Жанармай бүрку сорғысын алу
Жоғары қысымды отын сорғысын алу үшін:
- - қозғалтқышты тоқтату рычагының және басқару тетігінің қолмен басқару кабельдерін, отын беруді басқару штангасын, сорғыға жанармай беру желілерін, розеткаларды, су төгетін желілерді және жұқа отын сүзгісінен желіні, майды ажыратыңыз. сорғыға жеткізу құбыры, май ағызатын құбыр;
- - жетекті жартылай муфтаның екі болттарын бұрап алыңыз (болттарды бұрап алу үшін ілінісу корпусының люкі арқылы маховиктегі саңылаулар арқылы иінді білікті ломмен бұрап, ыңғайлы жағдайға жылжытыңыз);
- - отын беретін ұшқындарды, жоғары қысымды желілерді (оларды алып тастаңыз), қосымша тежегіш жүйесінің клапанына ауа беру желісін ажыратыңыз;
- - жанармай сорғысын бекітетін төрт болтты бұрап алыңыз;
- - сорғыны алыңыз.
Жоғары қысымды отын сорғысын орнату үшін:
- - иінді білікті бірінші цилиндрде жанармай бүрку басталуына сәйкес күйге бұру (құлыптау маховикпен қосылған); бұл жағдайда жетектің жарты муфтасының кілттік ойығы орналасуы керек:
- - төменде, қозғалтқыштар үшін. 740.11-240 және мод. 740.14-300;
- - қозғалтқыш режимі үшін маховик жағынан қарағанда сол жақта көлденең күйде. 740.13-260;
сорғыны қозғалтқышқа орнатыңыз, туралаңыз:
- - сорғы корпусындағы және жанармай бүркуінің алдын ала муфтасындағы белгілер, модтық қозғалтқыштар үшін. 740.11-240 және мод. 740.14-300;
- - қозғалтқыш режимі үшін отын бүрку сорғысының корпусындағы индикаторы бар жетектелген жарты муфтаның фланеціндегі орнату белгісі. 740.13-260;
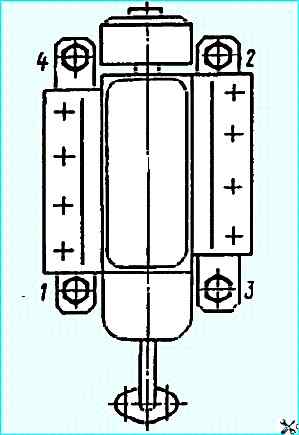
- - суретте көрсетілгендей сорғыны орнату болттарын қатайтыңыз;
- - белгілердің өзара орналасуын бұзбай, жетектің жетекші жарты муфтасының үстіңгі болтын қатайтыңыз, құлыпты шағын ойыққа жылжытыңыз, иінді білікті бір айналымға айналдырыңыз және жетектегі жарты муфтаның екінші болтын бұраңыз;
- - ілініс корпусының люк қақпағын орнату;
- - жоғары қысымды құбырларды, мұнай беретін құбырды жоғары қысымды жанармай сорғысына және майды ағызатын құбырға, ауа беретін құбырды қосалқы тежегіш жүйесінің клапанына, төмен қысымды құбырларды, отын беруді басқару штангасына қосыңыз. , тоқтату тұтқасының қолмен басқару кабельдері мен реттегішті басқару тұтқасы.
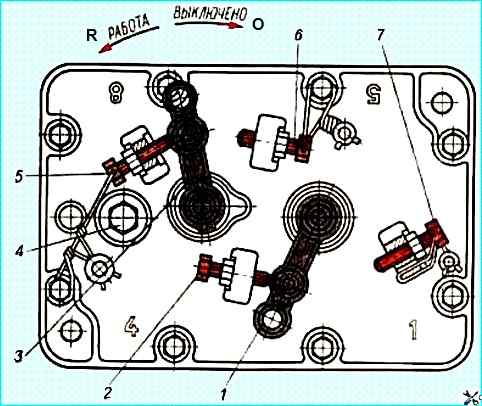
Жоғары қысымды отын сорғысын орнатқаннан кейін қозғалтқышты іске қосыңыз және 600±50 мин -1 болуы тиіс ең аз бос жүріс жылдамдығын реттеу үшін 2-болтты (сурет. Жанармай бүрку сорғы реттегішінің қақпағын) пайдаланыңыз.
