Компрессор жұмыс істеген кезде цилиндр-поршень тобы тозып, клапандардың тығыздығы бұзылады
Осы ақаулар болған жағдайда қозғалтқыштың 2200 айн/мин айналу жиілігінде пневматикалық жүйені толтыру уақыты (ескерту шамдарын сөндірмес бұрын) техникалық сипаттамаларда белгіленген уақыттан, яғни 8 минуттан асады немесе компрессор көрсетілген уақытты дамытпайды. қысым мүлдем, 7-7,5 кгс /см 2
Сонымен қатар, цилиндр-поршень тобының тозуы компрессордың картеріндегі май тұманының цилиндрлерге сіңуіне әкеледі, содан кейін май ауамен бірге пневматикалық жүйеге түседі.
Пневматикалық жүйені ауамен толтырғаннан кейін қысым реттегішіндегі түсіру клапаны ашылады, май ауамен бірге сыртқа лақтырылып, реттегіш пен жақтауға түседі.
Мұнда қозғалтқыш ауа сүзгісінің ластануына байланысты компрессор арқылы май шығыны арта түсетінін атап өткен жөн.
Мәселе мынада, компрессор қозғалтқыштың сору коллекторынан сүзілген ауаны сорып алады.
Сүзгі ластанған сайын, сору коллекторындағы вакуум күшейеді және компрессор, тіпті жұмыс істейтін поршеньдік топ болса да, картердегі май тұманын сорып алады, содан кейін оны шығару кезінде пневматикалық жетекке лақтырады.
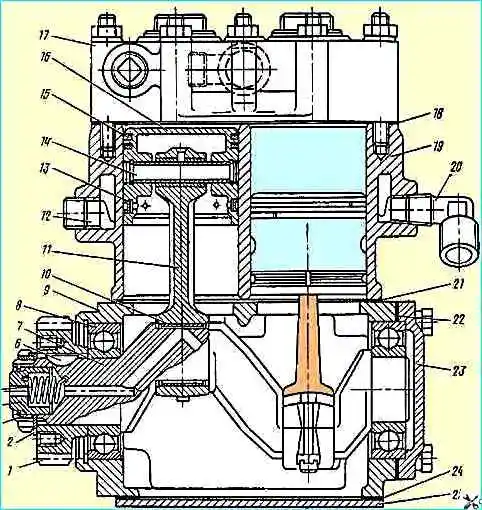
Цилиндр басы тығыздағышындағы 18 ағып кетулер, бастиектердегі немесе блоктағы ішкі жарықтар салқындату жүйесінен сұйықтықтың цилиндрлерге сорылуына, содан кейін ауамен бірге пневматикалық жетекке түсуіне әкеледі.
Кеңейту цистернасындағы салқындату сұйықтығының деңгейі төмендеп, ондағы сұйықтық көпіршіктенеді.
Бұл сығымдау кезінде поршень компрессордың салқындатқыш кеудешеге ауаны итеріп, содан кейін ауа мен сұйықтық кеңейту цистернасына бірігетіндіктен орын алады.
Қарастырылған ақаулардың тағы бір қауіпті салдары бар.
Компрессор цилиндріне түскен сұйықтық цилиндр, поршень және сақиналар арасындағы саңылаулар арқылы компрессордың картерге сіңіп, одан қозғалтқыш май табағына ағады.
Егер сұйық майға түссе, ағып кетуді іздегенде компрессорды да есте ұстау керек.
Әйтпесе, ақаулы компрессорға байланысты қызмет көрсетілетін қозғалтқыш қателікпен жөндеуге жіберіліп, ақаулы компрессор басқа қызмет көрсетілетін қозғалтқышқа қайта орнатылуы мүмкін.
Компрессорды майлауға арналған май қозғалтқыштың орталық май арнасынан иінді білікке орнатылған механикалық тығыздағышқа 4 беріледі.
Тығыздау 5 серіппе арқылы маховик корпусына басылады.
Егер механикалық тығыздағыш айтарлықтай тозған болса, сондай-ақ серіппе сынған болса, май компрессорды айналып өтіп, тісті беріліс блогына, содан кейін қозғалтқыштың шұңқырына құйылады.
Бұл ақаулық компрессордың ғана емес (майлаудың жоқтығынан ұсталып қалуы), сонымен қатар қозғалтқыштың (майдың ашығуынан иінді білік төсеніштерінің иілісі) істен шығуына әкелуі мүмкін.
