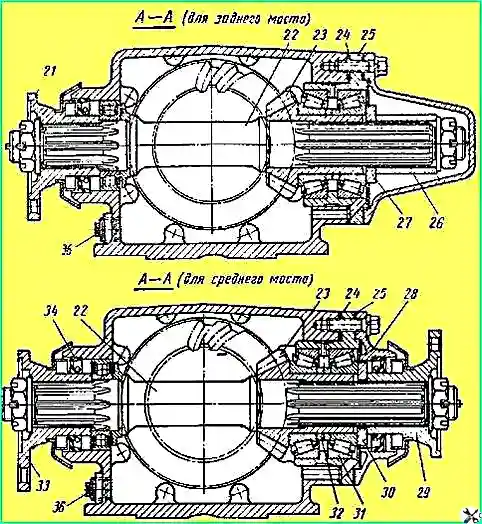
Редуктордың жетек конусты тісті білігінің конустық роликті мойынтіректері шамалы алдын ала жүктемемен реттеледі; осьтік саңылау рұқсат етілмейді
Білікті мойынтіректерде бұру үшін қажетті момент 0,08–0,16 кгм диапазонында болуы керек, бұл 21 фланецтегі тесікке (орта осьтің беріліс қорабы үшін, тесікке) түсірілген 1,3–2,7 кгс күшке сәйкес келеді. кіші фланецтің 29).
Орта және артқы ось редукторы дифференциалмен: 1 - гайка құлпы; 2 - дифференциалды мойынтірек гайкасы; 3 - беріліс қорабы корпусы; 4 - толтырғыш тығын; 5 - жетекті конусты беріліс; 6 - кілт; 7 - аралық сақина; 8 - жетекші цилиндрлік беріліс; 9 - мойынтірек орны; 10 - реттегіш төсемдер; 11 - қақпақ сақинасы; 12 - екі қатарлы роликті мойынтірек; 13 - реттеу сақинасы. 14 - жетекті цилиндрлік беріліс; 15 - тіреуіш шайба 16 - спутник; 17 - дифференциалды кроссовка; 18 - осьтік беріліс; 19 - осьтік беріліс тірегі шайба; 20 - дифференциалды шыныаяқ
Моментті серіппелі таразы (динамометр) арқылы тексеруге болады.
Айналдырғыш моментті фланецті бір бағытта тегіс бұрау арқылы және кемінде бес толық білік айналымынан кейін өлшеу керек.
Мойынтіректерді майлау кестесінде көрсетілген маймен майлау керек.
Алдыңғы және ортаңғы осьтердің жетек тетігінің айналу моментін тексеру кезінде мойынтіректің қақпағын 28 мойынтірек шыныаяқының 25 орталықтандыратын шығыңқы бөлігі қақпақ отырғышынан шығып, тығыздағыштың айналуына қарсы тұрмайтындай етіп жылжыту керек. тісжегіші және жетек тетігі фланецті бекіту гайкасын қатайту керек.< /p>
Гайканың тартылу моменті 20-25 кгм болуы керек.
гайканы қатайтқан кезде мойынтірек роликтері сақиналардың конустық беттері арасында дұрыс орын алуы үшін жетекті беріліс білігін бұру қажет.
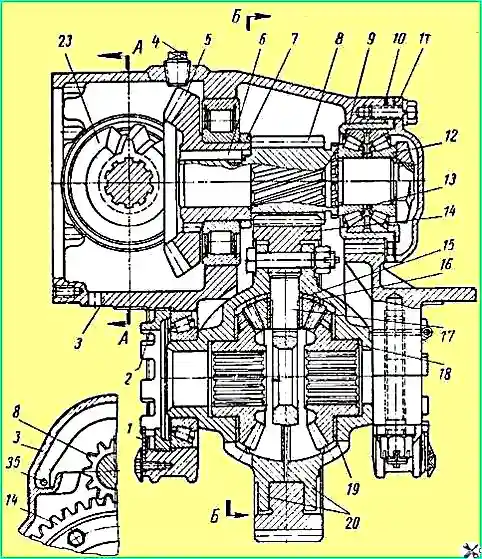
Жетек берілісінің мойынтіректерін 2 дана көлемінде орнатылған қажетті қалыңдықтағы 32 реттегіш шайбаларды таңдау арқылы реттеу керек. ішіндегі ұштары арасында мойынтірек сақиналары.
