Қозғалтқышты майлау жүйесі - аралас: қысым және шашырау астында
Май қысыммен иінді біліктің негізгі және шатундық мойынтіректерін, таратқыш білігінің мойынтіректерін, иінді біліктің және таратқыш білігінің тірек мойынтіректерін, рокердің төлкелерін және итергіштердің жоғарғы ұштарын майлайды
Қалған бөліктер шашыратылған маймен майланған.
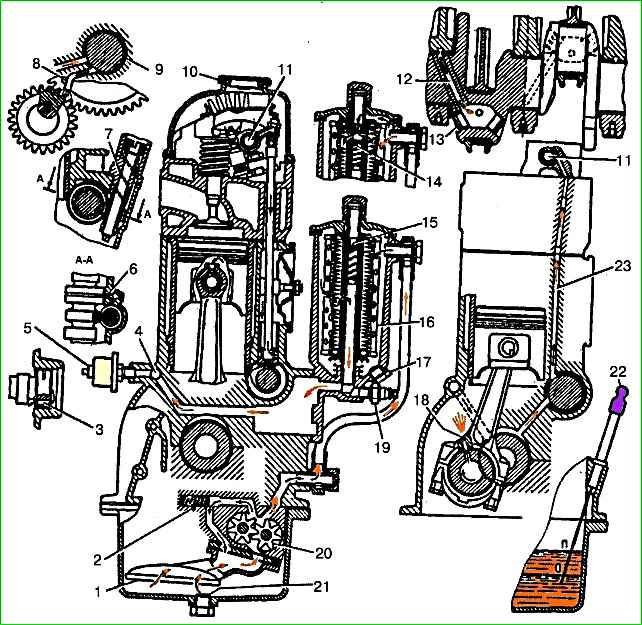
Майлау жүйесіне кіріс құбыры және қысымды төмендететін клапаны (май жинағыштың ішіне орнатылған) бар май сорғы 20, май арналары, айналма клапаны бар май сүзгісі, май жинағыш, май деңгейінің көрсеткіші, май кіреді. толтырғыш қақпағы, май қысымының индикаторы сенсоры, дабыл сенсоры апаттық май қысымы.
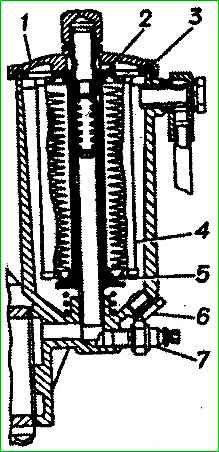
Мұнай жинағыштан сорғымен алынған май май қабылдағыш арқылы сорғы корпусындағы және сыртқы түтіктегі арналар арқылы май сүзгісінің корпусына түседі.
Содан кейін сүзгі элементі 16 арқылы мұнай цилиндрлер блогының екінші қалқасының қуысына түседі, ол жерден бұрғыланған арна арқылы мұнай құбырына - бойлық май арнасы 4.
Бойлық арнадан май блоктық қалқалардағы көлбеу арналар арқылы иінді біліктің және таратқыш білік мойынтіректерінің негізгі мойынтіректеріне беріледі.
Бесінші таратқыш білігінің тірегінен білік пен тығын арасындағы блоктың қуысына ағып жатқан май білік журналындағы көлденең саңылау арқылы картерге жіберіледі.
Мұнай иінді біліктің негізгі түтіктерінен 12-каналдар арқылы шатунның ілгектеріне ағады.
Мұнай рокер осіне артқы таратқыш білігінің тірегінен беріледі, оның ортасында сақиналы ойығы бар, ол блоктағы 23 каналдар арқылы, цилиндр бастиегі және 11 дюймдік қуысы бар рокер осінің төртінші негізгі тірегінде байланысады. рокер осі.
Май итергіш ілмек осіндегі тесіктер арқылы итергіш ілмектердің төлкелеріне, содан кейін итергіш ілмектердің үстіңгі ұштарына бұрандалар мен реттегіш бұрандалардағы арналар арқылы ағады.
Май таратқыш білігінің жетек тісті дөңгелектеріне таратқыш білігінің бірінші журналындағы сақиналы ойыққа 9 қосылған блоктың алдыңғы жағындағы тесікке басылған түтік 8 арқылы беріледі.
