Қозғалтқышқа екі цилиндр басы орнатылған. Әрбір бас цилиндрлер блогына басылған екі бекіткіш түйреуіштермен орталықтандырылған
Бағыттауыш втулкалар мен клапан орындықтары цилиндр басына қысылған.
Клапан төлкелері металл керамикалық болып табылады. Қабылдау клапанының жеңінің ішкі диаметрі 9 +0,022 мм, ал шығару клапаны 11 +0,022 мм.
Клапанның бағыттаушы тесігінің рұқсат етілген тозуы 0,05 мм-ден аспауы керек. Егер төлкенің ішкі диаметрі одан әрі ұлғайса, оны ауыстыру керек.
Қосалқы бөлшектер үшін клапандар стандартты өлшемде шығарылады, ал ішкі диаметрі 0,3 мм-ге кішірейтілген төлкелер шығарылады, яғни цилиндр басына басқаннан кейін кеңейту мүмкіндігі бар.
Тозған втулка дрейф арқылы сыртқа шығарылады. Жаңа төлке рокердің иінінен итергіш оқпанды пайдаланып басылады.
Клапан серіппесі астындағы жазықтықтың үстіндегі втулка 22 мм-ден аспауы керек.
Басудан кейін клапан жеңінің тесігі тиісті стандартты өлшемге дейін өңделеді.
Клапан орындықтары шойыннан жасалған.
Орындықтың жұмыс бетіндегі аздаған ақауларды клапанды орындыққа төсеу процесінде жоюға болады, ал терең сызаттар мен басқа да үлкен ақауларды орындықты тегістеу, содан кейін клапанды отырғышқа төсеу арқылы жоюға болады.
Клапанның орындыққа тығыз орналасуы сонымен қатар отырғыштың жұмыс фасасының концентрлілігіне және бағыттаушы жеңдегі тесікке байланысты.
Ердің концентрлілігі индикаторлық құрылғымен өлшенеді.
Негізі клапан бағыттағышындағы саңылау болып табылады, ал индикатор аяғы орындықтың жұмыс беті бойымен сырғанайды.
Жөндеусіз қабылданатын концентрлік еместік 0,06 мм-ден аспауы керек.
Ауыстыру кезінде клапанның орындықтары карбидті раковиналар арқылы алынады.
Жөндеу өлшеміндегі орынды орнатпас бұрын оның цилиндр басындағы орны келесі өлшемдерге дейін скучно:
Кіріс клапанының орны үшін 49,25 +0,027 мм және шығару - 38,75 +0,027 мм.
Цилиндр басына баспас бұрын клапан орындықтары мен бағыттағыштары қатты көмірқышқыл газында (құрғақ мұз) салқындатылады, ал цилиндр басы 160-175°C дейін қызады.
Жинау кезіндегі салқын орындықтар мен төлкелер қыздырылған цилиндр басының розеткаларына еркін немесе аз күш жұмсау арқылы кіруі керек.
Оправкаға балғамен жеңіл соғу арқылы клапан орны мен клапан төлкесі орнына түсуі керек.
Ешбір жағдайда орындықты немесе втулканы үлкен күшпен соғуға болмайды, өйткені бұл орнатуды бұзады және кейінірек қозғалтқыш жұмыс істеп тұрғанда орындық немесе втулка орнынан құлап кетуі мүмкін.
Цилиндр басына орындықтар мен төлкелерді орнату операциясы жылдам орындалуы керек.
Температуралар теңестірілгенде, осыған байланысты үлкен шиеленіс пайда болады, бұл кезде үлкен күш жұмсамай, әрі қарай басу мүмкін емес.
Жаңа орнатылған орындықтардың жұмыс фасаларын клапан бағыттағыштарындағы саңылаулармен концентрлі тегістеңіз. Ол үшін арнайы құрылғы пайдаланылады.
Кеңейткіш бағыттағыш гильзаның өңделген тесігіне орнатылады, ал бағыттағыштың өзегі 45° бұрыштағы фаскасы бар тегістеу дөңгелегі (электр қозғалтқышынан жетек) үшін ось ретінде қызмет етеді.
Тегістеу кезінде орындықтың жұмыс факасының және клапан жеңінің тесігінің концентрлігі 0,03 мм болуы керек (индикатор бойынша).
Жинауға келген цилиндр басы мұқият жуылуы керек, салқындатқыш күртешесі қақтан және кірден тазартылуы керек, май арналары шламнан және шығатын арналар көміртегі шөгінділерінен тазартылуы керек.
Блок басына басылған клапан бағыттағыштары номиналды немесе жөндеу өлшемдерінің бірінде болуы және бояумен белгіленген болуы керек. Втулкалардың өлшемдері және олардың таңбалары кестеде көрсетілген. 1.