Жоғары қысымды отын сорғысын жөндеу кезінде:
- - сорғы корпусында жарықтар болса және негізгі жіптері аршылған болса ауыстырыңыз;
- - плунжер втулкасының ақауларына саңылаулардағы металдың сынуы және қабыршақтануы, сызаттар, сызаттар, жұмыс бетінің тозуы, кіріс және кесу терезелерінің диаметрінің ұлғаюы, отыру орындарындағы жарықтар мен әлсіреу (жоңқа, металдың қабыршақтануы және жарықтар түзетілмейтін ақаулар болып табылады).
Плунжер втулкасының жұмыс бетінің тозуын 0,001 мм дәлдікпен өлшеңіз, сопақша, конустық және втулка саңылауының ұлғаюын микрометрмен немесе бөлу мәні 0,001 мм-ге дейінгі ішкі беттерді өлшеуге арналған индикаторлық аспаппен және конустық калибрлер;
- плунжер ақауларына металл сынықтары және жұмыс бетіндегі сызаттар, жұмыс бетінің тозуы және жарықтар жатады.
Плунжер геометриясының бұрмалануын миниметрмен 0,001 мм дәлдікпен оның көрсеткішін бастапқы үлгі бойынша нөлге орнату кезінде немесе конустық гильза түріндегі калибрмен анықтау;
- жүк түсетін қысымды сынау стендінде плунжер жұбындағы саңылау өлшемін тексеріңіз.
Тестілеу алдында жұптастырылған бөліктерді сүзгіден өткен дизель отынында жақсылап шайыңыз.
Поршень жұбын тіреу розеткасына, ал поршеньді максималды беру күйіне орнатыңыз.
Жоғарыдағы поршень кеңістігін сүзгіден өткен дизельдік отынмен толтырыңыз.
Тығыздау тақтасын втулканың соңына орнатыңыз, оны бұрандамен бекітіңіз, содан кейін жүк ысырмасын босатыңыз. Оның әсерінен отын бірте-бірте будағы саңылау арқылы сыға бастайды m алшақтық неғұрлым үлкен болса, соғұрлым жылдамырақ.
Поршеньдегі жүктеменің мәні 19,1-20,1 МПа (195-205 кгс/см 2) отын қысымының мәніне сәйкес келуі керек.
Жүктің әсерінен поршеньді кесу сәтіне дейін толық көтеру, гильза мен плунжер арасындағы саңылау арқылы жанармайдың сығуымен бірге кемінде 20 с ішінде болуы керек.
Плунжердің көтерілу уақыты 40 секундтан асатын, сүзілген дизельдік отынмен суланған поршень жұбын алдын ала астына таза қағаз парағын салып, жең ұшына тік күйде орнатыңыз.
Бес минут күткеннен кейін жұпты плунжердің құйрығымен көтерген кезде, жең өз салмағының әсерінен плунжерден құлап кетуі керек;
- плунжер итергіші 0,025-0,075 мм аралығы бар сорғы корпусының тесігіне орнатылған.
Жұмыс кезінде максималды рұқсат етілген саңылау 0,2 мм. Плунжер тірегінің сыртқы диаметрін микрометрмен немесе штангенциркульмен өлшеңіз;
- құрастыру блогында итергіш ролик - ролик втулкасы - ролик осі, негізгі ақау - түйісетін беттердің тозуы.
Жұптасудағы жалпы саңылау 0,022-0,087 мм, рұқсат етілген ең жоғары - 0,3 мм (индикатор басымен өлшеңіз).
Егер тозу көрсетілген шектен асып кетсе, өлшемдерді бөлек алып, итергішті бөлшектеңіз және жөндеңіз.
Шығыршық осіндегі беттердің тозуының максималды рұқсат етілген аралығы - роликті втулка қосылымында 0,12 мм, ролик втулкасында - итергіш роликті қосылымда 0,18 мм.
Бөлшектердің сыртқы беттерін микрометрмен, ал ішкі беттерін саңылау өлшегішпен және индикатормен өлшеңіз.
