Heckklappenscharniere schweißen
Entfernen Sie Komponenten und Teile, die Richt-, Schweiß- und Lackierarbeiten behindern
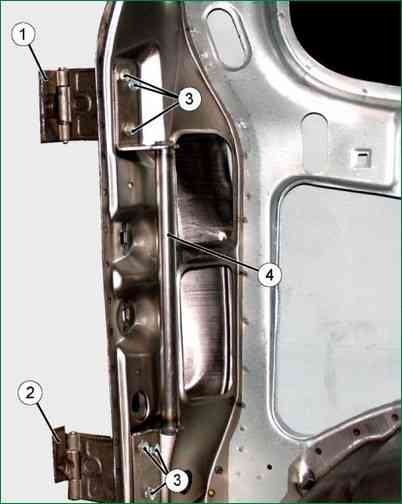
Montieren Sie die oberen Scharniere 1 (Abb. 1) und die unteren Scharniere 2 zusammen mit dem Scharnierverbinder 4 an der linken Säule der Heckklappentüröffnung und befestigen Sie sie ohne Festziehen mit den Schrauben 3.
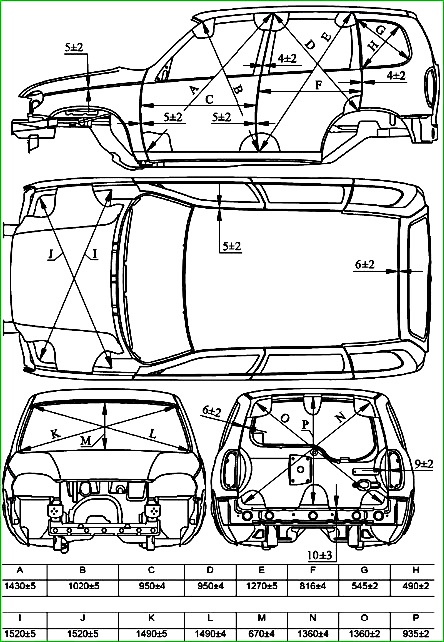
Montieren Sie die Heckklappenbaugruppe an der richtigen Stelle an der Karosserie und richten Sie mithilfe von Technologiekeilen die Lücken und den Vorsprung/die Vertiefung gemäß Abb. aus. 2.
Führen Sie diesen Vorgang mit einem Assistenten durch.
Richten Sie die beweglichen (geschweißten) Scharnierverbindungen an der Ebene des Türendes aus, indem Sie sie durch die Rücklichtnische einsetzen, und ziehen Sie die Schrauben fest 3.
Platzieren Sie die Punkte zum Bohren der Löcher in der Mitte der Löcher in den beweglichen Gliedern beider Scharniere am Ende der Tür und markieren Sie die Position der beweglichen Glieder mit einer Reißnadel.
Bohren Sie mit einem Kern zwei Löcher mit einem Durchmesser von 8,2 mm in das Ende der Tür entsprechend der Markierung.
Befestigen Sie die beweglichen Scharnierverbindungen mit M8-Schrauben mit Muttern und Unterlegscheiben an der Tür.
Hängen Sie die Tür vorsichtig von unten an die Karosserie an, sichern Sie den Stecker und prüfen Sie, ob sich die Heckklappe leicht öffnen/schließen lässt (stellen Sie sicher, dass die Scharnierachsen ausgerichtet sind).
Trennen Sie den Stecker 3 und entfernen Sie die Tür- und Scharnierbaugruppe von der Karosserie, ohne die Position der beweglichen Verbindungen an der Türsäule zu beeinträchtigen.
Installieren Sie Anschluss 3 an der Tür.
Stellen Sie sicher, dass sich die beweglichen Scharnierglieder in der richtigen Position am Ende der Tür befinden (gemäß den mit einer Reißnadel gemachten Markierungen) und schweißen Sie die beweglichen Scharnierglieder mit einer durchgehenden Naht mit einem Schenkel von am Ende der Tür an 3-3,5 mm, wie in Abb. 4.