Зауыт келесі қалыңдықтағы реттегіш шайбаларды шығарады: 7,25; 7.30; 7,40; 7,50; 7,60; 7,70; 7,80 және 7,85 мм.
Мойынтіректерді түпкілікті ретке келтіргеннен кейін жетек тетігі фланецті бекіту гайкасын қатайтып, штангаларды бекіту керек.
Жетекші цилиндрлік беріліс 8 білігінің екі қатарлы конустық роликті мойынтірегі 12 өндіруші таңдалған реттеу сақинасымен 13 жеткізіледі және қосымша реттеуді қажет етпейді, бұл подшипниктің бөліктері бір-бірін алмастырмайды, сондықтан бөлшектерді бір подшипниктен екіншісіне ауыстыруға және бір подшипниктің ішкі сақиналарын екіншісінің орнына қайта орналастыруға жол берілмейді.
Соңғы бетінде мөрі бар V әрпі бар мойынтіректің 12 ішкі сақинасы сыртқы сақинаның мөрленген соңғы бетінің бүйіріне орнатылуы керек.
Мойынтіректерді бекіту гайкасын 12 қатайтқаннан кейін оның жіңішке шетін білік ойықтарының біріне басу арқылы бекіту керек.
Тығыздау моменті 35-40 кгм болуы керек. Жөндеу кезінде гайканы бұрап алу қажет болса, оны алдымен біліктің бұрандалы ұшының ойығына қысылған гайканың жіңішке шетін артқа иілу арқылы ашу керек.
Зауытта беріліс қорабының жетекші 23 және жетекті 5 конустық берілістері түйіспелі патчқа және түйіспедегі бүйірлік саңылауға сәйкес жинақтарда таңдалады, жиектемемен қапталған және жинақтың сериялық нөмірімен белгіленген.
Сонымен қатар, автомобильдің жұмысы кезінде берілістер бір-біріне қарсы тозған, сондықтан берілістерді ауыстыру қажет болса, екі беріліс те бір уақытта ауыстырылуы керек.
Жаңа орнатылған конустық берілістердің сериялық нөмірі бірдей болуы керек.
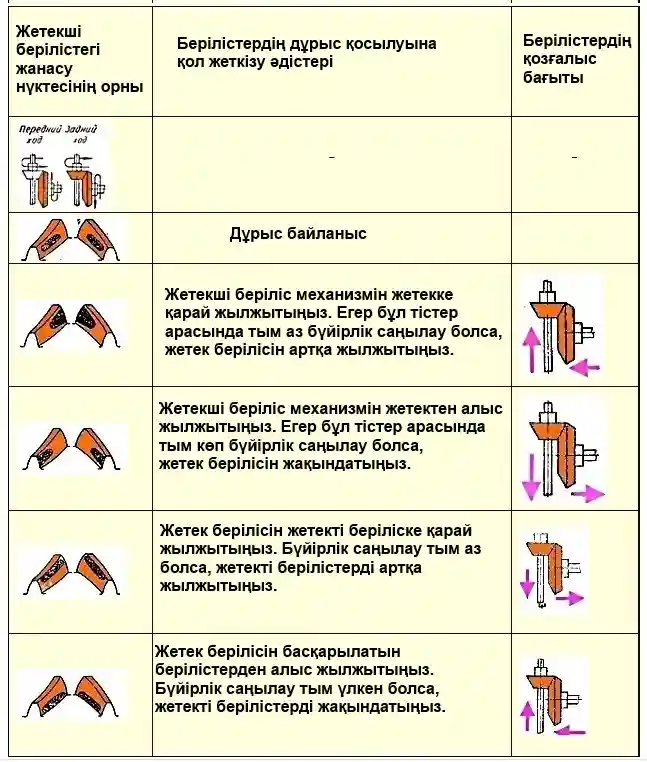
Редуктордың жаңа конустық берілістерін орнатқанда, олар контактілі патчқа, «бояудағы» және қосылымдағы бүйірлік саңылауларға сәйкес реттелуі керек (мақала соңындағы 1-кесте)
Жетектегі конустық тісті тістің екі жағындағы жанасу патчының ұзындығы тіс ұзындығының шамамен ⅔ бөлігіне тең болуы керек және тістің тар ұшының соңына 2-4 мм-ге жетпеуі керек және ұзартылмауы керек. тістің жоғарғы жиегіне дейін.