Шығару клапандарының толық ашылмауы компрессор шығысындағы ауаның қызып кетуіне әкеледі.
Компрессорды бөлшектеу
Тірекке орнатылған компрессорды бөлшектеу цилиндр басын алудан басталады. Содан кейін кіріс клапандары, олардың бағыттағыштары мен орындықтары цилиндрлер блогының розеткаларынан алынады.
Блоктың басын тіреуіште ұстап, бүрку клапанының тығындарын бұрап алыңыз, клапандарды, орындықтарды және тығыздағыш тығыздағыштарды алыңыз.
Бөлдіргіш шайбаның 2 бұрандасын майыстырыңыз және иінді біліктің берілісін бекітетін гайканы 3 бұрап алыңыз, бекіткіш шайбаны алыңыз.
Содан кейін құрылғының көмегімен компрессор жетек тетігі алынып, 6-кілт иінді біліктің ойығынан шығарылады.
Иінді біліктен механикалық тығыздағыш пен серіппені алу үшін алдымен иінді біліктен тарту сақинасын алып тастау керек.
Төменгі қақпағы жоғары тұрған тұғырдағы компрессорды бұрап, бекіткіш болттарды бұрап босатыңыз және төменгі қақпақты тығыздағышпен 24 алыңыз.
Одан кейін шатунның қақпақтарын бекітетін гайканы бұрап, бұрап алу керек, қақпақтарды алып тастаңыз.
Шатунның төменгі басының ұшын балғаның сабымен түрту арқылы поршеньді шатунмен алып тастаңыз.
Лузерлерді алып тастағаннан кейін, болашақта шатастырмау үшін қақпақтарды және шатундарды болттармен жұппен жалғау керек. бар шатун Қақпақ жинақ ретінде өңделеді, сондықтан олар тек жұппен ауыстырылады.
Компрессорды цилиндрлер блогымен жоғары бұраңыз, блокты картерге бекітетін гайкаларды бұрап алыңыз да, цилиндр блогын 21 май дефлекторлық пластиналарымен алып тастаңыз.
Осыдан кейін артқы картер қақпағын 23 бекітетін болттарды бұрап, қақпақты алыңыз.
Иінді білікті картерден шығармас бұрын жетектің беріліс жағында орнатылған негізгі мойынтіректің тарту сақинасы алынады.
Шатунды тіреуіште ұстап, поршеньнен сығымдағыш май сақиналарын алыңыз және поршеньдік істіктің тарту сақинасын алыңыз.
Поршеньді 14 істікшесін басқаннан кейін поршеньді шатуннан ажыратыңыз, содан кейін шатунның жоғарғы басынан втулканы басыңыз.
Компрессор бөлшектерінің ақаулары
Егер ақаулар анықталса, жарықтары, жоңқалары, саңылаулары, жұмыс беттерінде сызаттар және басқа да механикалық зақым бар бөлшектер қабылданбайды.
1-кесте:
Өлшем - Цилиндр диаметрі, мм - Таңбалау
- Номиналды - 60+0,03 - 0;
- Бірінші жөндеу - 60,4+0,03 - +0,4;
- Екінші жөндеу - 60,8+0,03 - +0,8
Егер цилиндрлердің ішкі беті 0,02 мм-ден астам тозған болса, цилиндрлерді жөндеу өлшеміне дейін бұрғылау қажет (1-кесте).
Алу клапанының астындағы отырғыштың диаметрі 17,027 мм-ден аспауы керек.
Компрессор картеріндегі шарикті мойынтіректердің диаметрі 72,05 мм-ден аспауы керек.
Диаметрі үлкенірек мойынтіректердің кедергіге сәйкестігі қамтамасыз етілмейді.
Компрессор басының цилиндрлер блогына жанасу бетінің тегіс еместігі 0,1 мм-ден аспауы керек.
Шығару клапанының орындықтарының бетіндегі тозу қаупі мен іздері клапандарды тегістеу және тегістеу арқылы жойылады.
Шығару клапанын орнатуға арналған тесіктің диаметрі 28,8 мм-ден аспауы керек.
2-кесте:
Өлшем - шатун журналдарының диаметрі, мм - Таңбалау
- Номиналды - 28,5-0,021 - 0;
- Бірінші жөндеу - 28,2-0,021 - -0,3;
- Екінші жөндеу - 27,9-0,021 - -0,6
Шарлы подшипниктер мен тісті доңғалақтардың иінді білігінің диаметрі кемінде 35 мм, механикалық тығыздағыш үшін 25,05 мм, шпонканың ені 5,02 мм-ден аспауы керек.