Бағыттауыш жеңнің жоғарғы ұшынан бастың жазықтығына дейінгі қашықтық 24 мм болуы керек.
Алу және шығару клапандарының орындықтары бағыттаушы втулкалар осіне 45° жерге тұйықталуы керек.
Отырғыштың жұмыс фасасының ені 1,5 - 2,0 мм болуы керек.
Клапанның бағыттаушы саңылауларының осьтеріне қатысты барлық клапан орындарының конустық беттерінің ағуы 0,025 мм-ден аспайды.
Сыртқы диаметрі бойынша цилиндр басына басылған клапан бағыттағыштары номиналды өлшемде немесе жөндеу өлшемінде болуы мүмкін (0,25 мм-ге ұлғайтылған).
1-кесте. Клапан бағыттағышының номиналды және жөндеу өлшемдері
- Номиналды өлшем, таңбалау - сары, клапан бағыттағышының ішкі диаметрі - 9,00 +0,022 мм;
- Алғашқы жөндеу, диаметрін 0,20 мм қысқарту, таңбалау - ақ, клапан бағыттағышының ішкі диаметрі - 8,80 +0,022 мм;
- Екінші жөндеу, диаметрін 0,20 мм ұлғайту, таңбалау - жасыл, клапан бағыттағышының ішкі диаметрі - 9,20 +0,022 мм
Алу және шығару клапандар
Клапан өзектерінің диаметрлері номиналды немесе жөндеу өлшемдерінің бірі болуы керек ішінде, кестеде берілген.
2-кесте. Клапан бағандарының номиналды және жөндеу өлшемдері
- Номиналды өлшем, таңбалау - сары, қабылдау клапанының өзегінің диаметрі - 9,0 -0,050 мм, шығару клапанының өзегінің диаметрі - 9,0 -0,075 мм;
- Алғашқы жөндеу, диаметрі 0,20 мм-ге кішірейту, таңбалау - ақ, қабылдау клапанының өзегінің диаметрі - 8,80 -0,050 мм, шығару клапанының өзегінің диаметрі - 8,80 -0,075 мм;
- Екінші жөндеу, диаметрін 0,20 мм ұлғайту, таңбалау - жасыл, қабылдау клапанының өзегінің диаметрі - 9,2 -0,050 мм, шығару клапанының өзегінің диаметрі - 9,2 -0,075 мм
Клапан басының жұмыс фасасы өзек осіне 45° бұрышта жерленуі керек.
Тегістеуден кейінгі фасканың жұмыс бетінің тазалығы 8-сыныпқа сәйкес болуы керек.
Клапанның өзегіне қатысты фасканың жұмыс бетінің ағуы 0,03 мм-ден аспайды.
Цилиндр қақпағын құрастыру және орнату
Орнатпас бұрын клапандар мен бағыттаушы втулка саңылауларын мұқият сүрту керек.
Номиналды немесе жөндеу өлшемдері бар вентильдер сәйкес өлшемдегі бағыттаушы төлкелерге орнатылуы керек.
Жинау алдында клапандарды цилиндр басындағы орындықтарға жерлеу керек.
Саптауды М20 ГОСТ 3647-59 микроұнтағының бір бөлігінен және 20 өнеркәсіптік майдың екі бөлігінен (шпиндель) тұратын пастамен жасау керек.
Тегістеуден кейін клапандар мен орындықтардың жұмыс фасаларында бүкіл шеңбер бойымен ені орындық факасының енінен кемінде ½ болатын үздіксіз күңгірт байланыс жолағы болуы керек.
Тіркелген клапандар орындарына қарай нөмірленеді және олар кейін анықталмайды.
Тегістеуден кейін бөлшектерді мұқият жуу керек.
Тегістеу сапасын герметикалығын тексеру керек (артық қысым 0,05 кг/см 2 клапан арқылы өтетін ауа мөлшері 12 см-ден аспауы мүмкін 3 минутта).
Рукердің осі тіректерін және шығару құбырын бекітуге арналған шпилькаларды орналастыру тәртібі:
a) тіректер M10x1 L = 112 мм - екі сыртқы;
тіректер M10x1 L = 80 мм - екі ортаңғы;
b) қабылдау коллекторының бекіткіштері:
- төтенше M10x1 L = 30 мм;
- орташа M10x1 L = 42 мм.
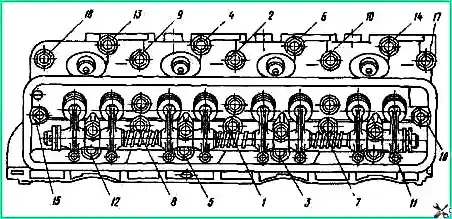
Цилиндр басы жинағын клапандармен және сору құбырларымен орнатпас бұрын, бастиекті бекітетін шпилькаларды 1-суретте көрсетілген тәртіппен блокқа толығымен бұрау керек. 1 және кесте.
