Негізгі беріліс механизмін реттеу немесе жөндеуді автомобильден артқы осьті алмай-ақ жасауға болады
Соңғы жетек мойынтіректерінің алдын ала жүктелуі, тордағы бүйірлік саңылау және түйіспелі патч зауытта реттеледі және, әдетте, жұмыс кезінде реттеуді қажет етпейді
Оларды реттеу көпірді қалпына келтіріп, бөлшектерді ауыстырғаннан кейін, сондай-ақ мойынтіректердің тозуы кезінде ғана қажет.
Зауыт қалыңдығы 2,65-3,15 мм, қалыңдығы 0,1 мм айырмашылығы бар шайбалар жинағын шығарады.
Мойынтіректердің керілуі 0,1 мм-ден аспауы керек.
Реттеуді келесідей орындау керек:
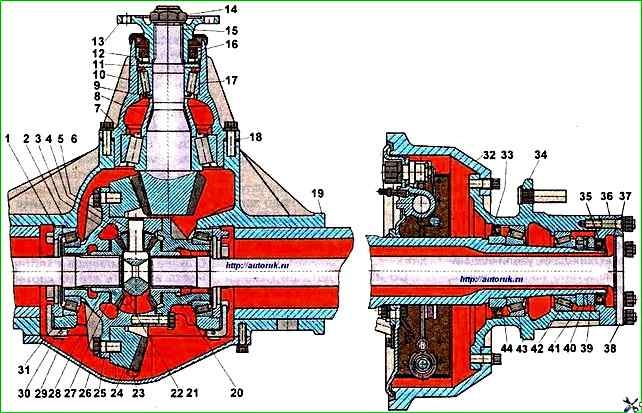
- - гайканы 14 құлпын ашпай бұрап алыңыз. Бұл жіпке зақым келтірмеу үшін мұқият жасалуы керек. Жіптерді маймен майлау ұсынылады.
Алдымен гайканы кішкене бұрышпен бұраңыз, сонда тек гайкадағы экструзияны кесіп тастаңыз және гайканы бастапқы орнына қайтарыңыз, содан кейін оны толығымен бұрап алыңыз;
- - мойынтірек шыныаяқын ось корпусына бекітетін боттарды бұрап алыңыз және оны реттеуіш тетіктермен бірге картерден алып тастаңыз;
- - мойынтірек шыныаяқын пресс төсемдерге орнатыңыз және жетек тетігін подшипниктің ішкі сақинасымен 7, реттейтін шайбалармен 9 және аралық төлкемен 8 бірге басыңыз.
Егер пресс болмаса, дәл осындай операцияны жұмсақ оқпанды пайдаланып балғамен орындауға болады;
- - жетекті редуктордың фланецін мойынтірек корпусынан алыңыз;
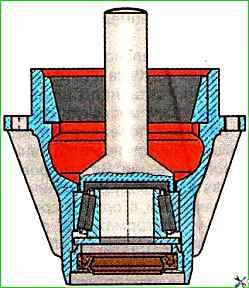
- - мойынтіректің корпусын төңкеріп, алдыңғы мойынтіректің ішкі сырғысына орнатылған оқпанды пайдаланып, оның ішінен манжетка жинағы бар тіректі басыңыз (2-сурет);
- - жойылған бөліктерді тексеріңіз, қажет болса, ақаулыларын ауыстырыңыз;
- - жаңадан орнатылған реттегіш шайбалардың қаптамасының қалыңдығы саңылау көлемінен аз болуы керек (қалған бөліктер өзгертілмеген жағдайда), ал саңылау мөлшері мм-нің оннан бір бөлігіне дейін дөңгелектенеді;
Шайбалардың дұрыс таңдалғанын тексеру үшін манжеттік қыстырғышты орнатпай және кір дефлекторсыз технологиялық фланецті орнатпай, әйнекті кері ретпен жинаңыз.
