Иінді білік - ыстық штамптау арқылы жасалған болат.
Біліктің барлық беттері азотталған және азотталған қабаттың тереңдігі кемінде 0,35 мм.
Иінді біліктің бес негізгі мойынтіректері және төрт шатунның тіректері бар.
Шатундар иінділерге (әрқайсысы үшін екі) орнатылады.
Негізгі және шатундық журналдар жұмыс кезінде қысыммен маймен майланады.
Май негізгі мойынтіректерге, содан кейін көлбеу арналар арқылы иінділерге беріледі.
Шатундық журналдарда май қосымша центрифугалық тазалаудан өтетін тығындармен жабылған ішкі қуыстары бар.

Қозғалтқышты теңестіру және негізгі мойынтіректерді поршеньдер мен шатундардың қозғалатын массаларының инерциялық күштерінен және теңгерілмеген центрден тепкіш күштерден түсіру үшін иінді біліктің щектеріне қарсы салмақтар орнатылады, оның көмегімен білік теңестіріледі.
Сонымен қатар, теңгерімдеу жүйесіне екі сыртқы масса кіреді, олардың бірі иінді біліктің артқы жағында орнатылған маховиктегі ойық түрінде жасалған, екіншісі иінді біліктің алдыңғы ұшына орнатылған қарсы салмақ болып табылады. .
Біліктің осьтік бекітілуі артқы негізгі мойынтіректің астыңғы бөлігінде орнатылған төрт қола жарты сақина арқылы жүзеге асырылады.
Айналудың алдын алу үшін төменгі жарты сақиналар ойықтарымен артқы негізгі мойынтірек қақпағына қысылған түйреуіштерге кіреді.
Иінді біліктің саусағы мен білігі резеңке өздігінен қысатын манжеттермен тығыздалған.
Иінді білігінің беріліс механизмі және алдыңғы қарсы салмақ иінді біліктің алдыңғы ұшына қысылып, 176,4-294 Нм (18-30 кгсм) тарту моменті бар гайкамен бекітілген.
YaMZ-238BE2, YaMZ-238DE2 қозғалтқыштарының иінді білігінің алдыңғы жағында конус бар.
Конусқа концентратор орнатылған, оған сұйық тербеліс тежегіші мен шкив бекітілген.
Қозғалтқышты жөндеу кезінде діріл сөндіргіштегі соққылар мен ойықтар оны зақымдайтынын есте сақтаңыз, бұл сөзсіз иінді біліктің сынуына әкеледі.
Сөндіргішті тек тік күйде арнайы контейнерде сақтау және тасымалдау керек.
YaMZ-238BE, YaMZ-238DE қозғалтқыштары үшін иінді білік 238BE-1005009 (таңбасы 238N-1005015-U) орнатылған, ал YaMZ-238BE2, YaMZ-238DE2 қозғалтқыштары үшін - иінді білік 23800К маркасы - 23800К -10050 15 -30).
Соғудағы иінді білік 5-ші бетте белгіленген.
Иінді біліктің журналдары екі номиналды өлшемде болуы мүмкін, сондықтан келесі таңбалау опциялары және сәйкес төсемдерді пайдалану мүмкін.
