жергілікті тозу мөлшері 0,03 мм-ге дейін рұқсат етіледі.
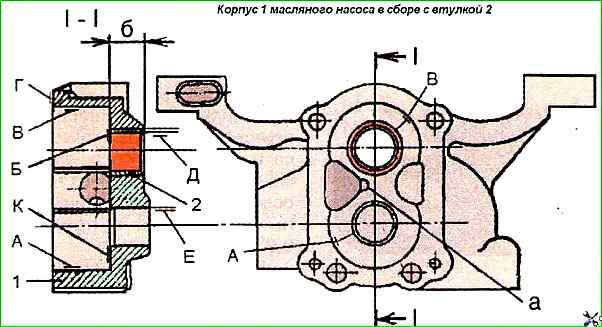
Егер тозу көбірек болса, денені тегістеуге рұқсат етіледі; бұл жағдайда өңделген беттің кедір-бұдырлығы Ra≤1,25 микрон болуы керек.
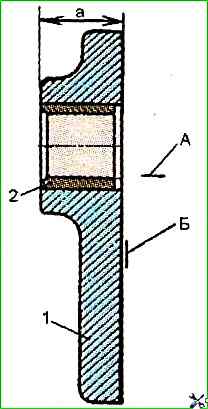
Қақпақтың қалыңдығы (2-суреттегі «a» өлшемі) кемінде 16 мм болуы керек.
Сорғы қақпағының "B" бетінің тегіс еместігі 0,03 мм-ден аспауы керек.
"B" бетінің "А" бетіне перпендикуляр еместігі бүкіл ұзындығы бойынша 0,03 мм-ден аспауы керек.
Шығару берілістерінің биіктігі бірдей және 28-0,040 мм-ге тең болуы керек; биіктік айырмашылығы 0,03 мм-ден аспайды.
Рұқсат етілген 0,06 мм ауытқу кезінде сорғы корпусының розеткаларының тереңдігі 0,06 мм-ге тең болуы керек.
Егер розеткалардың тереңдіктеріндегі айырмашылық 0,06 мм-ден асса немесе розеткалардың соңғы беттерінде терең сызаттар мен саңылаулар болса, тозу белгілері жойылмайынша өңдеуге рұқсат етіледі.
Өңделген беттің «B» (1-суретті қараңыз) «D» бетіне, «K» беті «D» бетіне, «K» бетінің радиуста «E» бетіне қатысты ағуы 18 мм 0, 05 мм аспауы керек.
Резеткаларды «b» өлшемі кемінде 15 мм болатын мөлшерде тереңдетуге рұқсат етіледі.
Өңделген беттердің кедір-бұдырлығы - Ra≤0,25 микрон.
RTM 70.0001.234-83 сәйкес ағынды басқару.
Сорап корпусындағы ойықтың тереңдігі («a» өлшемі) кемінде 3 мм болуы керек.
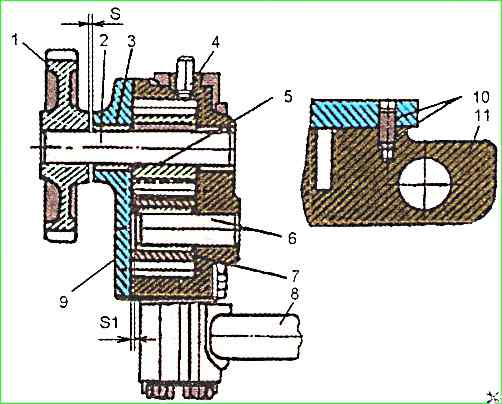
Сорап корпусының қосқышының (S1) жазықтығына қатысты жетекті берілістің түйреуіш ұшының шөгуі 0,7-1,3 мм шегінде болуы керек (3-сурет).
Втулканың сорғының жетектегі беріліс дөңгелегі ұштарынан және сорғы қақпағының беттерінен шығуына жол берілмейді.
Өңдеуден кейін жетектегі тісті доңғалақ төлкесінің тесігінің бойлық қимасының профилінің дөңгелек еместігі және төзімділігі 0,025 мм-ден аспауы керек.
Мұнай сорғысының қысымды берілістерінің (D) бетіне (1-суретті қараңыз) қатысты ойысы 0,04-0,13 мм аралығында болуы керек.
Батудың жоғары мәнімен "G" бетінен металды алып тастауға рұқсат етіледі.
29 мм радиуста өңделген "P" бетінің "D" бетіне қатысты ағуы 0,07 мм-ден аспауы керек.
Өңделген беттің кедір-бұдырлығы Ra≤ 1,25 мкм болуы керек.
