Уақыт механизмі иінді білік шкивінен 1 6 тісті белдікпен қозғалады
Тісті белбеу керме роликтің 5 эксцентрлік мойынтірегі арқылы керілген
Тісті белдік арнайы қақпақтармен жабылған - төменгі қақпақ алюминий, үстіңгі және ортасы пластик.
Төменгі қақпақта желдеткіш жетегі бар.
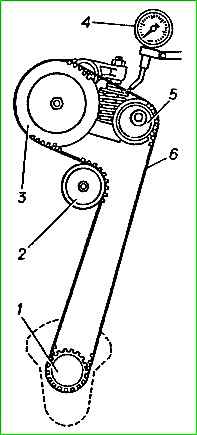
Цементтелген жұдырықшалары бар болат таратқыш білігі.
Жылдамдық сенсорының жұлдызшасы таратқыш біліктің артқы жағында орнатылған.
Алдыңғы жағында тісті белдік жетекті шкив орнатылған.
Клапандарда клапанның өзегіне дәнекерленген ыстыққа төзімді пластина бар, клапанның өзегі хромдалған.
Клапан серіппелері өзгермелі қадаммен бұрандалы болып табылады.
Клапандар таратқыш білігінің жұдырықшасынан 2 рычагпен қозғалады.
Клапан механизміндегі саңылау рычагтағы арнайы тесік арқылы шар басы бар реттеу бұрандасы 2 арқылы реттеледі.
Реттеу болты жең 4 ішіндегі бұрандалы кірістірудің арнайы профилі арқылы бекітіледі.
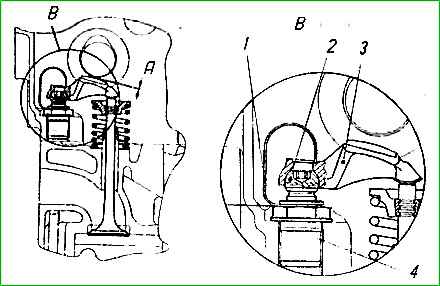
А мәні: 0,15 + 0,04 мм қабылдау клапандары үшін; шығару клапандары үшін 0,30 + 0,04 мм
Газ тарату механизміне техникалық қызмет көрсету
Газ тарату механизміне техникалық қызмет көрсету клапан жетегіндегі саңылауларды мерзімді тексеруден және қажет болған жағдайда реттеуден, сондай-ақ таратқыш білігінің жетегінің уақыт белдеуін тексеруден және қажет болған жағдайда керуден тұрады.
Тарату білігі корпусының бекіту болттары қатайтылған және таратқыш білігінің жетегінің уақыт белдігінің керілуі реттеліп, суық қозғалтқыштағы клапан рычагтары мен таратқыш білігінің жұдырықшаларының артқы жағындағы саңылауларды тексеріп, реттеңіз.
Клапан жетегіндегі бос орындарды тексеру және реттеу үшін сізге қажет:
- - таратқыш білік корпусының қақпағына қол жеткізуді қамтамасыз етіп, қақпақты алыңыз;
- - бірінші цилиндрдің поршенін сығу жүрісінің соңындағы TDC күйіне орнатыңыз, ол үшін генератор шкивін кілтпен айналдыра отырып, иінді білікті бұраңыз (қажет болса, белдіктің керілуін қолмен арттырыңыз, белдікті белдікке қарсы басыңыз. шкивтер) таратқыш біліктегі I саны бар жазық жоғары бағытталған, ал таратқыш білік шығырындағы белгі таратқыш білігінің корпусының жоғарғы жиегімен туралануы үшін;
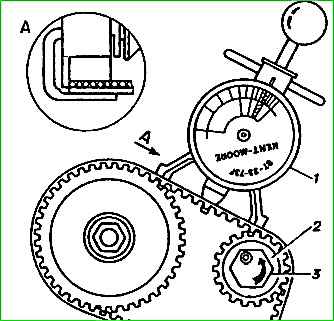
- - жұдырықшалардың артқы жағы мен бірінші цилиндрдің клапан рычагтары арасындағы саңылауларды тексеру үшін өлшеуішті пайдаланыңыз. Қабылдау клапаны үшін саңылау 0,15-0,19 мм, шығару клапаны үшін - 0,30-0,34 мм болуы керек. Қажет болса, TORX пернесі арқылы реттеу бұрандасын 2 бұру арқылы бос орындарды реттеңіз;
- - иінді білікті сағат тілімен 180° бұра отырып, үшінші, төртінші және екінші цилиндрлердің клапан саңылауларын бір-бірден тексеріңіз.
Тарату білігінің жетегінің уақыт белдеуінің керілуі 50±5 даН (50±5 кгс) шегінде болуы керек, бұл құрал шкаласының жасыл аймағына сәйкес келеді.
Бұл жұмыстарды орындаудың күрделілігіне және арнайы құралдарды пайдалану қажеттілігіне байланысты газ тарату механизміне мамандандырылған техникалық қызмет көрсету станциясында (СТС) қызмет көрсету ұсынылады.
")

")
")
")
")
")
")
")