- таратқыш білігінің бетінде металды кесуге, сызып тастауға, жіптерді жоюға немесе коррозия ізіне жол берілмейді.
Жұдырықша профилінің максималды рұқсат етілген height кемінде 47,7 мм (CD бойынша жұдырықша профилінің height 47,95-48,05 мм).
47,7 жақшаны пайдаланып өлшемдерді алыңыз; мойынтіректердің ішкі сақиналарына арналған журналдардың диаметрі кемінде 30,0 мм (CD 30.002-30.011 мм сәйкес), манжеттің герметикалық жиегінің керілуі - кемінде 0,5 мм болуы керек;
- шығару клапанының бетінде жарықтар, ойықтар және коррозия іздері болуына жол берілмейді.
Клапанның тозуы тығыздағыш конусы бойындағы тығыздықтың жоғалуымен және клапанның орындыққа жабысуымен көрінеді.
Ақауларды анықтау үшін 10 есе үлкейткіш әйнекті пайдаланыңыз.
Егер тығыздағыш жоғалса, отырғыш пен клапанды конус бойымен ГОСТ 3647-71 пастасымен ұнтақтаңыз; егер клапан орындыққа кептелсе, бөлшектерді бензинмен немесе дизельдік отынмен жуыңыз.
Кептелу шешілмесе, жұпты ауыстырыңыз;
- тірек рычагының түйреуіштерін біріктіру кезіндегі рұқсат етілген ең үлкен саңылау - тірек ойығы 0,18 мм (CD 0,025-0,077 мм бойынша), қарғыбау осінің түйісу кезіндегі рұқсат етілген ең үлкен саңылау. айналмалы гильзаның - жанармай сорғысының тартпасының ойығы 0,3 мм (CD 0,117 - 0,183 мм бойынша).
Саңылауларды өлшеу үшін саңылау өлшегішін пайдаланыңыз.
Жылдамдық реттегішін жөндеу кезінде:
- реттегіштің үстіңгі және артқы қақпақтарында жарықтар болса, ауыстырыңыз.
Реттегіштің артқы қақпағындағы торлы май сүзгісі бітеліп қалса, оны сығылған ауамен үрлеп шығарыңыз. Сүзгі ақаулы болса, оны ауыстырыңыз.
Сүзгі арқылы жұмыс істейтін май ағынының жылдамдығы 98,1-294 кПа (1-3 кгс/см 2) қысымда кемінде 1,6 л/сағ болуы керек;
- салмақтармен жинақталған реттегіш салмақ ұстағышын одан әрі пайдалануға жарамдылығын анықтау үшін бөлшектемей тексеріп, өлшеңіз, өйткені басқан кезде бөлшектер зақымдалуы мүмкін және статикалық айырмашылықпен таңдалған салмақтардың жұптасуы мүмкін. моменті 196 кПа аспайды (2 кгс/см 2 қараңыз).
Құрастыру блогын ішінара немесе толық бөлшектеу тозу рұқсат етілген шектен асқанда немесе бөлшектер зақымдалған жағдайда ғана орындалуы керек.
Реттегіш серіппелі тұтқасы мен сорғы корпусына басылған тұтқа осі арасындағы саңылау 0,3 мм-ден аспауы керек
Төмен қысымды сорғыны және алдын ала іске қосу отын сорғысын жөндеу кезінде:
- - корпуста жарықтар, сынықтар, механикалық зақымданулар, қосылатын бөліктердің қозғалғыштығын жоғалтуға әкеп соқтыратын коррозия болса, төмен қысымды сорғы мен отын сорғышын ауыстырыңыз;
- - төмен қысымды сорғыны бөлшектегенде және құрастырған кезде, поршень мен сорғы корпусы дәл сәйкес келетін жұп және оларды бөлшектеуге болмайтынын есте сақтаңыз.
Сорғы қажетті сипаттамаларды қамтамасыз етпесе ғана бөлшектеледі және жөнделеді;
- - төмен қысымды сорғы шток-втулка жинағының жағдайына ерекше назар аударыңыз, өйткені таратқыш білігінің қуысына түсетін отын мөлшері муфтаның тозу мөлшеріне байланысты.
Көрсетілген жұптасудағы саңылау 0,012 мм-ден аспауы керек.