Корпус пен сорғы қақпағының төлкелеріндегі тесіктердің диаметрі, сондай-ақ жетектегі беріліс төлкесі 1 8 + 0,059 мм-ге сәйкес келуі керек.
Егер диаметрі үлкенірек болса, төлкелерді жаңасымен ауыстырыңыз, содан кейін оларды қажетті диаметрге дейін өңдеңіз.
Втулканы май сорғысының корпусына «B» бетімен бірдей етіп басу керек.
Втулка саңылауларын өңдеуді бір құрал орнатылған қақпағы бар жиналған сорғы корпусында жүргізу керек.
Өңделген беттердің кедір-бұдырлығы Ra≤ 2,25 мкм.
Өңделген саңылаулардың бойлық қимасының профилінің дөңгелек еместігі және төзімділігі 0,025 мм.
Ең тозған жерлердегі сорғы корпусының розеткаларының диаметрі 42,25 мм болуы керек.
Егер «A» және «B» беттерінің диаметрі 42,41 мм-ден асатын болса, оларды жаңа корпустың диаметріне дейін бұрғылау арқылы қалпына келтіруге болады.
Номиналды өлшемдегі берілістерге арналған розеткаларды эксцентрлік бұрғылауға розетка осьтерінің сорғының сору арнасына қарай жылжуымен де рұқсат етіледі.
2,1 мм-ге дейін орын ауыстыруға рұқсат етіледі. Өңделген беттердің кедір-бұдырлығы Ra≤ 0,20 микрон.
Сорғы корпусы мен разрядтық берілістердің тістерінің жоғарғы бөліктері арасындағы радиалды саңылау 0,125-0,245 мм диапазонында болуы керек.
Корпус втулка саңылаулары, сорғы қақпақтары мен сорғы білігі арасындағы, сондай-ақ төлке тесігі мен ось арасындағы саңылаулар жетек 0,032-0,07 мм шегінде болуы керек.
Цилиндрлік түйреуіштердің 4 (3-суретті қараңыз) түйісетін жазықтықтың үстіндегі шығуы 7±0,2 мм болуы керек.
Жетек беріліс торының ұшы мен жиналған сорғыдағы қақпақ арасындағы "S" саңылау 0,2-ден аспауы керек
Сорғы қақпағын корпусқа бекітетін болттар 18-25 Нм айналу моментіне дейін тартылуы керек.
Жиналған сорғының берілістері кептеліссіз немесе серпілмей қолмен еркін айналуы керек.
Ки-5278 стендіндегі май сорғысын іске қосу және сынау сынау температурасы кезінде тұтқырлығы 11,5÷16 мм 2/с (cSt) мотор майы мен дизельдік отын қоспасында жүргізілуі керек.
Тестілеу кезінде көрсетілген тұтқырлық сақталған жағдайда басқа минералды майларды пайдалануға рұқсат етіледі.
18÷22° С сынақ температурасында 40% M-10G қозғалтқыш майы мен 60% дизель отынынан тұратын қоспаны пайдалануға болады.
Мұнай сорғысы 0,30±02 МПа сорғы шығысындағы қысымда және кері қысымда 2 минут бойы 2320±50 мин -1 сорғы роликінің айналу жиілігінде іске қосылуы керек. 0,7± 0,3 МПа.
Іске қосу процесі кезінде бөліктердің қызып кетуіне, бөгде шуға және интерфейстерде майдың ағуына жол берілмейді. Сорғы білігі, корпус төлкелері және сорғы қақпағы арасындағы саңылаулар арқылы майдың шамалы ағуына жол беріледі.
Жиналған сорғы орындықта сыналуы керек.
Сорап шығыршығының айналу жылдамдығы 3170±25 мин -1 және сорғы шығысындағы кері қысым 0,7÷0,75 МПа болғанда жөнделген сорғының көлемдік шығыны кем дегенде болуы керек. 0,8 дм3/с, ал дискіге жұмсалған қуат 1,3 кВт-тан аспайды.
Құбырларды 0,1±0,02 МПа қысыммен дизельдік отынмен немесе ауамен ағып кетуге сынау кезінде ағып кетуге, тамшыларға немесе ауаның ағып кетуіне жол берілмейді.
Шығу құбырының қосылатын фланецтерінің түйісетін жазықтықтарының тегіс еместігі 0,05 мм-ден аспауы керек.
Шығу құбырын 1,0 МПа қысыммен сумен тығыздыққа сынау кезінде ағып кетуге немесе су тамшыларының пайда болуына жол берілмейді.
")

")
")
")
")
")
")
")