Reinigen Sie die Schweißnähte und bereiten Sie den reparierten Bereich der Tür zum Lackieren vor.
Montieren Sie die Tür am Korpus, stellen Sie Öffnung, Vorsprung/Rücksprung endgültig ein und stellen Sie die Tür so ein, dass sie sich leicht öffnen/schließen lässt.
Lackieren Sie die Tür und die Scharniere und montieren Sie die entfernten Komponenten und Teile.
Seitentürscharniere schweißen
Entfernen Sie Komponenten und Teile aus dem Auto, die Richt-, Schweiß- und Lackierarbeiten an der Karosserie behindern
Entfernen Sie die Tür vom Gehäuse.
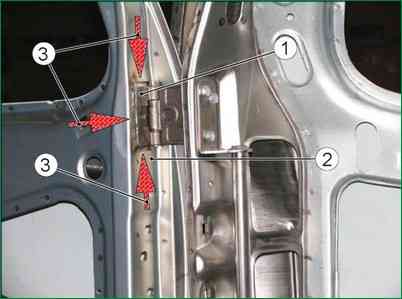
Entfernen Sie mit einer Schneidemaschine die Reste der beschädigten Verbindung 1 des Scharniers und zerlegen Sie die Stelle, an der das neue Scharnier an der Säule 2 der Karosserie angeschweißt ist, bis auf Metall ab.
Montieren Sie die Seitentür mit der Scharnierbaugruppe an der Karosserie und richten Sie sie, während Sie sie in der geschlossenen Position halten, entlang der Öffnung und entlang der Lücken aus, gemäß Abb. 2, mit technologischen Keilen. Führen Sie den Vorgang mit einem Assistenten durch.
Drücken Sie die feste Verbindung 1 des Scharniers an den Pfosten 2 (bei geschlossener Tür 3) und fassen Sie das Scharnier an drei Punkten entlang des Scharnierumfangs am Pfosten an. Führen Sie den Vorgang mit einem Assistenten durch.
Stützen Sie die Tür vorsichtig von unten ab und prüfen Sie, ob sich die Tür leicht öffnen/schließen lässt (stellen Sie sicher, dass die Scharnierachsen ausgerichtet sind und dass die Abstände zwischen der Tür und den zugehörigen Teilen den Anforderungen in Abb. 2 entsprechen). Führen Sie den Vorgang mit einem Assistenten durch.
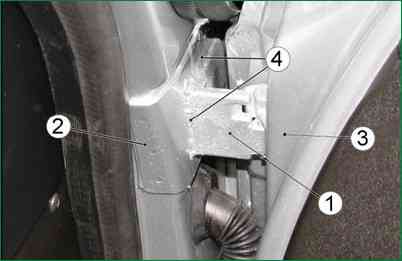
Entfernen Sie die Tür und schweißen Sie die feste Verbindung des Scharniers umlaufend an die Karosseriesäule mit einer durchgehenden Naht 4 mit einem Schenkel von 3–3,5 mm an, wie in Abb. 4.
Reinigen Sie die Schweißnähte und bereiten Sie den reparierten Bereich der Karosserie für die Lackierung und Korrosionsschutzbehandlung vor.
Montieren Sie die Tür am Korpus, stellen Sie Öffnung, Vorsprung/Rücksprung endgültig ein und stellen Sie die Tür so ein, dass sie sich leicht öffnen und schließen lässt.
Lackieren Sie die beschädigten Bereiche der Tür- und Säulenlackierung und führen Sie eine Korrosionsschutzbehandlung an der Schweißnaht der festen Scharnierverbindung und den verborgenen Hohlräumen der Säule durch.
Bauen Sie die ausgebauten Komponenten und Teile des Fahrzeugs ein.
Anschweißen der Bolzen zur Befestigung der Schwellenverkleidung
Entfetten Sie den Seitenschweller der rechten oder linken Karosserie mit Testbenzin oder einem anderen im Unternehmen erhältlichen Entfettungsmittel.
