Қозғалтқышты майлау жүйесі қозғалтқыштың үйкеліс беттерін салқындатылған және тазартылған маймен қамтамасыз етуге, олардан жылу мен тозу өнімдерін кетіруге арналған
Қозғалтқыштың майлау жүйесінің диаграммасы 1-суретте көрсетілген. 1
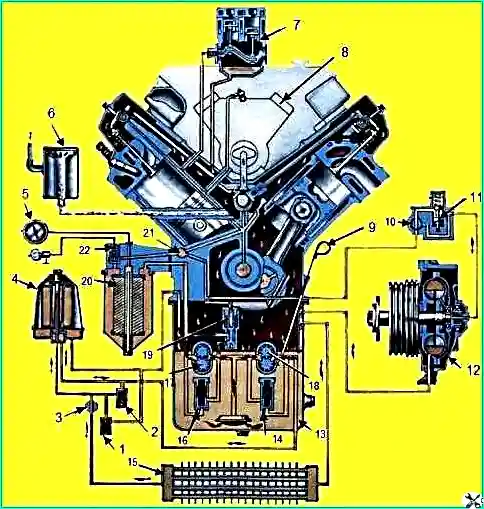
Май сүзгісі 20 цилиндрлер блогының оң жақ қабырғасына үш болтпен бекітілген.
Мұнайды тазартуға арналған орталықтан тепкіш сүзгі 4 қозғалтқыштың оң жағындағы цилиндрлер блогының алдыңғы қақпағында орнатылған.
Мұнай сорғысы май жинағыш қуысының алдында орналасқан және қозғалтқыш блогына үш болтпен бекітілген; бұл блоктарды бөлшектеу жоғарыда сипатталған.
Мұнай сорғысын бөлшектегенде болттарды бұрап, сору және жеткізу құбырларын алыңыз.
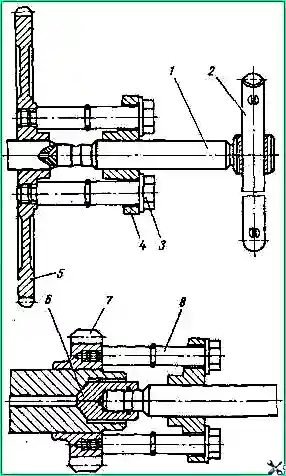
I-80102.000 тартқышты пайдаланыңыз (2-сурет), 1-ші беріліс механизмін қысыңыз (3-сурет).
Орнатқан кезде тартқыш болттарды 1-ші берілістің "A" бұрандалы саңылауларына бұраңыз. Біліктен 31 кілтті 2 алыңыз.
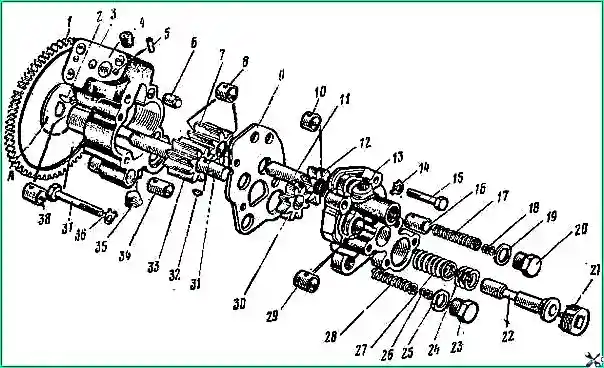
20, 21 және 23 тығындарды бұрап алыңыз, тығыздағыш тығыздағыштарды 19 және 25 алып тастаңыз. 18 және 26 реттегіш шайбаларды 20 және 23 тығындардан алыңыз.
3 және 13 корпустардан клапан серіппелерін 17 және 28, клапандар 16 және 34, майлау жүйесінің клапанын 22, реттегіш шайбаларды 24 және серіппе 27 алыңыз.