Ауа қысымының 490 кПа (5 кгс/см 2) -дан 392 кПа (4 кгс/см 2) дейін төмендеуіне кететін уақытты анықтау арқылы, сорғы корпусынан төлкені алмай-ақ, саңылау өлшемін тексеріңіз. 30 см 3 батареяда.
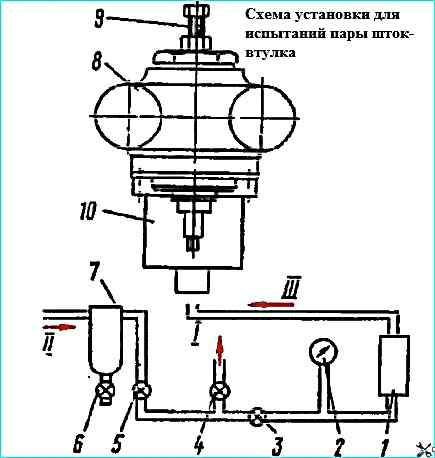
Дәл құрастыру бірлігінің тығыздығын өлшеуге арналған орнату диаграммасы суретте көрсетілген.
Құрылғыға сорғы корпусын 8 орнатыңыз, аккумуляторды кемінде 539 кПа (5,5 кгс/см 2) қысымға дейін қысылған ауамен толтырыңыз, оны сығылған ауа желісінен герметикалық түрде ажыратыңыз және батареяның 490 кПа (5 кгс/см 2) 392 кПа (4 кгс/см 2) төмендеуіне әкелетін уақытты өлшеңіз.
Алынған уақытты сәйкестік аралығы 0,012 мм болатын анықтамалық дәлдік жұбының ұқсас тығыздық көрсеткіштерімен салыстырыңыз.
Тығыздығы анықтамалық мәннен аз болса, жұпты ауыстырыңыз немесе жөндеңіз.
Жұптың тығыздығын оңайырақ тексеруге болады: сүзгіден өткен дизель отынын өзек пен төлке арасындағы саңылау арқылы өткізіңіз.
20 минут ішінде саңылау арқылы ағып жатқан жанармайдың көлемі 1 см 3 аспауы керек.
Егер өзек-втулка жинағы ауыстырылса, төмен қысымды сорғы корпусындағы жіп беті мен шеткі бетін желім қалдықтарынан тазалаңыз.
Эпоксидті желім арқылы жаңа өзек төлкесін сорғы корпусына орнатыңыз.
Қосылымның беріктігі мен тығыздығын қамтамасыз ету үшін алдымен сорғы корпусының және втулканың тазартылған жанасу беттерін B-70 бензинімен майсыздандырыңыз.
Шыбық төлкесін 9,81 Нм (1 кгс/м) айналу моментіне дейін қатайтқаннан кейін ондағы шыбықтың қозғалу жеңілдігін тексеріңіз. Қажет болса, тарту моментін азайтыңыз.
Сынақ кезінде сорғы ағынын тексеріңіз.
Сызба бойынша сынақ орнатуды орындаңыз: жанармай багы - дөрекі отын сүзгісі - вакуум өлшегіш - жанармай сорғысы - манометр - өлшеу цистернасы.
Ішкі диаметрі кемінде 8 мм болатын мөлдір құбырларды пайдаланып схема элементтерін жалғаңыз.
Сорғының кірісінде вакуум және шығыста кері қысым жасау үшін клапандарды орнатыңыз.
Жазғы дизель отынын 25-30° C температурада тексеріңіз, жүйеде ауа болмаған жағдайда мөлдір құбырлардағы отын ағынының тазалығын тексеріңіз.
Сорап отынды сорғыдан 1 м төмен орнатылған резервуардан сорып алуы керек.
Тарату білігінің жылдамдығы 1100-1300 мин -1 кезінде сорғы шығыны, 23 кПа (173 мм сын. бағ.) кіріс фитингіндегі вакуум және кері қысым:
- - 80-100 кПа (0,8-1,0 кгс/см 2) мод қозғалтқыштары үшін кемінде 3 л/мин болуы керек. 740.11-240 және мод. 740.13-260;
- - 125 кПа (1,25 кгс/см 2) 740,14-300 қозғалтқышы үшін кемінде 3,5 л/мин болуы керек.