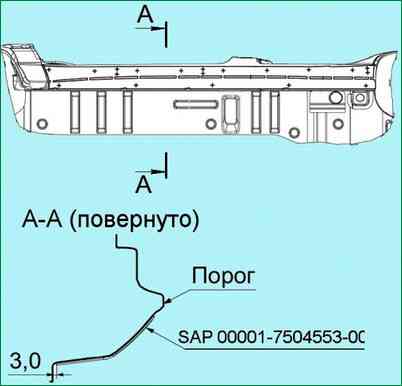
Bereiten Sie das Gerät SAP 00001-7504553-00-00 (Abb. 5) gemäß der Gebrauchsanweisung auf die Karosserieschwelle vor, bringen Sie es an und richten Sie es wie in Abb. gezeigt am unteren Flansch aus. 4.
Befestigen Sie das Gerät mit Klebeband am Körper und achten Sie darauf, dass es eng an der Körperoberfläche anliegt.
Achtung: Es ist nicht gestattet, ein Gerät mit Mängeln zu verwenden, die die Genauigkeit der Markierung beeinträchtigen.
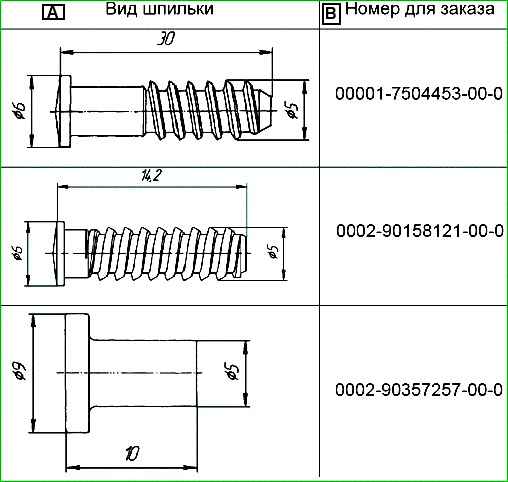
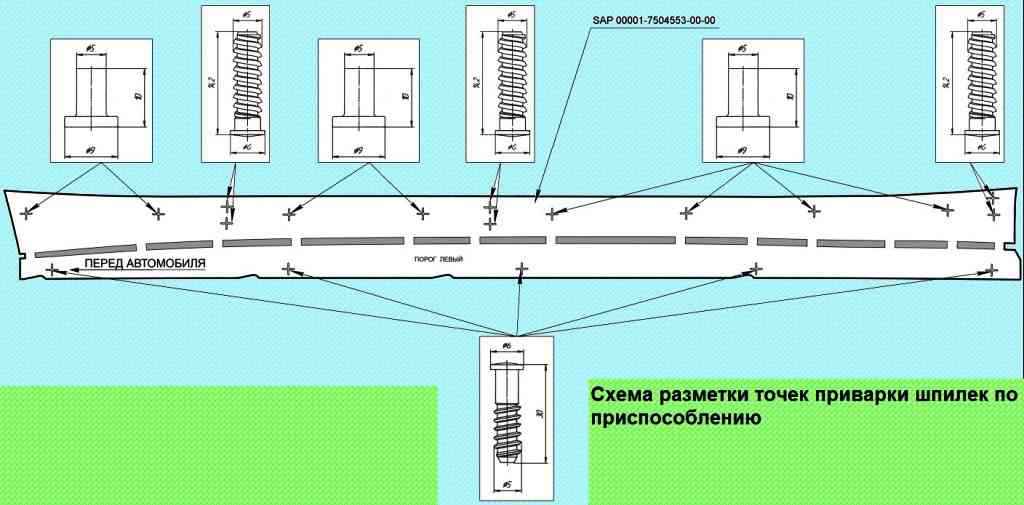
Schweißen Sie die Bolzen (Tabelle 1) senkrecht zur Schwellenebene gemäß den Markierungen mit drei Schweißpunkten etwa 120 Grad um den Umfang der Bolzenauflagefläche gemäß dem Diagramm, Abb. 6.