Жетек берілісіндегі контакт патч тістің жоғарғы жиегіне жетуі мүмкін.
Түйіспелі патч жетек берілісін екі бағытта айналдыру және басқарылатын берілістерді бір уақытта қолмен тежеу арқылы алынады.
Бүйірлік саңылау тістің кең бөлігінде 0,15-0,40 мм шегінде болуы керек, бұл жетекші конустық беріліс білігінің фланецінің 21 айналуының 0,18-0,48 мм-ге айналуына сәйкес келеді. болттарға арналған саңылаулардың орналасуы және қозғалмайтын жетекті беріліспен, ортаңғы осьтік беріліс қорабы үшін өлшем кішірек фланец 29 бойынша жүргізіледі.
Бүйірлік саңылау шеңбердің айналасында шамамен бірдей қашықтықта орналасқан кем дегенде төрт жетекті беріліс тістері үшін тексерілуі керек.
Тісті беріліс қорабына жаңа берілістерді орнату кезінде жетекті беріліс мойынтіректерінің шыныаяқ 25 фланецінің астына жалпы қалыңдығы 2 мм болатын реттегіш төсемдерді 24 орнату қажет; осыдан кейін жетекті конустық берілістің мойынтірек орнының 9 фланецінің астындағы белдеулердің санын 10 өзгерту арқылы жетекті конустық берілістерді жылжыту арқылы бүйірлік бос орынды реттеңіз және контакт патчын тексеріңіз.
Егер дұрыс контактілі патчқа қол жеткізілмесе, конустық берілістерді кестеде көрсетілгендей жылжыту қажет. 1, жетек тетігінің мойынтірек шыныаяқының фланецтерінің астындағы тығыздағыштардың санын және жетектегі берілістің мойынтірек орнының өзгеруі.
Қорытынды реттегеннен кейін әр төсем жинағында қалыңдығы кемінде 0,1 мм екі жиек болуы керек.
Тығыз, саңылаусыз қосылымды қамтамасыз ету үшін тығыздағыш жинағының екі жағына жұқа аралықтарды қою керек.
Тостағанды, розетка мен мойынтіректердің қақпақтарын бекітетін болттар соңғы реттелгеннен кейін тартылуы керек; тарту моменті 6-8 кгм.
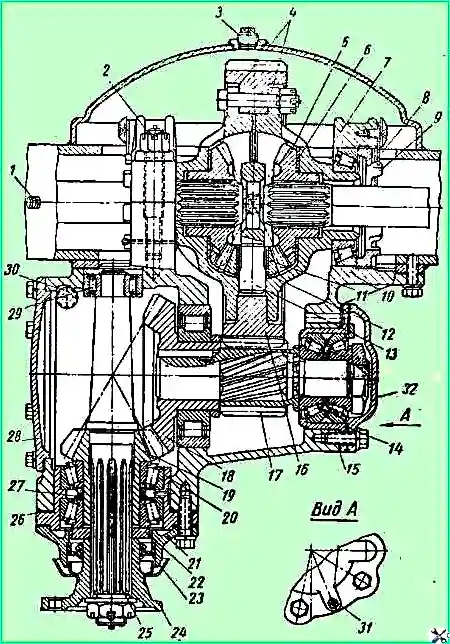
Білікті 25 (4-сурет) подшипник шыныаяқымен бірге алдыңғы жетек осінің беріліс қорабының корпусына орнатқаннан кейін, босату үшін цилиндрлік роликті мойынтіректің 29 сыртқы сақинасының ұшын ішкі жағынан аздап соғу керек. мойынтіректер шығыршықтарын мойынтірек сақиналарына қарсы ұштардың қысымынан.
Редуктор корпусының 28 қақпағын алып тастау керек.
Егер тісті доңғалақтарда тістердің тозуына байланысты айналмалы саңылау ұлғайса, оларды реттеуге болмайды, себебі бұл дұрыс қосылуды бұзады.
Конусты беріліс толық тозғанша, қосымша реттеусіз жұмыс істеуі керек.