Шығу клапаны толығымен жабылған және таратқыш білігінің айналу жылдамдығы 1100-1300 мин -1 болғанда сорғы кемінде қысым жасауы керек:
- - 400 кПа (4 кгс/см 2) - мод қозғалтқыштары үшін. 740.11-240 және 740.13-260;
- - 600 кПа (6 кгс/см 2) - 740.14-300 қозғалтқышы үшін.
Кіріс клапаны толығымен жабылған және таратқыш білігінің белгіленген жылдамдығы кезінде сорғы жасайтын ең аз вакуум:
- - 52 кПа (390 мм Hg) - мод қозғалтқыштары үшін. 740.11-240 және 740.13-260;
- - 70 кПа (525 мм Hg) - қозғалтқыш үшін 740.14-300;
- - стендте алдын ала отын сорғысын схемамен тексеріңіз: отын багы - дөрекі сүзгі - отын сорғысы. Сорғы отынды қол сорғысынан 1 м төмен орнатылған резервуардан беруі керек.
Поршень астына ауаны 200-300 кПа (2-3 кгс/см 2) қысыммен 5-6 секундқа беру арқылы сорғыны ағып кетуді тексеру үшін, қуысты алдын ала сулау арқылы дизельдік отын.
Автоматты отын бүрку ілінісін алу үшін құралды пайдаланыңыз.
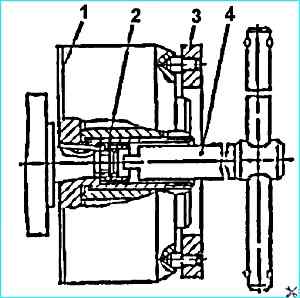
Алдымен гайканы 2 бұрап алыңыз (суретті қараңыз. Жанармай бүрку алдын ала муфтаны бекітетін гайканы бұрап алу) муфтаны бекітіңіз.
Ол үшін бұрауышты 4 гайка ойығына салып, 1 муфтаны 3 кілтпен бұрылудан ұстап тұрып, гайканы бұрап шығарыңыз.
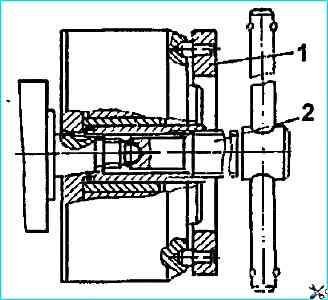
Одан кейін оны қосыңыз Тартқыш 2 (Cурет. Муфтаны құрылғымен алу) арқылы муфтаны алыңыз.
Муфтаны бөлшектеу үшін:
- корпустан бұрандаларды бұрап алыңыз және майды төгіңіз:
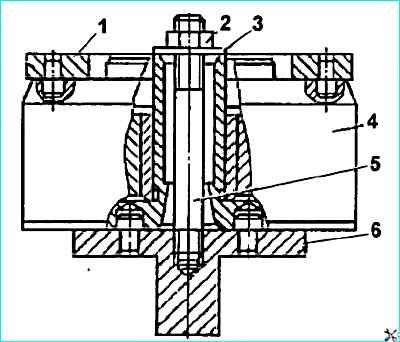
- - құрылғының тұғырын 6 (Муфтаны бөлшектеу суреті) үстелдің тіреуішіне бекітіңіз және оған муфтаны орнатыңыз, шпильканы 5 тірекке бұраңыз, шайбаны 3 орнатыңыз және гайкамен 2 қатайтыңыз;
- - корпусты 5 бұрап алу үшін 1 кілтін пайдаланыңыз (суретті қараңыз. Автоматты отын бүркуінің алдын ала ілінісу);
- - аралық 12, салмақтар 11, серіппелер 8 бар жетекші жарты муфтаны 1 алыңыз;
- - 4 және 2 манжеттерді басыңыз.
Жүктемелердің статикалық моментке сәйкес таңдалғанын ескере отырып, оларды келесі орнату үшін жұптаңыз.
Муфтаны құрастыру үшін:
- - манжетаны 4 жетекші жарты муфтаның тесігіне басыңыз;
- - жетекші жарты муфтаны жетекшінің хабына оправкамен орнату;
- - реттелетін төсемдерді 6 және серіппелерді 8 шыныаяқтарға 7, серіппелері бар шыныаяқтарды орнатыңыз
- - жүктердің бағыттаушы саңылауларына, онда олар кептеліссіз еркін қозғалуы керек.