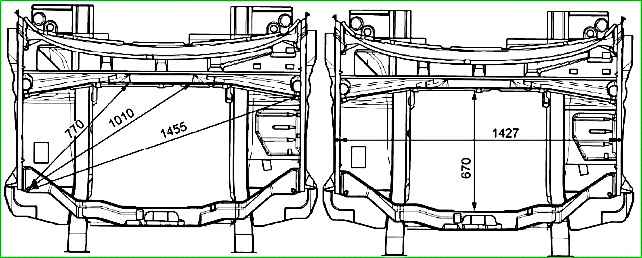
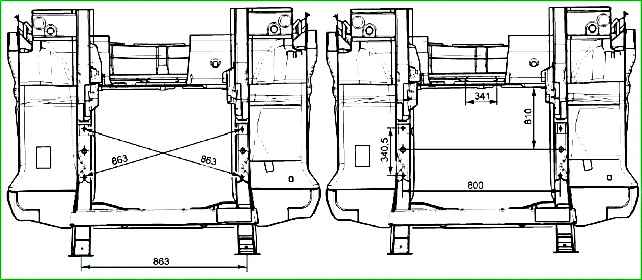
Grundpunkte der geometrischen Körpermaße
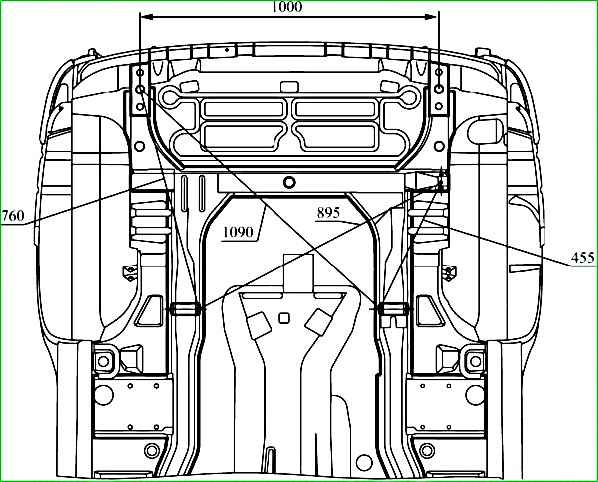
Grundlegende Befestigungspunkte für Getriebeeinheiten
Vorderteil

Hinterer Körper
Verzinktes Metall
Für Teile, die in einer korrosiven Umgebung betrieben werden (der untere Teil des Fahrzeugs), verwendet der Hersteller ein- oder beidseitig verzinktes Metall.
Der Anteil verzinkter Teile an der Karosserie eines Chevrolet-Niva-Autos beträgt mehr als 50 Prozent (nach Gewicht).
Die folgenden Teile sind an der Chevrolet-Niva-Karosserie verzinkt:
- 2123 – 5101024/025 Bodenblech vorne rechts/links;
- 2123 – 5101034 mittleres Bodenpaneel;
- 2123 – 5101042 hinteres Bodenblech;
- 2123 – 5101056/057 Bodenschwellenverbinder rechts/links;
- 2123 – 5101068/069 Bodenschwellenkastenverbinder rechts/links;
- 2123 – 5401092/093 Seitenteil innen rechts/links;
- 2123 – 5401102/103 untere rechte/linke Seitenverkleidung;
- 2123 – 8403024/025 Kotflügelverstärker vorne, hinten rechts/links;
- 2123 – 8403264/265 Kotflügel vorne rechts/links;
- 2123 – 8404046/047 Kotflügelverlängerung hinten rechts/links;
- 2123 – 5401060/061 Karosserieseite rechts/links;
- 2123 – 6101014/015 äußere Türverkleidung vorne rechts/links;
- 2123 – 6101024/025 Türverkleidung vorne innen rechts/links;
- 2123 – 6201014/015 äußere Türverkleidung hinten rechts/links;
- 2123 – 6201024/025 Türverkleidung hinten innen rechts/links;
- 2123 – 6301014 äußere hintere Türverkleidung;
- 2123 – 6301024 innere hintere Türverkleidung;
- 2123 – 8403014/015 Kotflügel vorne rechts/links;
- 2123 – 8404014/015 Kotflügel hinten rechts/links.