238DK -1005015-30 немесе 238N -1005015-U:
- Негізгі журналдардың диаметрі, мм - 110-0,022
- Негізгі мойынтіректердің белгілері - 236-1005170-B және 236-1005171-B;
- Негізгі мойынтіректің қалыңдығы, мм - 2,965-0,012
- Иінді диаметрі, мм - 88,00-0,022
- Шатундық мойынтіректерді таңбалау - 236-1004058-B;
- Контроль мойынтіректерінің қалыңдығы - 2,490-0,012
238DK -1005015-30 Sh1 немесе 238N - 1005015-U Sh1:
- Негізгі журналдардың диаметрі, мм - 110-0,022
- Негізгі мойынтіректерді таңбалау - 236-1005170-B және 236-1005171-B;
- Негізгі мойынтіректің қалыңдығы, мм - 2,965-0,012
- Иінді диаметрі, мм - 87,75-0,022
- Шатундық мойынтіректерді таңбалау - 236-1004058-B;
- Контроль мойынтіректерінің қалыңдығы - 2,615-0,012
238DK -1005015-30 K1 немесе 238N -1005015-U K1
- Негізгі журналдардың диаметрі, мм - 109,75-0,022
- Негізгі мойынтіректердің белгілері - 236-1005170-B P1 және 236-1005171-B P1
- Негізгі мойынтіректің қалыңдығы, мм - 3,090-0,012
- Иінді диаметрі, мм - 88,00-0,022
- Шатундық мойынтіректің таңбалануы - P1 236-1004058-B
- Контроль мойынтіректерінің қалыңдығы - 2,490-0,012
238DK -1005015-30 Sh1K1 немесе 238N - 1005015-U Sh1K1:
- Негізгі журналдардың диаметрі, мм - 109,75-0,022
- Негізгі мойынтіректердің белгілері - 236-1005170-B P1 және 236-1005171-B P1
- Негізгі мойынтіректің қалыңдығы, мм - 3,090-0,012
- Иінді диаметрі, мм - 87,75-0,022
- Шатундық мойынтіректерді таңбалау - 236-1004058-B Р1
- Контроль мойынтіректерінің қалыңдығы - 2,615-0,012
Ескертпе: "DK", "N", "U", "Sh", "K" әріптері және "30", "1" сандары соққы арқылы белгіленеді.
Маховик
Маховик сұр шойыннан құйылған. Маховик құймадағы жұмыс істемейтін беттің ойығында белгіленген.
Қозғалтқыштарға маховиктердің келесі түрлерін орнатуға болады:
- − 238-1005115-K (4.25 модулі бар сақиналы беріліс астында);
- − 238-1005115-N (модульі 3,75 сақиналы беріліс астында).
Сақиналы берілістері бар бұл маховиктердің жинақтары бір-бірімен алмастырылмайды.
238-1005115-К маховик (4.25 модулі бар сақиналы беріліс үшін) 2501.3708-01 стартер үлгісімен, ал 238-1005115-N маховик (3.75 модулі бар сақиналы беріліс үшін) - стартер үлгісімен 238-12.05 орнатылған.
Маховик иінді білікке бұрандамен бекітілген.
Болттардың астына қаттылығы жоғары болат пластина орнатылған (барлық болттар үшін біреуі).
Болттардың өздігінен босатылуының болмауы 235-255 Нм (24-26 кгсм) тарту моменті арқылы қамтамасыз етіледі.
Маховикті иінді біліктің ілгектеріне қатысты дәл бекіту үшін екі түйреуіш пайдаланылады, ал маховикте және пластинада белгіленген тесіктер иінді біліктің ығысу істікшесіне сәйкес келуі керек.
Офсеттік істік бірінші иінді жазықтықта орналасқан.
Плитадағы нүкте түріндегі белгі сыртында болуы керек.
Маховиктегі он екі радиалды тесік қозғалтқышты реттеу кезінде иінді білікті айналдыруға арналған.
Тесіктерге кіру маховик корпусының төменгі люк қақпағын алып тастаған кезде мүмкін болады.
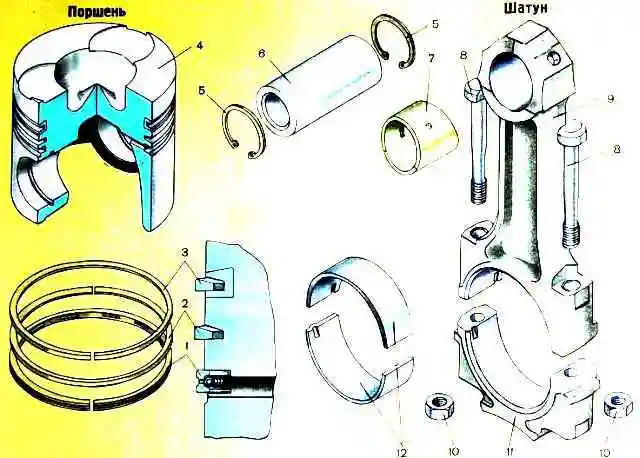
Айналдыру
Шатун (3-сурет) - болат, I-секция, төменгі бастың қиғаш қосқышы бар.