Муфта бөліктерінің кез келген орнында профиль беті мен аралық аралық 0,15 мм-ден аспауы керек.
Алдыңғы жарты муфтаны бұру арқылы жүктерді тоқтатқанда, бос орындардың бірі 0,1 мм-ден аспауы керек, екіншісі нөлге тең болуы керек.
Аралықтарды таңдау арқылы аралықтарды реттеңіз:
- - гильзаны 2 ішкі шетімен бірдей етіп муфта корпусына басыңыз;
- - жетекті жарты муфтаның ойығына резеңке тығыздағыш сақинаны 14 орнату;
- - корпусты басқарылатын жартылай муфтаға бұрап, 314-343 Нм (32-35 кгфм) айналу моментіне дейін қатайтыңыз;
- - жетекті жарты муфтаны үш жерден бекітіңіз.
Корпусты орнатпас бұрын корпус пен серіппелі шыныаяқтар арасындағы салмақтары аяғына дейін біріктірілген тең аралықтарды қамтамасыз етіңіз. Саңылаулардағы айырмашылық 0,2 мм-ден аспауы керек.
Жинаудан кейін муфтаны қозғалтқыш үшін пайдаланылатын қозғалтқыш майымен толтырыңыз.
Инжекторды бөлшектеу үшін I801.20.000 құрылғысын пайдаланыңыз.
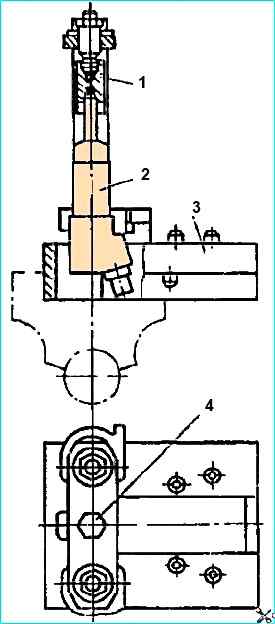
Құрылғының 2 жақтауын (Cурет. Саптаманы бөлшектеу) ілгекке бекітіңіз, бүріккішті жоғары қаратып саптаманы жақтаудың ойығына орнатыңыз.
4-болтты бұрап жатқанда, саптама саптамасын 1-аяғымен басыңыз, содан кейін саптама гайкасын бұрап алу үшін ашық кілтті пайдаланыңыз.
Болтты 4 бұрап алған соң, саптаманы құрылғыдан шығарып, бөліктерге бөліңіз.
Бүріккіштің корпусы мен инесі жұп ретінде таңдалғанын және оларды бөлшектеуге болмайтынын есте сақтаңыз. Корпус пен бүріккіш ине арасындағы рұқсат етілген ең үлкен аралық 0,006 мм.
Бүріккіш иненің жүрісін 0,4 мм-ден жоғарылатуға жол бермеңіз, бүріккіш саңылаулардың диаметрі 0,38 мм-ден аспауы керек.
Инжекторлардың нашар жұмысы жанармай бүрку басталған кезде қысымның төмендеуінен туындайды, бұл серіппемен байланысты бөлшектердің тозуы және серіппенің шөгуімен түсіндіріледі, сондықтан оның heightне жол бермеу керек. инжектор аралығы 8,89 мм-ден аз болуы керек (CD 8,9-9,0 мм сәйкес).
Егер аралық бөлікте сызаттар немесе коррозия іздері табылса (10 есе үлкейтетін ұлғайтқыш әйнекті пайдаланыңыз), бөлікті ауыстырыңыз.
Инжектор ақауларына серіппенің сынуы, саптама саңылауларының бітелуі және тозуы, иненің жабысуы және оның тығыздағыш бөлігінің тозуы (ағып кету және жанармайдың нашар тозаңдануын тудырады) жатады.
Қажет болса, бүріккіштің саңылауларын диаметрі 0,25 мм болат сыммен мұқият тазалаңыз.
Мотор майына малынған ағаш блокты немесе жез щеткасын пайдаланып бүріккіш саптаманың сыртқы бетіндегі көміртек шөгінділерін кетіріңіз. Өткір, қатты заттарды немесе тегістеу қағазын қолданбаңыз.