Кішкене диаметрі бар түтіктің шығысынан тісті беріліс тістеріне бағытталған май ағыны шығады.
Тарату білігінің бірінші журналындағы көлденең арна арқылы журналдағы сол ойықтағы май таратқыш біліктің тартқыш фланеціне ағады.
Май сорғысының жетек тетіктері төртінші таратқыш білігінің журналына қосылған блоктағы 6-арнадан шығарылатын май ағынымен майланады, оның да сақиналы ойығы бар.
Цилиндр қабырғалары шатунның төменгі басындағы 18-ші саңылаудан лақтырылған ағынның шашырауымен, бұл тесік иінді біліктің журналындағы арнамен сәйкес келген кезде, сондай-ақ иінді біліктің мойынтіректерінің астынан ағып жатқан маймен майланады.
Барлық басқа бөліктер (клапан - оның өзегі мен соңы, май сорғысының жетек білігі мен тұтану таратқышы, таратқыш білігінің жұдырықшалары) мойынтіректердің саңылауларынан ағып жатқан маймен майланған және қозғалатын қозғалтқыш бөліктерімен шашырайды.
Майлау жүйесінің сыйымдылығы - 6 л.
Май қозғалтқышқа рокер қақпағында орналасқан май толтырғыш мойын арқылы құйылады және резеңке тығыздағышпен жабылады.
Май деңгейі деңгей индикаторының штангасындағы «P» және «O» белгілері арқылы басқарылады. Май деңгейі «P» және «O» белгілері арасында сақталуы керек.
Автокөліктің орташа жылдамдығында (шамамен 50 км/сағ) майлау жүйесіндегі қысым 200-400 кПа (2-4 кгс/см 2) болуы керек.
Ол суық қозғалтқышта 450 кПа (4,5 кгс/см 2) дейін көтерілуі және ыстық ауа-райында 150 кПа (1,5 кгс/см 2) дейін төмендеуі мүмкін.
Орташа айналу жылдамдығы 100 кПа (1 кгс/см 2) және төмен бос айналымда - 50 кПа (0,5 кгс/см 2) төмен мұнай қысымын төмендету майлау жүйесіндегі ақаулықты немесе шамадан тыс тозуды көрсетеді иінді білік және таратқыш білік мойынтіректері.
Осы жағдайларда қозғалтқыштың одан әрі жұмысы тоқтатылуы керек.
Май қысымы сенсоры май сүзгісінің корпусына бұрандаланған құралдар тақтасындағы көрсеткішпен анықталады.
Сонымен қатар, жүйе май қысымы туралы ескерту шамымен жабдықталған, оның сенсоры сүзгінің төменгі жағындағы тесікке бұрандалы.
Ескерту шамы құралдар тақтасында орналасқан және жүйедегі қысым 40-80 кПа (04-0,8 кгс/см 2) төмен түскенде қызыл болып жанады.
Авариялық май қысымы шамы жанып тұрған көлікті басқара алмайсыз.
Төмен бос жүріс жылдамдығында және тежеу кезінде шамның қысқа мерзімді жануына ғана рұқсат етіледі.
Егер жүйе дұрыс жұмыс істеп тұрса, айналу жылдамдығы сәл жоғарылағанда шам сөнеді.
Егер май қысымы жоғарыда көрсетілген мәндерден тым төмен немесе тым жоғары болса, алдымен сенсорлар мен индикаторлардың жұмысқа жарамдылығын тексеру керек.
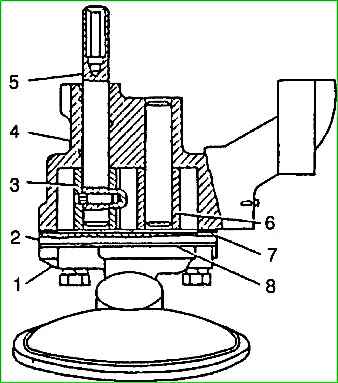
Тісті беріліс түріндегі май сорғысы май жинағыштың ішіне орнатылған.
Сорғы цилиндрлер блогының үшінші және төртінші бөліктеріндегі көлбеу платформаларға екі шпилькамен бекітілген.
Сорғының дәл орнатылуы цилиндрлер блогына басылған екі втулка түйреуіштері арқылы қамтамасыз етіледі.
