Цилиндр блогын қозғалтқыш құрастыру тірегіне орнату
Поршеньдік топты жинап, дайындаңыз
Иінді білікті құрастыруға дайындау.
Алдымен иінді білікті орнату керек.

Ол үшін қамыттарды (негізгі мойынтіректердің қақпақтары) бекітетін бүйірлік болттарды бұрап алыңыз (Cурет 1).

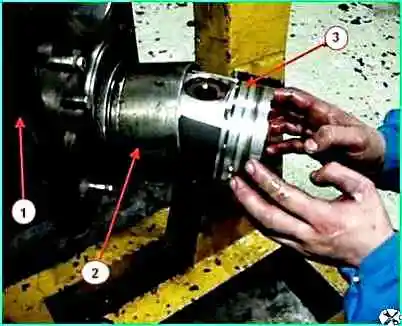
Қамыттарды (негізгі мойынтіректердің қақпақтары) бекітетін төменгі болттарды бұрап алыңыз (Cурет 2).

Қамыттарды шығарып, оларды ретімен орналастырыңыз (Cурет 3).
Негізгі мойынтіректердің отырғыштарын сүртіңіз.

Ортасында ойық бар жоғарғы негізгі мойынтіректерді салыңыз (Cурет 4).

Мотор майымен майлаңыз және итергіштерді блок розеткаларына орнатыңыз (Cурет 5).

Үстіңгі негізгі мойынтіректерді мотор майының жұқа қабатымен майлаңыз (Cурет 6).
Иінді білікті цилиндрлер блогына салыңыз.

Иінді білікті бірінші цилиндрдің қарсы салмағы қозғалтқыштың шұңқырына қатысты төмен қаратылатындай етіп төсеу керек (одан кейін ол жақсырақ орналасады) (Cурет 7).

Төменгі негізгі мойынтіректерді қамыттарға (негізгі мойынтіректердің қақпақтары) салыңыз, мойынтіректерді майлаңыз және мойынтіректердің құлыптары сәйкес келетіндей етіп орнатыңыз (Cурет 8).
Қамыттардың төменгі болттарын бекітіңіз.

Болат-алюминий жартылай сақиналарды артқы негізгі подшипниктің ойықтарына ойықтары бар жағы біліктің итеру ұштарына іргелес, ал мұртты артқы негізгі мойынтірек қақпағындағы ойыққа қонатындай етіп кіргіземіз.
Негізгі мойынтірек болттарын 94,2÷117,7 Нм (9,6÷12кгс.м) айналу моментіне дейін алдын ала қатайтыңыз.

3-4-5-2-1 ретімен ортаңғы негізгі мойынтіректен (10-сурет) қатайтуды бастаймыз.
Соңында негізгі мойынтіректердің қақпақтарының болттарын 206÷230,5 Нм (21÷23,5) айналу моментіне дейін қатайтыңыз.
80,4÷90,2 Нм (8,2÷9,2 кгс.м) қатайту моментін қамтамасыз ете отырып, блоктың M12 муфта болттарын бұрап, қатайтыңыз.
Айналдырғыш кілтпен қатайту кезінде қарсылық серпілмей, біркелкі өсуі керек. Кілтті жылжытқан кездегі сәтті санаңыз.
Қарықтағаннан кейін иінді білік маховикті бекіту түйреуіштеріне түсірілген қол күшінен еркін айналуы керек; тіреуіштегі осьтік саңылау кемінде 0,05 мм болуы керек.
Поршеньдік топты орнатуды жеңілдету үшін тіректегі блокты тік күйге бұраңыз.
Орнатуды сегізінші цилиндрден бастаймыз.

Үстіңгісін салыңыз шатунды қосқаннан кейін оны мотор майының жұқа қабатымен майлаңыз (Cурет 11), ал цилиндрді қозғалтқыш майының жұқа қабатымен майлаңыз.
Поршеньдік топты орнатуға арналған құралды пайдаланып, поршеньді шатунды цилиндрлер блогына салыңыз, құлыптар поршеньдік түйреуішпен бір осьте сәйкес келмейтіндей сақина құлыптарының әртүрлі орналасуын қамтамасыз етіңіз.
Болттар мен шатун төсемінің дұрыс орналасуын қамтамасыз етіп, поршеньді ақырын түрту үшін балғаның ағаш жағын пайдаланыңыз.

Лузерді шатунның қақпағына салыңыз, шатунды майлаңыз және оны төсемдердің құлыптары сәйкес келетіндей етіп орнатыңыз (Cурет 13). Шатунның қақпағын бекітетін гайкаларды қатайтамыз.
0,25÷0,27 мм ұзарту үшін M12 жіппен шатун қақпағының болттарын тарту моменті.
М13 жіппен арматураланған конструкция болттар – 117,7÷127,4 Нм (12÷13 кгс.м).
Осыдан кейін шатунмен бірге поршеньді төртінші цилиндрге салыңыз.
Иінді білікті айналдырып, поршеньді шатунмен бірге 7 және 3 цилиндрлерге салыңыз.

Қалған поршеньдерді шатундары бар бірдей етіп салыңыз және бұрау кілтімен (Cурет 14) жоғарыда көрсетілген моментке дейін қатайтыңыз.
Иінді білікті бірнеше рет бұраңыз.