Шатун журналдары тозған кезде, олар келесі жөндеу өлшеміне (кесте) тегістелуі керек.
3-кесте:
Топ - Втулкадағы түйреуішке арналған тесік диаметрі, мм - Таңбалау түсі
- I - 12.507-12.504 - ақ;
- II - 12,504-12,501 - жасыл;
- III - 12.501-12.498 - көк;
- IV - 12,498-12,496 - қызыл
Ұзындығы 100 мм-ден асатын шатунның жоғарғы және төменгі бастарындағы саңылау осьтерінің параллельділігі (иілу) 0,1 мм-ден аспауы керек.
100 мм ұзындықтағы үстіңгі және астыңғы бастардың тесіктерінің осьтерінің қисаюы (бұралу) 0,15 мм-ден аспауы керек.
Шатунның төменгі басының диаметрі 32,02 мм-ден аспауы керек, ал жоғарғы басының төлкесінің диаметрі 12,507 мм-ден аспауы керек.
Егер үстіңгі басты втулка бос болса, оны ауыстыру керек.
Втулканы ауыстырған кезде майлау саңылауын бұрғылап, төлкені номиналды өлшемге бұру керек.
Шатундар кішірек тесік диаметріне сәйкес 0,003 мм аралықпен топтарға бөлінеді және бояумен белгіленеді (кесте).
4-кесте
Өлшем - поршень диаметрі юбка, мм - төменгі жағында поршень диаметрі, мм - белгілеу:
- Номиналды - 59,9-0,03 - 59,8-0,03 -;
- Бірінші жөндеу - 60,3-0,03 - 60,2-0,095 - +0,4;
- Екінші жөндеу - 60,7-0,06 - 60,6-0,195 - +0,8
Шығару клапанының тығынының биіктігі кемінде 31,1 мм болуы керек.
Тығыздағыштың диаметрі 24,94 мм кем емес.
Компрессордың жетек тетігі үшін қадамдық шеңбердің хордасы бойындағы тістің қалыңдығы кемінде 4,2 мм, ал кілттік ойықтың ені бойынша 5,15 мм-ден аспауы керек.
5-кесте
Топ - поршень ойығындағы түйреуіш тесігінің диаметрі (иштік диаметрі) - таңбалау түсі:
- I - 12,500-12,497 - ақ;
- II - 12,497-12,494 - жасыл;
- III - 12,494-12,491 - көк;
- IV - 12,491-12,488 - қызыл
Поршеньдің түбі мен белдемшесінің тозуына номиналды немесе жөндеу өлшемінен 0,015 мм артық рұқсат етілмейді (5-кесте).
Жөндеу өлшемі поршеньдер түбінің сыртқы бетінде белгіленген.
Поршень басындағы саңылау диаметрі 12,5 мм-ден аспауға рұқсат етіледі.
Бастықтағы тесіктің диаметріне сәйкес поршеньдер әрбір 0,003 мм сайын топтарға бөлінеді (6-кесте).
Поршеньдік істіктің диаметрі кемінде 12,488 мм болуы керек. Саусақтар диаметрі бойынша топтарға бөлінеді.
Топтардағы өлшемдер мен белгілер поршеньдерге арналған өлшемдер мен белгілерге сәйкес келеді (6-кестені қараңыз).
Номиналды немесе жөндеу өлшемінен (7-кесте) 0,01 мм артық лайнердің тозуына жол берілмейді.
6-кесте
Өлшем - Қалыңдығы, мм - Таңбалау:
- Номиналды - 1,75-0,013 -;
- Бірінші жөндеу - 1,90-0,013 - -0,3;
- Екінші жөндеу - 2,0,5-0,013 - -0,6
Тексеру кезінде сақина өлшегіштерде поршеньдік сақиналар орнатылады.
Калибрде орнатылған поршеньдік сақинаның құлыпындағы саңылау 0,2-0,6 мм аралығында болуы керек.
Сақиналарды жөндеу жинақтары жасыл бояумен белгіленген; сақиналарды тексеруге арналған өлшеуіштердің диаметрлері кестеде көрсетілген.