Сораптың корпусы 4 алюминий қорытпасынан құйылған, 3 және 6 тісті доңғалақтар түзу тістері бар және керметтен (агломерленген металл ұнтағы) жасалған.
3-ші беріліс 5-шығыршыққа түйреуіш арқылы бекітілген.
Шығырықтың жоғарғы жағында май сорғысының жетек білігі кіретін алтыбұрышты тесік бар.
Жүргізілген беріліс 6 сорғы корпусына басылған осьте еркін айналады.
Сораптың қақпағы 2 сұр шойыннан жасалған және сорғыға төрт болтпен бекітілген.
Қақпақтың астына қалыңдығы 0,3 мм картон тығыздағыш орналастырылған.
Мұнай сорғысының май қабылдағышы мен кіріс құбыры 1 алюминий қорытпасынан жасалған бір корпуста жасалған. Құбырдың қабылдағыш бөлігінде ширатылған тор бар.
Құбыр май сорғысына төрт болтпен май сорғысының қақпағымен бірге паронитті тығыздағыш 8 арқылы бекітіледі.
Мұнай сорғысының өнімділігі қозғалтқышқа қажеттіден айтарлықтай жоғары.
Сыйымдылық резерві қозғалтқыштың кез келген жұмыс режимінде жүйеде адекватты май қысымын қамтамасыз ету үшін қажет.
Артық май сорғыштың шығару қуысынан қысымды төмендететін клапан арқылы қайтадан сору қуысына ағып кетеді.
Мойынтіректердің саңылаулары арқылы май ағыны артқанда (қозғалтқыш тозған жағдайда) жүйеде қажетті қысым да сақталады, бірақ бұл жағдайда майдың аз мөлшері қысымды төмендететін клапан арқылы қайтадан құбырға өтеді. сорғының қабылдау қуысы.
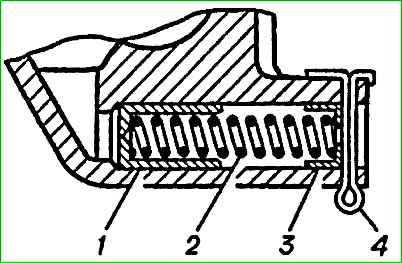
Плунжер түріндегі қысымды төмендететін клапан май сорғысының корпусында орналасқан. Плунжер 1 ұшы май қысымына ұшырайды, оның әсерінен плунжер 2 серіппенің күшін жеңіп қозғалады.
Белгілі бір қысымға жеткенде, поршень су төгетін арнадағы тесікті ашып, артық майдың сорғының қабылдау қуысына ағуына мүмкіндік береді.
Қысым төмендететін клапанның серіппесі жалпақ шайбаға 3 тіреледі және сорғы корпусындағы басты саңылаулардан өткізілген ілмекпен 4 бекітіледі.
Қысым төмендететін клапан реттелмейді; қажетті қысым сипаттамасы сорғы корпусының геометриялық өлшемдерімен және серіппенің сипаттамаларымен қамтамасыз етіледі: серіппені 40 мм ұзындыққа қысу үшін 435-48,5 Н (435-485 кгс) ауқымында күш қажет.
Жұмыс кезінде қысымды төмендететін клапанның серіппелі күшін қандай да бір жолмен өзгертуге жол берілмейді.
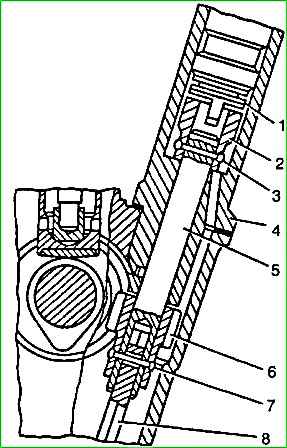
Май сорғысы мен тұтану дистрибьюторы жұп бұрандалы берілістер арқылы таратқыш біліктен қозғалады.
Жеткі беріліс болат, шойын таратқыш білігінің корпусына құйылған.
Жетекші механизм 8 болаттан жасалған, жылумен күшейтілген, шойын корпусында айналатын роликке 5 бекітілген.
Шығырықтың үстіңгі ұшы а бар төлкемен 2 жабдықталған тұтану дистрибьюторының сенсорын басқаруға арналған ұяшық (ролик осінен 1,15 мм ығысқан).