Құрастыру алдында бүріккіш корпусты және инені бензинмен жуыңыз және сүзгіден өткен дизель отынымен майлаңыз, содан кейін бүріккішті 45 бұрышқа қисайтқан кезде ине бағыттаушы беттің ұзындығының үштен біріне денеден ұзартылады. ° өз массасының әсерінен біркелкі (кептеліссіз) тоқтауға дейін төмен түсуі керек.
Инжекторды құрастырған кезде I801.20.000 құрылғысындағы бүріккішті басу арқылы бүріккіш гайканы қатайтыңыз.
Бөлшектердің өлшемдері және рұқсат етілген тозу, мм
Автоматты ілінісу жанармай бүркуді алға жылжыту
CD дискісіне сәйкес /Қабылданады
- Муфтаның салмағы 16.032-16.059 / 16.1 тесігінің диаметрі
- Жүк осінің диаметрі 15,982-16,000 / 15,86
- Ось пен жүк арасындағы алшақтық 0,032-0,077 / 0,24
- Ғарыш саңылауының диаметрі 16.032-16.059 / 16.1
- Алдыңғы жарты муфтаның штифінің диаметрі 15,973-16,000 / 15,9
- Штиф пен аралықтағы тесік арасындағы аралық 0,032-0,086 / 0,2
Жоғары қысымды отын сорғысы мод. 337-40
CD дискісіне сәйкес /Қабылданады
- Сорап корпусындағы плунжер итергішіне арналған тесіктің диаметрі 32.000-32.025 / 32.1
- Поршень итергішінің диаметрі 31,950-31,975 / 31,9
- Сорап корпусы мен плунжер итергіші арасындағы аралық 0,025-0,075 / 0,2
- Шығыршық төлкесінің ішкі диаметрі 11.006-11.024 / 11.04
- Шығыршық осінің диаметрі 10,989-11,000 / 10,93
- Шығыршық осі мен төлке арасындағы саңылау 0,006-0,035 / 0,11
- Итергіш ролик саңылауының диаметрі 15.000-15.018/15.08
- Шығыршық төлкесінің сыртқы диаметрі 14,956-14,984 / 14,9
- Шығыршық жең мен ролик арасындағы саңылау 0,016-0,052 / 0,18
- Мойынтіректердің ішкі диаметрі 29,989-30,001
- Тарату білігінің диаметрі 30.002-30.011 / 30
- Жаттығу білігі мен мойынтірек арасындағы саңылау 0,000 - 0,001 / 0,003
- Төре тұтқасының ішкі диаметрі 7,00-7,03 / 7,1
- Төре рычагының осінің диаметрі 6,945-6,985 / 6,9
- Ось пен төлке арасындағы саңылау 0,015-0,085 / 0,2
- Төре ойығының ені 5,025-5,065 / 5,1
- Төре рычагының түйреуіш диаметрі 4,988-5,000 / 4,92
- Штиф пен ойық қабырғалары арасындағы саңылау 0,025-0,077 / 0,18
- Төре ойығының ені (бұрылыс втулкасы қарғыбау осіне арналған ойық) 4,100-4,148 / 4,2
- Рульдік жең қарғыбауы осінің диаметрі 3,965-3,983 / 3,9
- Ос пен ойық қабырғалары арасындағы саңылау 0,117-0,183 / 0,3
Жылдамдық реттегіші
- Салмақ жеңінің ішкі диаметрі 7,035-7,065 / 7,1
- Реттегіш салмақ осінің диаметрі 6,99-7,00
- Жүк осі мен төлке арасындағы алшақтық 0,035-0,075
- Жүктеме роликтің ішкі диаметрі 7.023-7.050
- Шығыршық осінің диаметрі 6,99-7,00
- Ось пен ролик арасындағы аралық 0,023-0,060
- Басқару тұтқасының төлкесінің ішкі диаметрі 12.000-12.035 / 12.25
- Басқару тұтқасының білігінің диаметрі 11,93-11,98
- Білік пен жең арасындағы саңылау 0,020-0,105 / 0,4
- Тілу өкшесі тесігінің диаметрі 8,023-8,050 / 8,1