7-кесте
Өлшем - Калибр диаметрі, мм - Сақина белгілері:
- Номиналды - 60 - белгіленбеген;
- Алғашқы жөндеу - 60,4 - ені 10 мм бір жолақ;
- Екінші жөндеу - 60,8 - Ені 10 мм екі жолақ
Компрессор жинағы
Компрессорды жинамас бұрын мынаны таңдау керек:
- - топтарда поршеньдік түйреуіштер поршеньдерге және шатундар оларға басылған төлкелермен;
- - цилиндрлерге поршеньдерді жөндеу өлшемдері бойынша;
- - жөндеу өлшемдері бойынша, поршеньдік сақиналардан поршеньдерге;
- - иінді біліктің төсемдерінің жөндеу өлшемдері бойынша. Втулканы шатунның жоғарғы басына басқан кезде, втулкадағы тесік шатундағы май арнасымен сәйкес келуін қамтамасыз ету керек.
Поршеньдік түйреуіш 0,003 мм саңылаулары бар поршень ойықтарындағы саңылауларға сәйкес келуі керек және балғаның жеңіл соққыларының әсерінен поршеньдік тесіктерге кіру керек.
Поршеньдік түйреуіш пен шатун төлкесінің арасындағы интерфейстегі саңылау 0,004-0,010 мм диапазонында болуы керек. Саусақ жеңнің тесігіне қол күшімен мықтап кіруі керек.
Бұрын үйкеліс беттерін қозғалтқыш майымен майлап болған соң, шатунды поршеньге орнатып, саңылауларды туралап, поршеньдік істікке басыңыз. Істік поршеньге тарту сақиналары арқылы бекітілген.
Сақиналар поршеньге орнатылады.
Поршеньге сығымдау сақиналары жоғары қарай сатылы ойығы бар орнатылады, іргелес сақиналардың қосылыстары қарама-қарсы бағытта болуы керек.
Сақина мен ойық арасындағы саңылау 0,035-0,09 мм болуы керек.
Одан кейін компрессор басын жинау керек. Ол үшін ағызу клапанының орындық тығыздағыштарын басына орнатыңыз, клапан орындықтарын бұраңыз, ағызу клапандарын, серіппелерді және тығынды тығыздағыштарды салыңыз, ағызу клапанының тығындарын бұраңыз.
Мойынтіректері бар иінді білік жинағы компрессор картерінде сақинаға қарсы тоқтағанша орнатылады.
Одан кейін иінді біліктің ойығына кілт орнатылады, білікке және кілтке тісті беріліс орнатылады, ол білікке гайкамен және бекіткіш шайбамен бекітіледі.
Иінді білікке орнатылған серіппе мен тығыздауыш тарту сақинасымен бекітілген.
Тығыздағышты орнатқаннан кейін оның қозғалғыштығын тексеру керек: ұшын саусағыңызбен басқан кезде, тығыздағыш еркін қозғалуы керек.
Компрессордың картерін тұғырға орнатып, тығыздағыштар жинағын 22 таңдағаннан кейін, артқы қақпақты картерге бекітіңіз.
Содан кейін картерге пластина рефлекторын 21 орнатып, цилиндр блогын оған бекітіңіз.
Картер жинағы бар цилиндр блогын стендтегі картер жоғары қаратып бұра отырып, цилиндрлер мен иінді білік арқылы сығылған ауаны үрлеңіз.
Иінді біліктің ілгектері сияқты жөндеу өлшеміндегі төсемдерді шатунға және шатун қақпағына орнатыңыз.
Бұрын цилиндрлердің, поршеньдердің және иінді біліктің иінді білігінің беттерін қозғалтқыш майымен майлап, цилиндрлерге поршеньдер мен шатундардың жинақтарын орнатыңыз.
Одан кейін иінді білік журналдарына қаптамалар жинақтарын орнатыңыз және бекіту гайкаларын 1,6-1,8 кгм айналу моментімен қатайтыңыз, гайкаларды бекітіңіз.
Одан кейін иінді біліктің айналу жеңілдігін тексеріңіз. Бұрылу моменті 0,8 кгс м-ден аспауы керек.Бұрын жанасу беттерін нитроэмальмен майлап, төменгі қақпақты тығыздағышпен картерге бекітіңіз.
Алу клапанының орындықтарын цилиндрлер блогына басып, бағыттағыштар мен клапандарды орнатыңыз.
Алу клапанының серіппелері мен тығыздағышты 18 орнатқаннан кейін басын цилиндр блогына бекітіңіз. Басты бекіту гайкаларын екі қадаммен біркелкі қатайтыңыз.
Жаңғақтардың соңғы тартылу моменті 1,2-1,6 кгм болуы керек.
")

")
")
")
")
")
")
")