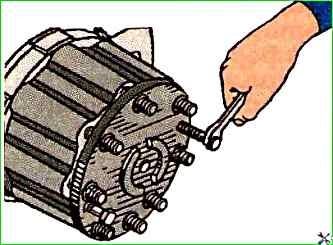
Фланецті гайканы (крутящий момент 400÷550 Нм) қатайтыңыз, жетек тетігін жұмсақ металл аралықтары бар ілмекте ұстап, мойынтіректер корпусын бұраңыз, осылайша роликтер дұрыс орналасады.
Мойынтіректердің алдын ала жүктелуінің дұрыстығы жетек тетігін манжетсіз және балшықты дефлекторсыз айналдыруға қажетті айналу моменті (3-сурет) арқылы тексеріледі. Бұл мән 2,5÷4 Нм.
Крутящий моментті өлшеу біліктің бес толық айналымынан кейін кем емес бір бағытта үздіксіз айналу арқылы жүргізілуі керек.
Мойынтіректерді соңғы жетек үшін қолданылатын маймен майлау керек.
Бөлшектері өзгертілген болса, сынақ құрастырудан кейін кішкене бос орын болатындай етіп эксперименттік түрде екі шайбаны таңдауға болады, оны индикатормен өлшеп, жоғарыда сипатталғандай шайбаларды таңдаңыз.
Мойынтіректерді соңғы ретке келтіргеннен кейін манжеттің жұмыс шеттерінің арасына май жағып, манжетпен бірге толықтай шыныға басыңыз.
Егер манжет корпустан алынған болса, оны корпусқа орнатпас бұрын оның отыратын бетін мотор майымен майлау ұсынылады.
Жетектегі редуктор фланецінің гайкасын оның жиегін редуктор білігінің ойығына басу арқылы қатайтыңыз және бекітіңіз.
Гайканы қатайтқанда, мойынтірек шығыршықтары дұрыс күйде болатындай жетекті немесе мойынтірек корпусын бұруды ұмытпаңыз.
Болат реттегіш тетіктер 18 (1-суретті қараңыз) мойынтірек шыныаяқын картерге орнатпас бұрын шпиндель майымен немесе өнеркәсіптік I-30 майымен майлануы керек, ал жіңішке шығыршықтар жиектеме жинағының екі жағына орнатылуы керек.
Жетек берілісінің мойынтірек корпусын бекітетін болттарды 70-100 Нм айналу моментімен ақырында бұрау керек, ал жетек тетігі кептеліссіз біркелкі айналуы керек.
Дифференциалды реттеу
Мұнайды ағызу тесігі арқылы ағызыңыз;
Картер қақпағын алыңыз;
Остің білігін күпшекке бекітетін гайкаларды бұрап алыңыз, серіппелі шайбаларды және төрт кеңейту төлкелерін шпилькалардан алыңыз.
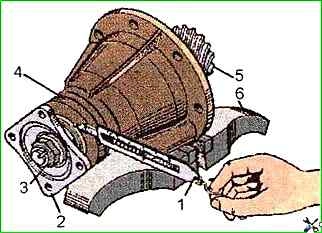
Екі M10x1,5 болтты фланецтің саңылауларына бұрап (1-сурет), оны орнынан жылжытыңыз, содан кейін осьтің білігін, тығыздағышты және манжеттің корпусын манжетпен бірге қолмен алыңыз.
Сол сияқты басқа осьтің білігін алыңыз;
29 тығындарды (2-суретті қараңыз) 30 тығындардан алыңыз;
Бүйірлік саңылау тістің кең бөлігіне орнатылған индикатормен өлшенеді (Cурет 3).
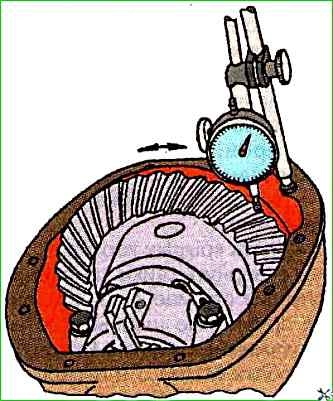
Аралық 0,2-0,28 мм болуы керек.