Цилиндр басы тығыздағышында жарықтар немесе асбест сынуы болмауы керек.
Орнату алдында басын сығылған ауамен жақсылап үрлеу керек.
Цилиндр басы соқпастан шпилькаларға еркін орналастырылуы және екі түйреуішке орнатылуы керек.
Цилиндр басының гайкаларын қатайтқанда, суретте көрсетілген тәртіпті сақтаңыз. 1.
Жаңғақтар алдын ала және соңғы болып екі кезеңде тартылады.
Қарту моменті 7,3-7,8 кгм диапазонында болуы керек.
Соңғы қатайтуды суық қозғалтқышта жасау керек.
Қызу іске қосылғаннан және қозғалтқыш толық салқындағаннан кейін 7,3-7,8 кгм болуы тиіс қатайту моментін тексеріңіз.
Цилиндр басының гайкаларын қатайтқанда, қабылдау коллекторының гайкаларын босатыңыз.
3-кесте. Цилиндр басының шпилькаларын орнату тәртібі
Тәртіп бойынша шпилькалардың саны / шпилька өлшемі және оның саны:
- 12-5-3-11 / 291859-П; M11x1L=170;
- 3-1-7-16 / 291860-P; M11x1L=208;
- 17-10-2-9-18 / 291826-П; M11x1L=195;
- 13-4-6-14 / 291823-П; M11x1L=108;
- 15 цилиндрдің оң қатарында / 291826-П; M11x1L=208;
- 15 цилиндрдің сол қатарында / 291826-П; М11х1L=195
Рокерлік тіректер мен тіреуіштері бар осьті құрастыру және орнату
Жинау алдында рокер білігінің ішкі қуысын шламнан, кірден және т.б. мұқият тазалап, сығылған ауамен үрлеңіз. Сыртқы бетін майлықпен сүртіңіз және шпиндель майының жұқа қабатымен майлаңыз.
Осьте жиналған рокер тұтқалары кептеліссіз еркін айналуы керек.
Реттеу бұрандасы кептеліссіз рокер тұтқасына еркін бұрап тұруы керек.
Итергіш шыбықтар басы рокердің розеткаларына сәйкес келетіндей етіп, итергіш тіректер мен тіреуіш жинақтары бар рокердің осьтерін блок басының шпилькаларына орнатыңыз.
Суық қозғалтқыштағы клапандар мен рокердің арасындағы саңылау 0,25-0,30 мм болуы керек.
Саңылауды келесі ретпен реттеңіз: иінді білікті c сәйкес орынға бұраңыз. м.т. бірінші цилиндрдегі қысу инсульт, ол үшін:
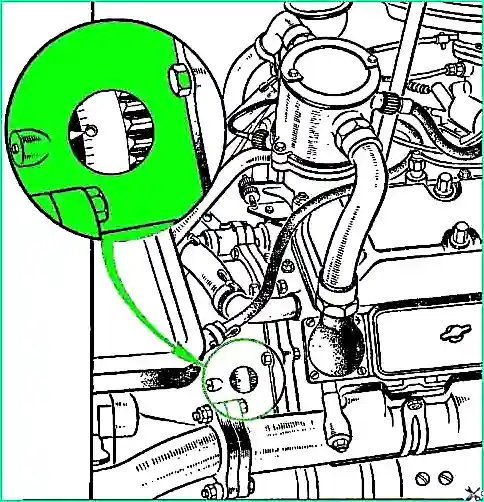
- - саусағыңызбен бірінші цилиндрдің ұшқын шамына арналған тесікті жабыңыз, саусақ астынан сығылған ауа шыға бастағанша иінді білікті бұраңыз. Бұл қысу соққысының басында орын алады;
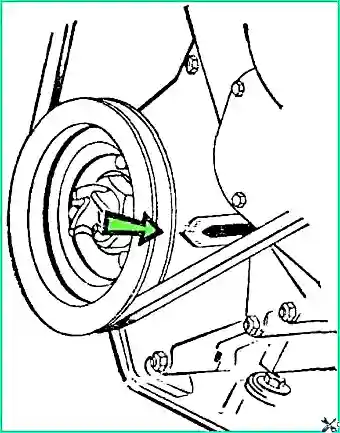
- - иінді білікті иінді білік шкивіндегі белгілер с көрсеткішінің орталық белгісімен сәйкес келгенше абайлап бұраңыз. м.т (2-сурет), блоктың алдыңғы қақпағында орналасқан және бірінші цилиндрдің клапандары мен рокер тұтқалары арасындағы саңылауларды реттеңіз.
Содан кейін иінді білікті әр жолы 90˚ бұра отырып, қалған жеті цилиндрдің клапан саңылауларын 5-4-2-6-3-7 және 8 жұмыс ретімен реттеңіз.
")

")
")
")
")
")
")
")