Гидравликалы компенсаторлары жоқ қозғалтқыштарға қолданылады
Клапан өзегінің термиялық кеңеюін өтеу үшін таратқыш білігінің жұдырықшасы мен клапан шүмегі арасында бос орын қажет
Тарату біліктерінің жұдырықшалары мен тіректер арасындағы саңылау қабылдау клапандары үшін 0,20 мм және шығару клапандары үшін 0,35 мм болуы керек
Аралық реттеуші шайбалардың қалыңдығын таңдау арқылы орнатылады.

Шайбалар итергіштердің жоғарғы жағында орналасқан ұяшыққа орнатылады.
Шайбаларды алуды ыңғайлы ету үшін итергіштердің жоғарғы жиектерінде ойықтар жасалады.
Суық қозғалтқыштағы саңылауларды өлшеп, реттейміз.
Қозғалтқыш экранын алып тастаңыз.

Кранкафонды желдету шлангісін бекітетін қысқышты босату үшін Phillips бұрағышын пайдаланыңыз.

Шлангты цилиндр қақпағының құбырынан алыңыз

Phillips бұрағышын пайдаланып, картер желдету жүйесінің негізгі контурының шлангісін бекітетін қысқышты босатыңыз

Шлангты цилиндр басының қақпағынан алыңыз

Қысқышты босатыңыз және картер желдету жүйесінің бос тізбегінің шлангісін алыңыз және шлангты цилиндр басы қақпағының құбырынан шығарыңыз

10 мм розетка арқылы ресивер кронштейнін бекітетін үш гайканы бұрап алыңыз

Кронштейнді алыңыз

Кронштейнді ресиверге бекітетін екі шпилька ресивердің ойықтарына орнатылған торлы гайкаларға бұралған

10 мм розетка арқылы цилиндр басы қақпағын бекітетін екі қақпақ гайканы бұрап алыңыз

Металл шайбаны шпилькадан алыңыз

Және резеңке втулканы алыңыз

Цилиндр басының қақпағын алыңыз
Жаттығу білігінің жетегінен есептесек, бірінші, төртінші, бесінші және сегізінші клапандар шығару клапандары болып табылады; екінші, үшінші, алтыншы және жетінші - кіріс.
Алдыңғы уақыт белдеуінің қақпағын алыңыз («Lada Kalina уақыт белдеуін тексеру және ауыстыру» бөлімін қараңыз).
Клапан жетек механизміндегі саңылауларды тексеру және реттеу процедурасы келесідей.
Кесте
Иінді біліктің айналу бұрышы (дәрежесі) таңбаларының орналасуынан - жұдырықша сандары
- 40-50 - бірінші шығыс 0,35 мм - үшінші кіріс 0,20 мм;
- 220-230 - шығару негізгі бесінші 0,35 мм - екінші кіріс 0,20 мм;
- 400-410 - шығыс сегізінші 0,35 мм - кіріс алтыншы 0,20 мм;
- 580-590 - төртінші шығару 0,35 мм - жетінші кіріс 0,20 мм
Барлық жақтардың саңылау рұқсаты ±0,05 мм
Саңылау жұдырықшалар мен шайбаның арасына сәл шымшу арқылы сәйкес келетін сезгіш өлшегіштің қалыңдығына тең
Генератор жетек шкивінің болтымен иінді білікті сағат тілімен таратқыш білік шкивіндегі туралау белгілері мен артқы уақыт белдігінің қақпағы тураланғанша бұраңыз.
Одан кейін иінді білікті сағат тілімен тағы 40-50° бұраңыз (таратқыш білік шкивіндегі 2,5-3 тіс).

Біліктердің осы күйінде бірінші және үшінші таратқыш білігінің жұдырықшаларындағы саңылауларды тексеру үшін өлшеуіштердің жиынтығын пайдаланыңыз.
Тарату біліктерінің жұдырықшалары мен тіректер арасындағы саңылау қабылдау клапандары үшін 0,20 мм және шығару клапандары үшін 0,35 мм болуы керек.
Барлық жақтардың саңылау рұқсаты 0,05 мм.

Егер саңылау нормадан өзгеше болса, таратқыш білік мойынтіректерінің корпустарының шпилькаларына клапандарды реттеуге арналған құрылғыны орнатыңыз.

Біз итергішті оның жоғарғы бөлігіндегі ұясы алға қарай (көліктің бағыты бойынша) болатындай етіп бұрамыз.
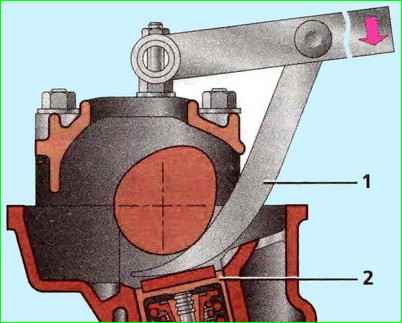
Құрылғының «азу тісін» жұдырықша мен итергіш арасына салыңыз.

Құрылғының иінтірегін басыңыз, итергішті "азу" арқылы ішке салыңыз.

Итергішті төменгі күйде ұстайтын итергіштің жиегі мен таратқыш білігінің арасына қысқыш орнатамыз.
Құрылғы тұтқасын жоғарғы орынға жылжытыңыз.

Реттеу шайбасын ұяшықтан өткізіп, оны алу үшін пинцет пайдаланыңыз.

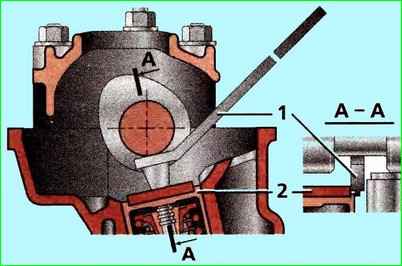
Егер сізде клапандарды реттейтін құрылғы болмаса, екі бұрауышты пайдалануға болады.
Қуатты бұрауышты пайдаланып, жұдырықшаға сүйwidthп, итергішті төмен басыңыз.
Басқа бұрауыштың шетін (пышақ width кемінде 10 мм) итергіштің жиегі мен таратқыш білігінің арасына салып, итергішті бекітіп, реттегіш шайбаны пинцетпен алыңыз.

Аралық қажетті қалыңдығы бар реттегіш шайбаны таңдау арқылы реттеледі.
Ол үшін алынған шайбаның қалыңдығын микрометрмен өлшеңіз.
Жаңа реттегіш шайбаның қалыңдығы мына формуламен анықталады:
- H = B+(A-C), мм,
- мұндағы “A” – өлшенген саңылау; “B” – алынған шайбаның қалыңдығы;
- "С" - номиналды алшақтық; “H” – жаңа шайбаның қалыңдығы.
Жаңа шайбаның қалыңдығы оның бетінде электрографпен белгіленген.
Жаңа шайбаны итергішке таңбасын төмен түсіріп, құлыпты алып тастаңыз.

Алшақтықты қайта тексеріңіз. Дұрыс реттелгенде, 0,20 немесе 0,35 мм калибр аздап шымшу арқылы саңылауға қонуы керек.
Иінді білікті жарты айналымға кезекпен бұра отырып, біз басқа клапандардың саңылауларын кестеде көрсетілген ретпен тексереміз және қажет болған жағдайда реттейміз.
Қозғалтқышты кері ретпен жинаңыз.

Бас қақпағын орнатпас бұрын оның тығыздағышын жаңасымен ауыстырыңыз.
")

")
")
")
")
")
")
")