Verzinkte Bleche erfordern andere Reparaturmethoden als herkömmliche Stahlbleche:
Beim Schweißen verzinkter Bleche in einer Schutzgasumgebung ist die Schweißstelle poröser als beim Schweißen herkömmlicher Stahlbleche. Erhöhen Sie die Anzahl der Schweißpunkte um 10 %.
Wenn Zink in der Schweißzone verbrennt, gibt es schädliche Gase ab. Persönliche Schutzausrüstung verwenden.
Bevor Sie Spachtelmasse auf verzinkte Stahlplatten auftragen, schleifen Sie die glatte verzinkte Oberfläche gründlich ab (entfernen Sie den Glanz), um die Haftung der Spachtelmasse auf dem verzinkten Metall zu erhöhen.
Verwenden Sie beim Arbeiten mit verzinkten Stahlblechen ausschließlich Spachtelmasse auf Epoxidbasis.
Bearbeiten eines beschädigten Körpers
Während des Betriebs werden einige Fahrzeuge durch Verkehrsunfälle beschädigt und die Integrität und Geometrie der Vorderflächen, des Rahmens und der Karosseriebasis wird beschädigt.
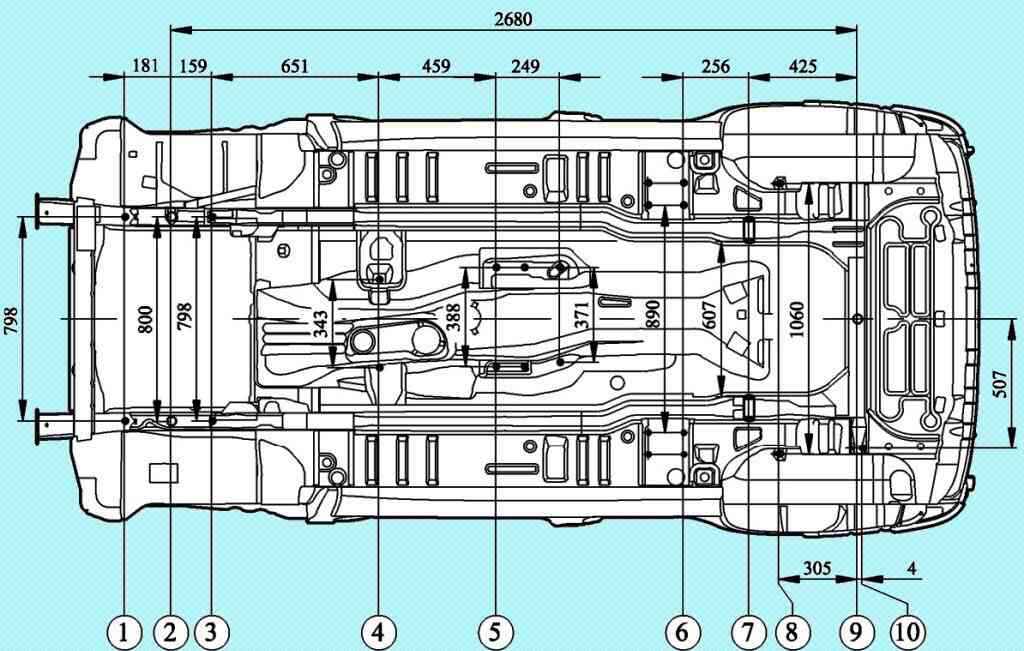
Bei der Reparatur solcher Fahrzeuge ist es notwendig, die Geometrie der Befestigungspunkte von Bauteilen und Baugruppen am Karosserieboden wiederherzustellen.