Біліктегі втулка 3 түйреуішпен бекітіледі. Алты бұрышты білік 10 біліктің төменгі ұшына айналмалы түрде жалғанған, оның төменгі ұшы май сорғы білігінің алтыбұрышты тесігіне сәйкес келеді.
Айналған кезде 8-беріліс 6 және 7-ші шайбалар арқылы шойын жетек корпусының ұшына басылады.
Бұл құрылғыны, сондай-ақ жетек корпусындағы роликті майлау жетек берілістері арқылы шашыратылған және блоктың қабырғасынан төмен ағып жатқан май арқылы жүзеге асырылады.
Қабырғалардан ағып жатқан май жетек корпусының төменгі жағындағы ойыққа (тұзаққа), содан кейін саңылау арқылы роликтің бетіне түседі.
Жетек корпусындағы шығыршыққа арналған саңылауда спиральды ойық кесілген, оның бойымен май ролик айналғанда жоғары көтеріліп, бүкіл ұзындығы бойынша біркелкі таралады.
Жетек корпусының үстіңгі қуысындағы артық май корпустағы ағызу тесігі арқылы қайтадан картерге жіберіледі.
Қозғалтқыштағы тұтану дистрибьюторының сенсорының дұрыс орналасуы бірінші цилиндрдің поршені TDC (қысу жүрісінде) болғанда жетек жеңіндегі ұя болатындай етіп блокқа жетекті орнату арқылы қамтамасыз етіледі. одан максималды қашықтықта қозғалтқыш осіне параллель.
Мұнайды тазарту сүзгісі толық ағынды, қағаз немесе мақта ауыстырылатын сүзгі элементтері бар. Жүйеге айдалатын барлық май сүзгіден өтеді.
Бұл қозғалтқыштар үшін келесі сүзгі элементтері пайдаланылады: NAMI-VG-10, REGOTMAS-412-1-05 және REGOTMAS-412-1-06.
Сүзгі корпустан, айналма клапаны бар қақпақтан 1 орталық өзекшеден және сүзгі элементінен 4 тұрады.
Сүзгі корпусы алюминий қорытпасынан жасалған және цилиндрлер блогына төрт шпилькасы бар паронитті тығыздағыш арқылы бекітілген.
Орталық өзек корпусқа мықтап бекітілген. Штанганың жоғарғы ұшында сүзгі қақпағын бекітетін гайкаға арналған жіп бар.
Тұндырылған ластаушы заттарды төгу үшін 6 тығыны корпусқа төменнен бұрандалы.
Төтенше жағдайдағы май қысымының сенсоры 7 корпустың төменгі бөлігіндегі шұңқырға бұрандалы.
Сүзгі қақпағы 1 алюминий қорытпасынан жасалған. Ол қақпақтан шығып тұрған орталық шыбықтың бұрандалы ұшына бұралған қақпақ гайкамен бекітіледі.
Қақпақтың ойығында резеңке тығыздағыш бар. Қақпақ гайка мыс тығыздағышпен тығыздалған.
Орталық сүзгі өзегі қуыс.
Оның жоғарғы бөлігінде клапан орнының текстолит тақтасынан, серіппеден және серіппелі тоқтағыштан тұратын айналма клапан бар.
Штангада мұнай өту үшін бұрғыланған төрт қатар саңылаулар бар; Жоғарғы қатар клапанның үстінде және сүзгі элементінің үстінде орналасқан.
Элементтің қалыпты күйінде оның кедергісі төмен, шамамен 10-20 кПа (0,1-0,2 кгс/см 2) және барлық май оның арқылы өтеді. көрсеткілері бар диаграмма.
Сүзгі элементінен тазартылған май саңылаулар арқылы өзекшеге және одан әрі майлау жүйесіне өтеді.
Элемент бітеліп қалса, оның кедергісі артады және қысым 70–90 кПа (0,7–0,9 кгс/см 2) жеткенде айналма клапан ашылып, майды өткізе бастайды.
Корпусқа орнату кезінде сүзгі элементінің төменгі және жоғарғы ұштары майға төзімді резеңкеден жасалған 2 және 5 сақиналармен тығыздалып, орталық шыбықты мықтап жабады.
Ұштарындағы тығыздау элементті қақпақ қалтасының соңына дейін басып, серіппе мен тіреуіш шайба арқылы қамтамасыз етіледі.