Einbau des hinteren Blechs, des Manschettengehäuses und des Schwungrads der Kurbelwelle D-245
Das hintere Blech sollte fest auf den in den Zylinderblock eingepressten Stiften sitzen
Das hintere Blech und die Schnittstelle zum Kurbelgehäuse sowie die Oberfläche des Schwungrads und des Kurbelwellenflansches müssen mit einem sauberen Tuch abgewischt werden.
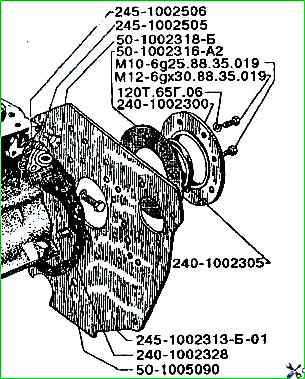
Paronite-Dichtungen der Rückwand und des Manschettenkörpers müssen vor der Installation auf den Stiften auf beiden Seiten mit UZOM-Paste geschmiert werden.
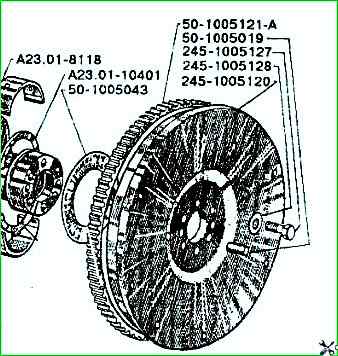
Schwungrad
Risse und Abplatzungen der Arbeitsfläche der Zähne des Schwungradrings sind nicht zulässig.
Eine Verkürzung der Zähne der Krone (ohne Fasenlänge) ist bis zu 16 mm zulässig (die Länge der Zähne der neuen Krone beträgt 18 mm).
Der Verschleiß der Zähne des Schwungradrings ist bis zu einer Dicke von 3,2 mm bei einer Einbauhöhe des Messschiebers von 2,4 mm zulässig (die Zahndicke des neuen Rings entspricht 4,73 mm).
Die Schwungradkrone muss vor dem Pressen auf eine Temperatur von 195–200 °C erhitzt werden.
Die Sitze von Schwungrad und Krone dürfen keine Kerben oder Grate aufweisen. Der zulässige Spalt in der Schnittstelle zwischen der Endfläche der Felge und dem Schwungrad darf an einer Stelle auf einem Bogen von nicht mehr als 60° nicht mehr als 0,5 mm betragen.
Das Schwungrad und die Krone müssen als Baugruppe mit einer vorgewuchteten Kurbelwelle durch Bohren radialer Löcher dynamisch ausgewuchtet werden.
Die verbleibende Unwucht an jedem Ende der Welle beträgt nicht mehr als 350 g mm.
Nach dem Auswuchten ist die Depersonalisierung von Teilen nicht zulässig.
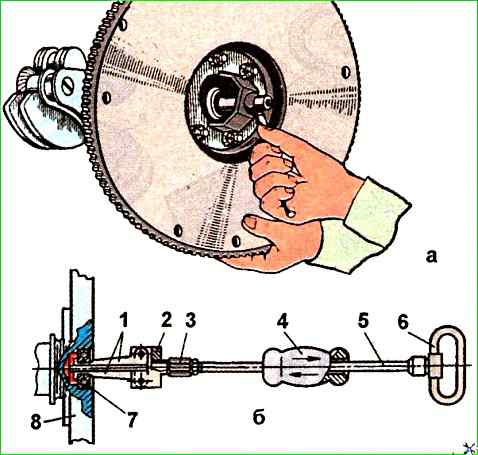
Wenn das vordere Lager der Getriebeeingangswelle ausgetauscht werden muss, sollte es vor dem Entfernen des Schwungrads von der Welle mit einem Schraubenzieher Mod. herausgedrückt werden. Und 8O3.16.000 (Abb. 2a) oder nach dem Ausbau des Schwungrads das Lager mit einem Schlagabzieher Mod. herausdrücken. 2476 (Abb. 2b).
Nachdem die Klemmen an den Enden der Lagerringe angebracht sind, werden diese mit einem Gewindeanschlag 3 auseinander bewegt und dann, wenn die Last auf den Anschlag der Welle 5 trifft, wird das Lager herausgedrückt.
Die Schwungradoberfläche, die mit der Oberfläche der Kupplungsscheibe zusammenpasst, ist geschliffen.
Die Oberflächenrauheit darf nicht kleiner als Ra≤1,0 sein.
Die Passflächen des Schwungrads und des Kurbelwellenflansches dürfen keine Kerben, Grate oder andere Beschädigungen aufweisen.
Die Schwungrad-Befestigungsschrauben sollten gleichmäßig in mehreren Schritten angezogen werden, das endgültige Anziehen der Schwungrad-Befestigungsschrauben sollte mit einem Drehmoment von 180-200 Nm erfolgen.
Sie sollten das Schwungrad sehr vorsichtig einbauen und die Schrauben über Kreuz anziehen.
Stellen Sie nach dem Vorspannen sicher, dass zwischen Schwungrad und Kurbelwelle kein Spalt vorhanden ist.
Es gab Fälle, in denen das Schwungrad auf Schrägstellung eingestellt war.
In diesem Fall werden die Befestigungsschrauben des Schwungrads abgeschnitten.
")

")
")
")
")
")
")
")