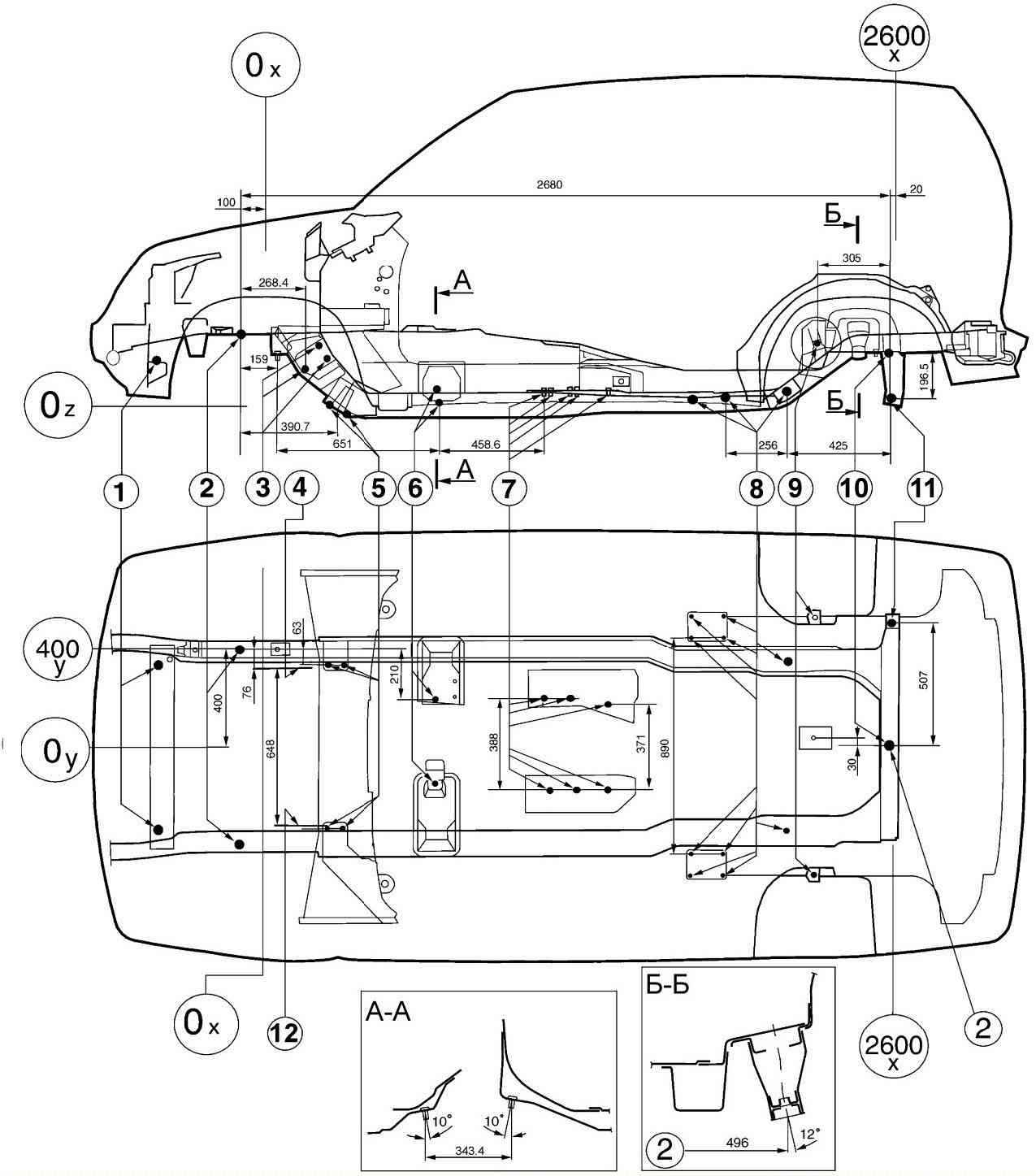
Die wichtigsten Referenzmaße zur Überprüfung der Karosseriebasis sind in der Abbildung dargestellt.
Schäden am Körper können unterschiedlich komplex sein. Daher sollten die Reparaturregeln im Einzelfall für diese Schäden am besten geeignet sein und es ist notwendig, die Möglichkeiten zum Richten der beschädigten Platten maximal auszunutzen.
Wenn möglich, ist es notwendig, den Austausch von geschweißten Teilen zu vermeiden, um den werksseitigen Korrosionsschutz der Karosserie nicht zu beeinträchtigen.
