Клапан өзегінің термиялық кеңеюін өтеу үшін таратқыш білігінің жұдырықшасы мен клапан көтергішінің арасында бос орын қажет
Кіріс клапандары үшін саңылау 0,15-0,25 мм, ал шығатын клапандар үшін - 0,30-0,40 мм болуы керек.
Саңылау қалқандардың қалыңдығын таңдау арқылы орнатылады.
Шайбалар жоғарыдан итергіштерде орналасқан ұяшыққа орнатылады.
Шайбаларды алуды жеңілдету үшін итергіштердің жоғарғы жиектерінде ойықтар жасалады.
Саңылауларды тексеру және реттеу суық қозғалтқышта (+20 ° температурада) орындалады
Жуу машинасының өлшемі оның жұмыс істемейтін бетінде белгіленген.

Көлікті жұмысқа дайындау.

Цилиндр басының қақпағын алыңыз.
Алдыңғы уақыт белдігінің қақпағын4 шешіңіз.
Клапан көтергіштерінің айналасындағы қалған майды кетіру үшін медициналық шприцті немесе резеңке шамды пайдаланыңыз.

Клапан реттегішті цилиндр басының шпилькаларына орнатамыз және оны цилиндр басының қақпағын бекітетін гайкалармен бекітеміз.
Бос орындарды реттеудің бірнеше жолы бар. Олар клапан саңылауларын өлшеу ретімен ерекшеленеді.
Кез келген жағдайда саңылаулар клапандар жабылған кезде ғана тексеріледі (олардың итергіштері таратқыш білігінің жұдырықшаларымен қысылмаған).
Егер клапандардың орнын анықтау қиын болса, төмендегі әдісті орындау керек.
Иінді білікті сағат тілімен бұру арқылы біз бірінші цилиндрдің поршенін қысу жүрісінің TDC күйіне орнатамыз.
Иінді білікті шығыр болтына арналған 17 мм кілтпен немесе маховик тістері үшін үлкен ойық бұрауышпен айналдыруға болады.
Ол үшін ілініс корпусының төменгі қақпағын алыңыз

Білікті TDC позициясынан 40-50 бұрышқа бұру арқылы (таратқыш білік шкивінің 3 тісімен) біз 1 және 3 клапанның жетегіндегі саңылауларды анықтаймыз (таратқыш білік шкивінен ретімен санау кезінде) .
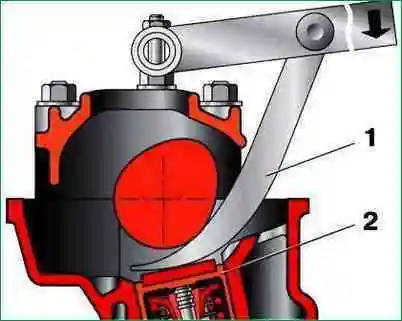
Номиналды қалыңдық өлшегіші таратқыш білігінің жұдырықшасы мен ілгек тетігі арасындағы саңылауда аздап қысылуы керек.

Егер саңылау нормаға сәйкес келмесе, ойығы бар итергішті өзіңізге қарай бұрыңыз.
Құрылғыны пайдаланып, итергішті ойыққа кіргізілген бұрауыштың айналуын болдырмай, клапанды батырамыз.
Біз итергішті төменгі позицияда бекітпе құлпы арқылы бекітеміз.

Реттеу шайбасын пинцетпен алыңыз

Кір жуғыш машинада таңбалау арқылы оның қалыңдығын анықтаймыз. Жазу өшірілсе, жуғыштың қалыңдығын микрометрмен өлшеңіз
Жаңа шығырдың аралығын мына формула арқылы есептейміз:
a) кіріс клапандары үшін
Z = Y + X - 0,2 мм;
b) шығару клапандары үшін
Z = Y + X - 0,3 мм;
- мұндағы Z - жаңа төсеніштің есептік қалыңдығы, Y - алынып тасталған төсемнің қалыңдығы; X - зонд
пен анықталған саңылау
Біз қалыңдығы есептелгенге жақын (± 0,05 мм) жаңа шайбаны таңдаймыз.
Итергішке жаңа шайба орнатамыз (белгіленген төмен).
Итергішті бекіткішпен басып, ысырманы алып тастаймыз.
Кестеде көрсетілген реттілік бойынша біз басқа клапандардың жетегіндегі саңылауларды тексереміз және реттейміз.

Клапан реттегішті алып тастағаннан кейін, алынған бөлшектерді бөлшектеудің кері ретімен орнатыңыз.
")

")
")
")
")
")
")
")