Шатун қақпақпен бірге жиналып бітті, сондықтан қақпақтарды ауыстыру мүмкін емес.
Қақпақ пен шатунда, қысқа болттың жағында цилиндрдің сериялық нөмірі мөрленген, ал ұзын болттың жағында жұптау белгілері сан түрінде мөрленген, ол шатун мен қақпақ үшін бірдей.
Ауыстырылатын төсемдер шатунның төменгі басына орнатылып, үстіңгі басына болат қола втулка басылған.
Втулка шатунға басылғаннан кейін өңделеді.
YaMZ-238BE2, YaMZ-238DE2 қозғалтқыштарында шатундар 7511.1004045-02 (шыбықта таңбалау 7511.1004045) орнатылған, онда жоғарғы және төменгі бастардағы тесіктердің осьтері арасындағы қашықтық 15 мм-ге артады, үстіңгі басындағы қиғаштар, диаметрі поршеньдік түйреуіш үшін 52 мм саңылауларға дейін ұлғайтылған және штангада май арнасы жоқ.
Сыртқы диаметрі 56 мм болатын 7511.1004052-21 болат қола втулка шатунның жоғарғы басына басылған.
YaMZ-238BE, YaMZ-238DE қозғалтқыштарында штангада май арнасы бар шатундар 236-1004045-B3 (таңбалау 236-1004045-B2) орнатылған.
Сыртқы диаметрі 54 мм болатын 840.1006026-10 болат қола втулка шатунның жоғарғы басына басылған.
Кірістірулер
Иінді біліктің негізгі мойынтірек қабықтары және шатунның төменгі басы (4-сурет) ауыстырылатын, жұқа қабырғалы, негізі болат және қорғасын қоладан жасалған жұмыс қабаты бар.
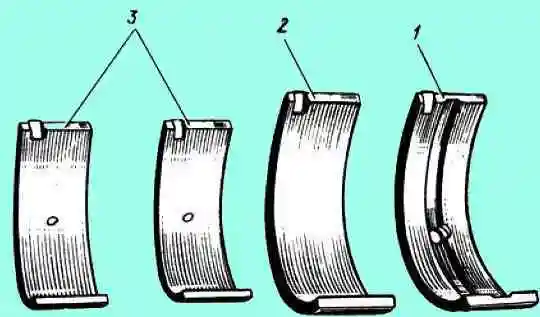
Үстіңгі және төменгі иінді біліктің негізгі мойынтіректерінің қабықтары бір-бірін алмастырмайды. Үстіңгі қаптамада май беруге арналған тесік және оны таратуға арналған ойық бар.
Шатундық мойынтіректерді ауыстыруға болады.
YaMZ-238BE, YaMZ-238DE қозғалтқыштарында май лайнердегі саңылау арқылы шатунның жоғарғы басының төлкесіне және поршеньдік істікке беріледі.
Иінді қуыстарды тазалау
Қозғалтқыштан иінді білік шығарылған сайын, қуыстарды жабатын тығындарды 2 (Cурет 4) алғаннан кейін шатун журналдарының қуыстарын тазалаңыз.
Қақпақтарды жаңасымен ауыстырыңыз, оларды қайта пайдалануға рұқсат етілмейді.
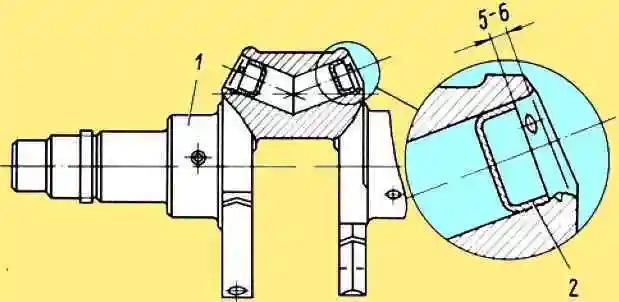
Штепсельдерді орнатпас бұрын, алдыңғы ортадан саңылаулардың шеттеріндегі металдың ісінуін азайтыңыз, білікті шайыңыз және май арналарын үрлеңіз.