Bei der Durchführung von Karosseriereparaturen wird empfohlen, Komponenten und Teile zu entfernen, die Richt-, Schweiß- und Lackierarbeiten behindern, um die Messung, Steuerung und Installation von Hydraulik- und Spindelhubgetrieben zu erleichtern und Verformungen und Schäden an der Karosserie zu vermeiden.
Überstände der Frontflächen und abnehmbaren Teile gegenüber angrenzenden Paneelen werden durch deren Montage und Justierung eliminiert.
Reparatur deformierter Oberflächen von Teilen
Die Reparatur beschädigter Karosserieteile erfolgt durch Ziehen, Richten, Richten mit Metallschrumpfung, Ausschneiden nicht reparierbarer Bereiche, Anfertigen von Reparatureinsätzen aus aussortierten Karosserieteilen oder Blechen und Verleihen der Form des wiederherzustellenden Teils.
Verformte Bereiche von Platten werden in der Regel manuell mit Spezialwerkzeugen (Hämmer, Hebel, verschiedene Dorne) und Vorrichtungen begradigt.
Wärmerichten wird zum Stauchen (Ziehen) stark gedehnter Plattenoberflächen verwendet.
Um eine Verschlechterung der mechanischen Eigenschaften des Metalls zu verhindern, werden die Platten auf 600–650 °C (kirschrote Farbe) erhitzt. Der Durchmesser der erhitzten Stelle sollte nicht mehr als 10–15 mm betragen.
Richten Sie Platten mit Metallschwund wie folgt aus:
- – Erhitzen Sie mit einer Kohlenstoffelektrode eines halbautomatischen Schweißgeräts oder eines Gasbrenners die Metallpunkte vom Rand bis zur Mitte des defekten Bereichs und drücken Sie die erhitzten Stellen mit Schlägen eines Holzhammers oder Hammers an Die Rückseite des Bereichs wird mit einer Unterlage oder einem Amboss gestaucht;
- – Wiederholen Sie die Vorgänge des Erhitzens und Auftragens des Metalls, bis die gewünschte Plattenoberfläche erreicht ist.
Unregelmäßigkeiten auf Platten können mit Polyesterspachtelmassen, Thermoplasten, kalthärtenden Epoxidmassen und Lot ausgeglichen werden.
Polyesterspachtelmassen wie "Hempropol-P" oder PE-0085 bilden zuverlässige Verbindungen mit auf Metall abgezogenen Platten.
Die Temperatur im Arbeitsraum sollte nicht unter 18° C liegen. Der vorbereitete Polyesterspachtel darf nicht länger als 10 Minuten verarbeitet werden.
Es härtet 60 Minuten nach dem Auftragen vollständig aus.
Die Dicke der Spachtelschicht auf der behandelten Oberfläche der Platte sollte 2 mm nicht überschreiten.
Thermoplast ist in Pulverform erhältlich.
Es erhält die notwendigen elastischen Eigenschaften, um es bei einer Temperatur von 150–160° C auf die Metalloberfläche des Paneels aufzutragen.
Die zu verspachtelnde Fläche muss gründlich gereinigt werden vor Rost, Zunder, alter Farbe und anderen Verunreinigungen.
Thermoplastische Haftung ist besser auf einer rauen Metalloberfläche.
Zum Auftragen von Thermoplast wird die zu nivellierende Fläche auf 170–180° C erhitzt und die erste Pulverschicht aufgetragen, die mit einer Metallwalze gerollt wird.
Dann wird eine zweite Schicht aufgetragen und so weiter, bis die Unebenheiten ausgeglichen sind.
Jede Schicht wird gerollt, bis eine monolithische Schicht aus Kunststoffmasse entsteht. Nach dem Aushärten wird der Thermoplast mit einer Richtsäge bearbeitet.
Lote vom Typ POSSu 18-2 oder POSSu 25-2 werden verwendet, um zuvor mit Lot gefüllte Bereiche zu ebnen, die Kanten von Teilen aufzubauen und Lücken zu schließen.
Bei erheblichen Schäden an Körperteilen werden diese durch Lichtbogenschweißen in einer Schutzgasumgebung durch neue ersetzt.