Ақырғы саңылау тексеру подшипниктің алдын ала жүктелуін және түйіспедегі патчты реттегеннен кейін жүргізілуі керек;
Дифференциалды мойынтіректерде қажетті алдын ала жүктемені қамтамасыз ету үшін, алдымен мойынтіректерде роликтердің дұрыс орнатылуын қамтамасыз ету үшін дифференциалды айналдыра отырып, мойынтіректердегі осьтік бос орын (кедергісіз) жойылғанша реттеу гайкаларын біркелкі қатайтыңыз.
Реттеу гайкаларының айналуы қиын болса, мойынтіректердің қақпақтарын бекітетін болттарды босатып, босату керек.
Осьтік саңылау индикатормен өлшенеді (Cурет 4);
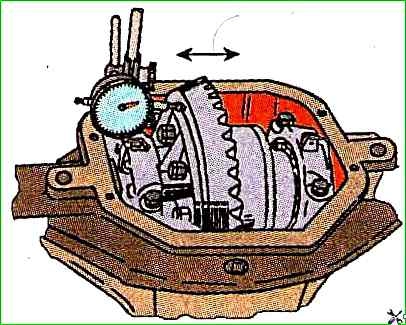
Дұрыс алдын ала жүктемені алу үшін екі жағындағы гайкалар нөлдік бос орыннан екі ойыққа тартылады.
Біркелкі орналасқан үш тістің бүйірлік ойығын соңғы тексергеннен кейін реттеу гайкалары бекітіледі.
Соңғы жетек берілістеріндегі контакт патчын реттеу
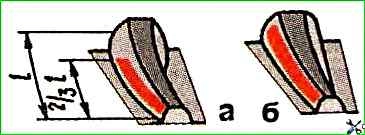
Тісті беріліс тетігі реттелетін жаңа берілістердің тістеріндегі түйіспелі патчтың орны 1(а)-суретте көрсетілген контактілі патчқа сәйкес келуі керек, ал жүктеме кезінде - суретте. 1 (b).
Бұл жағдайда тістер арасындағы саңылау жаңа берілістер үшін 0,2÷0,28 мм және пайдаланылғандар үшін 0,5 мм (артық емес) диапазонында сақталуы керек.
Жетек пен жетекті конустық берілістерді реттеуді аяқтағаннан кейін дифференциалды мойынтіректердің қақпақтарын бекітетін болттарды ақырында қатайту қажет.
Тығыздау моменті 160÷200 Нм болуы керек.
Тістер арасындағы саңылау шеңбер бойымен біркелкі орналасқан жетекті берілістің кем дегенде үш тісіне арналған тістің кең бөлігіндегі индикатормен өлшенеді.
Тісті доңғалақ тістерін жанасатын патч бойымен қалыпты орнату үшін жетектегі конустық берілістің бірнеше тістерінің жұмыс беттеріне майлы бояудың жұқа қабатын жағу қажет.
Одан кейін жетек конусты беріліс білігін бір бағытта, екіншісін бұраңыз, жетекті берілісті қолыңызбен тежеңіз.
Қалыптасқан түйіспе нүктелері бойынша берілістің қосылу сипаты анықталады.
Тісті берілістің дұрыс орнатылуы суретте көрсетілген.
Егер нүктенің орналасуы дұрыс болмаса, кестеге сәйкес жетекті және жетекті берілістерді осьтік бағытта жылжыту арқылы қалыпты қосылуға қол жеткізу керек.

Жетектегі конустық берілістің қозғалысы жетекші берілістің мойынтірек шыныаяқының фланецтері мен беріліс қорабы корпусының арасында орнатылған реттегіш шығыршықтар жинағының қалыңдығын өзгерту арқылы жүзеге асырылады, жетекті - сол және оң жақ реттеу кезінде. мойынтіректердің реттелетін алдын ала жүктемесін бұзбау үшін дифференциалдық мойынтіректердің гайкалары бірдей мөлшерде бұрылады.