Егер айналма саңылаулардың ұлғаюы конустық роликті мойынтіректердің тозуына байланысты болса, яғни бүйірлік саңылаулардың ұлғаюымен бір мезгілде мойынтіректерде айтарлықтай осьтік саңылау болса, бүйірлік саңылауларды тиісті бөліктерді алып тастау арқылы азайтуға болады. осы тозуды өтеуге арналған шығырлар саны; бұл жағдайда алдымен жетекші конустық беріліс мойынтіректерінің алдын ала жүктелуін қалпына келтіру қажет.
Реттеуден кейін контакт патчының дұрыстығын тексеріңіз.
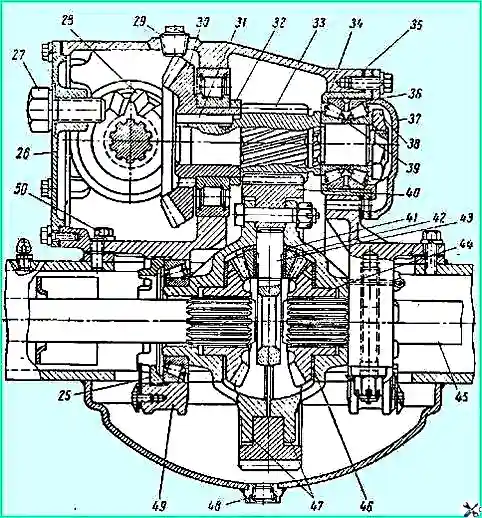
Жиналған дифференциалды редуктор корпусына конустық берілістерді орнатып, реттеп, соңғы қатайтқаннан кейін орнату керек мойынтірек қақпағын бекіту болттарын қатайту.
Подшипниктері бар дифференциалды жинақты беріліс қорабы корпусының розеткасына орнатқаннан кейін мойынтіректердің реттеу гайкаларын 2 (3-суретті қараңыз) мойынтірек сақиналарына мықтап қонатындай етіп, қолмен қатайтыңыз, содан кейін дифференциалды подшипник қақпақтарын орнатыңыз.
Егер қақпақтар орнына сәйкес келмесе, бұл реттегіш гайкалардың қисық екенін және оларды қайтадан тарту керек екенін білдіреді.
Қақпақтарды күштеп салу картерге, қақпақтарға және гайкаларға зақым келтіруі мүмкін.
Мойынтіректердің қақпақтарын орнатқаннан кейін қақпақтарды бекітетін гайкаларды олар тоқтағанша қатайтыңыз, содан кейін реттеу гайкаларын 2 бұру үшін жеткілікті босатыңыз.
Реттеу гайкаларын қатайту және босату арқылы, жетекші цилиндрлік беріліс 14 жетекші беріліске 8 қатысты симметриялы жағдайды алатындай дифференциалды ауыстыру қажет.
Дифференциалды конустық роликті мойынтіректерді сәл алдын ала жүктемемен реттеу керек.
Ол үшін алдымен реттегіш гайкаларды дифференциалдың осьтік қозғалысы 0,1 мм-ден аспайтындай етіп реттеңіз.
Осьтік ығысу шамасын басқарылатын цилиндрлік берілістің тәжіне қарама-қарсы орнатылған және мойынтірек қақпағына бекітілген индикатор арқылы тексеру керек.
Осыдан кейін реттеу гайкаларының әрқайсысын бір ойыққа бұрап, осы күйде тығынмен 1 бекітіп, мойынтіректердің қақпақтарын бекітетін гайкаларды қатайтып, оларды түйреу керек (тарту моменті 17-19 кгм болуы керек).
Мойынтіректерді реттеу кезінде мойынтірек роликтері сақиналардың конустық беттері арасында дұрыс орын алуы үшін дифференциалды бірнеше рет бұру қажет.
Дифференциалды құрастыру кезінде шыныаяқтардағы 20 белгілердің бір-біріне қарама-қарсы орнатылуын қамтамасыз ету қажет, дифференциалды болт гайкасының тартылу моменті 12-14 кгм болуы керек.
Алдыңғы жетек осінің беріліс қорабының мойынтіректері мен берілістерін реттеу артқы және ортаңғы осьтердің редукторларын реттеуге ұқсас.
Автомобиль алға жылжыған кезде жетектегі конусты берілістің тісінің жұмыс жағы артқы және ортаңғы осьтер үшін дөңес жағы, ал алдыңғы ось үшін тістің ойыс жағы болатынын есте сақтау қажет.
")

")
")
")
")
")
")
")