Бос орындарды реттеу (тексеру) үшін иінді білікті 1-ші цилиндрге жанармай бүрку басталуына сәйкес келетін «I» күйіне орнатыңыз, бұл ретте бос жүрістің тұтқасын толығымен басу арқылы отын беруді өшіріңіз
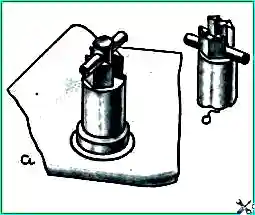
Маховик құлпын (Cурет 2, a) суретте көрсетілгендей төменгі орынға қойыңыз. 2, b.
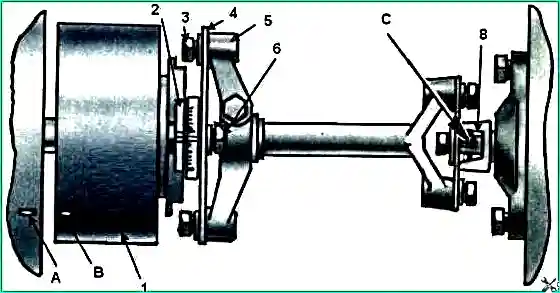
Муфта корпусының алдыңғы люк қақпағын 1 алыңыз (Cурет 5).
Маховиктегі 2 саңылауларға ломды кіргізіп, иінді білікті ысырма серіппенің әсерінен маховикке қосылғанша айналуы кезінде бұраңыз.
Бұл жағдайда жанармай бүрку алдын ала ілініс корпусының соңындағы белгілердің орны және жоғары қысымды отын сорғысы жетегінің жарты жетек муфтасының фланеці (3-сурет) сәйкес келуі және жоғарғы жағында болуы керек. орны.
Егер белгілер жоғарғы күйде болмаса, құлыпты босатып, иінді білік қайтадан құлыпталғанша иінді білікті бір айналымға бұрыңыз.
Құлыпты жоғарғы бекітілген күйге орнатыңыз.
Иінді білікті айналу бағытында (маховик жағынан қарағанда сағат тіліне қарсы) 60° бұрышпен бұраңыз (маховикті көршілес екі тесік арасындағы қашықтық арқылы бұру иінді білікті 30° бұруға сәйкес келеді), яғни, «I» күйіне.
Иінді біліктің бұл күйінде 1 және 5 цилиндрлердің клапандарындағы саңылау тексеріледі (клапандар жабық, клапанның өзектерін қолмен оңай бұруға болады).
Реттелетін клапандардың ілмектерін бұрау кілтімен бекітетін гайкалардың тартылу моментін тексеріңіз (Мкр = 4,2 ÷ 5,4 кгсм).
Рукер қолдарының саусақтары мен 1-ші және 5-ші цилиндрлердің клапан өзектерінің ұштары арасындағы саңылауларды өлшеуішпен өлшеңіз.
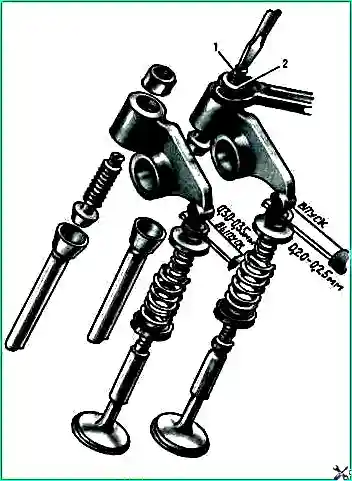
Дұрыс реттелетін саңылаулармен, қабылдау клапаны үшін қалыңдығы 0,20 мм және шығару клапаны үшін қалыңдығы 0,30 мм қалыңдықты өлшеуіш еркін кіруі керек, қабылдау клапаны үшін қалыңдығы 0,25 мм және шығару клапаны үшін қалыңдығы 0,35 мм калибрлі өлшеуіш болуы керек. күшпен сәйкес келеді.
Қажет болса, қажетті бос орынды келесідей орнатыңыз:
- - клапандарды реттеуге арналған құралды немесе кілт пен бұрағышты пайдаланып, реттеу бұрандасы 1-нің гайкасын 2 (4-сурет) босатыңыз;
- - қажетті қалыңдықтағы калибрді салыңыз және бұранданы бұрағышпен бұрап, қажетті саңылауды орнатыңыз;
- - бұранданы бұрауышпен ұстаңыз, гайканы қатайтыңыз және саңылауды тексеріңіз.
Реттеу бұрандасы гайкасының тартылу моменті 4,2-5,4 кгс-м болуы керек.
Қалған клапандардағы саңылауларды тексеру үшін иінді білікті «II», «III» және «IV» позицияларына орнатыңыз, бұл үшін оны бірінші күйіне қатысты тиісінше 180°, 260°, 540° бұраңыз. 4 және 2, 6 және 3, 7 және 8 цилиндр клапандарын тексеру кезінде иінді білікті.

Ілініс корпусының люк қақпақтарын және цилиндр басын орнына орнатыңыз.
Қозғалтқышты іске қосыңыз. Егер саңылаулар дұрыс реттелсе, газ тарату механизмінде соғу болмауы керек.
Цилиндр басының болттарын тексеру және қатайту
Цилиндр қақпақтарын бекітетін болттарды бұрап, оларды шешіңіз.
Суық қозғалтқышта немесе оны тоқтатқаннан кейін 30 минуттан ерте емес (егер ол жұмыс істеп тұрса), цилиндр басының болттарын суретте көрсетілген ретпен үш қадаммен бұраңыз. 1.
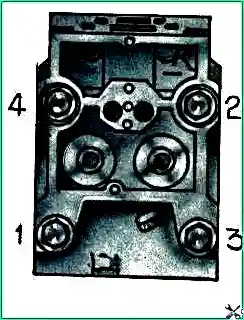
Болттарды тарту моменті: бірінші қадамда 4-5 кгс м, екіншісінде - 12-15 кгс м, үшіншіде - 19-21 кгс м (шектік мән) болуы керек.
")

")
")
")
")
")
")
")