Тесіктерді саңылау шетінен 5–6 мм тереңдікке дейін басыңыз, содан кейін тесіктің ішінен үш бірдей қашықтықта тесіңіз тығындардың өздігінен шығып кетуіне жол бермеу үшін айналаны айналдырыңыз.
Қозғалтқышқа иінді білікті орнату
Қозғалтқышқа иінді білікті орнатқанда, мойынтірек қабықтарының өлшемдері білік журналдарының өлшемдеріне сәйкес келетініне көз жеткізіңіз (кестені қараңыз).
Орнату алдында иінді біліктің сыртқы беттері мен ішкі қуыстарының және басқа түйісетін беттердің таза екеніне көз жеткізіңіз.
Тураларды және жұмыс беттерін таза қозғалтқыш майымен майлаңыз.
Маховикті иінді білікке қатысты дұрыс қалыпта орнатуды жеңілдету үшін сегіз цилиндрлі қозғалтқыштар үшін маховиктің хабына «8» саны қолданылады, олар жиналған кезде « санымен біріктірілуі керек. 2" иінді біліктің соңында.
Негізгі мойынтіректердің қақпақтары ауыстырылмайды; оларды орнатқан кезде, қақпақтағы мөр блоктағы мөрге сәйкес келетініне көз жеткізіңіз.
Тік болттардан бастап негізгі мойынтіректердің қақпақтарын қатайтыңыз және 430-470 Нм (43-47 кгс м) айналу моментінен кейін екі қадаммен бұраңыз, содан кейін көлденең болттарды екі қадаммен соңғы қатайту моменті арқылы қатайтыңыз. 90-120 Нм (9-12 кгс м).
Артқы тірек тірегін қатайтпас бұрын осьтік саңылауды теңестіріңіз, ол үшін мойынтіректің қақпағын болттармен аздап қатайтқаннан кейін иінді білікті ломмен тоқтағанша осьтік бағытта алға және артқа жылжытыңыз, алдымен алға, содан кейін артқа , қақпақтың орнын туралау.
Болттарды қатайтқаннан кейін өлшеуішпен соңғы ойықты тексеріңіз. Қақпақтың екі жағында да бірдей болуы керек.
Иінді біліктің берілісін ауыстыру
Иінді білікті қозғалтқыштан иінді білікті алмастан ауыстыруға болады.
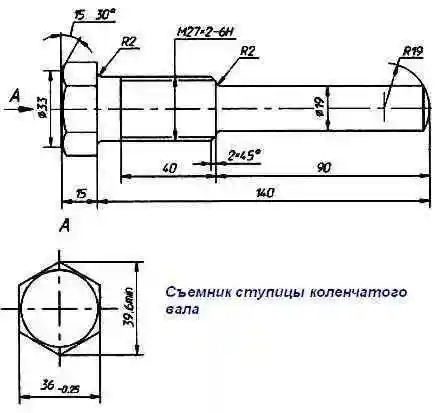
Жетек шкивін алыңыз. Сегіз цилиндрлі иінді біліктің конустық ұшынан шкив пен амортизаторы бар хабты алу үшін 6-суретте көрсетілген тартқышты пайдаланыңыз.
Шығыр мен блоктың алдыңғы қақпағын алып тастаған кезде, алдыңғы қарсы салмақ пен редукторды тартқышпен басыңыз.
Орнатпас бұрын редуктор мен алдыңғы қарсы салмақты 105-155ºС температураға дейін қыздырыңыз және оларды арнайы құралды пайдалануды тоқтатқанша ретімен басыңыз.
Болат 40X ГОСТ 4543-71 Шынықтыру, шыңдау 34-39 HRC