- Өкше осінің диаметрі 7,99-8,00 / 7,90
- Ос пен тесік арасындағы аралық 0,023-0,060 / 0,2
- Реттегіш серіппе рычагындағы тесік диаметрі 10.013-10.033 / 10.15
- Серіппе рычагының осінің диаметрі 9,915-9,965 / 9,85
- Ось пен тұтқа тесігі арасындағы саңылау 0,048-0,118 / 0,3
- Салмақ ұстағышының тесік диаметрі 15.000-15.035 / 15.2
- 14,60-14,53 / 14,4 жүктер муфтасының сферасының диаметрі
- Сфера мен тесік арасындағы аралық 0,40-0,50 / 0,8
- Салмақ ілінісі рычагының тесігінің диаметрі 10.035-10.085 / 10.1
- Гувернатор рычагының төлкесінің сыртқы диаметрі 10.010-10.025 / 9.9
- Втулка мен рычагтағы тесік арасындағы саңылау 0,010-0,075 / 0,2
- Реттегіш тұтқасының төлкесінің ішкі диаметрі 7.00-7.023 / 7.1
- Рычаг осінің диаметрі 6,940-6,965 / 6,9
- Втулка мен рычаг осі арасындағы аралық 0,035-0,090 / 0,2
- Оң жақ рельс ойық ені 5,100-5,148 / 5,2
- Салмақ ілінісі рычагының түйреуішінің диаметрі 4,992-5,000 / 4,95
- Шифр мен ойық қабырғалары арасындағы саңылау 0,100-0,156 / 0,25
- Итергіш штанганың ішкі диаметрі 6,000-6,025
- Шыбық диаметрі 5,997-6,020
- Шыбық пен жең арасындағы саңылау 0,0027-0,0045 / 0,01
- Сорғы корпусының тесігі диаметрі 25.000-25.021 / 25.1
- Сорап поршенінің диаметрі 24,98-24,993 24,92
- Поршень мен корпус тесігі арасындағы саңылау 0,007-0,041 / 0,18
- Реттегіш қақпағындағы итергішке арналған тесіктің диаметрі 19.000-19.023 / 19.09
- Итергіш диаметрі 18,915-18,975 / 18,89
- Итергіш пен қақпақ арасындағы аралық 0,025-0,108 / 0,2
- Итергіш тесік диаметрі 7.000-7.016/7.05
- Шығыршық осінің диаметрі 6,973-6,987 / 6,9
- Ось пен итергіш арасындағы аралық 0,013-0,043 / 0,15
- Итергіш роликтің ішкі диаметрі 7.023-7.050 / 7.12
- Шығыршық осінің диаметрі 6,973-6,987 / 6,84
- Ось пен ролик арасындағы аралық 0,036-0,077 / 0,28
Бұрандалы қосылымдарды тарту моменттері, Нм (кгсм)
- Инжектор ниппесі 78,5-98,1 (8-10)
- Инжектор саптамасының гайкасы. 58,8-78,5 (6 - 8)
- Инжекторды орнату кронштейнінің гайка 31,4-39,2 (3,2-4,0)
- Жанармай бүрку алдын ала муфтаның бекіту гайкасы 98,1-117,7(10-12)
- Инъекциялық ілінісу корпусы. 314-343 (32-35)
- Инъекциялық ілінісу корпусындағы май толтырғыш бұрандалар 4,9-10,8 (0,5-1,1)
- Жоғары қысымды отын желісін бекітетін гайка 24,5-44,1 (2,5-4,5)
- Төмен қысымды отын желілерін инжекторларға бекітуге арналған болттар 19,6-24,5 (2,0-2,5)
- Төмен қысымды отын желілерін электромагниттік клапанға бекітуге арналған болттар 16,7-22,6(1,7-2,3)
- Жоғары қысымды отын сорғы бөлігінің фитингі 98,1-117,7(10-12)
- 24,5-43,2 (2,5-4,4) фланецті жоғары қысымды жанармай сорғы бөлігінің бекіту гайкалары
- Жанармай сорғысының жетегінің эксцентрлік бекіту гайкалары, түбі оның қысымы 44,1-54,0 (4,5-5,5)
")

")
")
")
")
")
")
")