Корпақтың бүйіріндегі екі болтты 15 және корпустың 3 жағынан екі болтты 37 құлпын ашыңыз және бұрап алыңыз, 14 және 36 бекіткіш шайбаларды алыңыз.
13-ші корпусты 9-аралық тетіктен ажыратып, оны 12-беріліс пен 11 осьпен бірге алып тастаңыз.
12-ші редукторды 13 корпусынан алыңыз.
31 біліктен 30 редукторды, 32 кілтті және 9 аралық тетіктерді алып тастаңыз.
Тісті доңғалақпен 33 жинақталған 3 шығыршықты 31, төлкелермен 8 жинақталған 7 тісті дөңгелекті корпустан шығарыңыз.
Қажет болса, корпустан 13 11-ші осьті, 33-ші редуктордан 31-ші роликті басып, кілтті алыңыз.
Қажет болмаса, орнату жеңдерін 6 және 5 түйреуіштерді баспаңыз. 3 және 13 корпустарындағы май арналарын тазалау үшін кілтті (5 және 8 мм алтыбұрыштары бар) 4, 35, т.б. тығындарды бұрап алыңыз.
Тозу немесе зақымданған жағдайда 29, 38 және 8, 10 втулкаларды корпустар мен тісті дөңгелектерден басыңыз.
Мұнай сорғысын бөлшектеуге кері ретпен жинаңыз. Бұл жағдайда бірқатар талаптарды орындау қажет.
Жинау кезінде 14 және 36 бекіткіш шайбаларды қайта пайдаланбаңыз.
Жиналған сорғыда роликтің 1-ші берілістің артындағы айналуы бос, кептеліссіз болуы керек.
Тозған бөлшектерді жөндеу және ауыстыру негізгі бөліктердің интерфейстерінде орындалуы керек.
11 осьті 13 корпусына басқанда, ось корпус қосқышының жазықтығынан 47 ± 0,2 мм шығып тұрғанына көз жеткізіңіз.
Жинағаннан кейін қозғалтқышты пайдаланып тіректегі май сорғысының қорын тексеріңіз мұнай M10G2k 80-85 °C температурада.
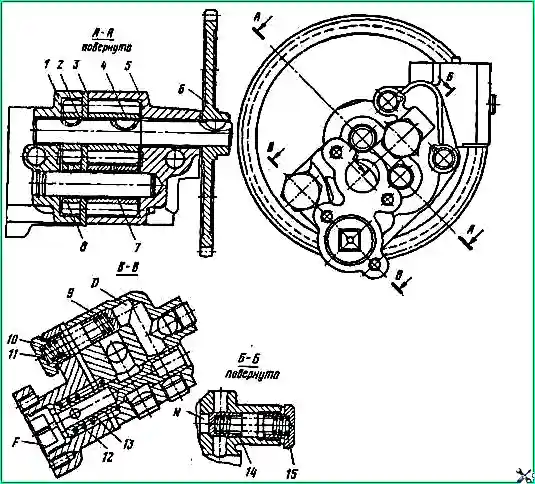
Тексеру кезінде 9, 13 және 14 клапандарды реттеңіз (Cурет 4).
Сорғыны тексерген кезде жетек білігі 2750-2800 айн/мин жиілікте айналуы керек.
Сорғының сору жолындағы вакуум 90 -110 мм сын.бағ. болуы керек. ст.
Осы шарттарда сыналған кезде арна келесідей болуы керек:
- - ағызу бөлігінде (шығу қысымы 3,5-4,0 кгс/см 2) 82 л/мин кем емес;
- - радиатор бөлімінде (шығу қысымы 7,0-7,5 кгс/см 2) 27 л/мин кем емес.
- - 11, 12 және 15 реттегіш шайбалардың пакеттерімен сәйкесінше 9, 13 және 14 клапандарының ашылуының басында қысымды реттеңіз.
Майлау жүйесінің 13 клапанының ашылуы F арнасындағы 4,0—4,5 кгс/см 2 май қысымында басталуы керек.
Шығару бөлігінің (D арнасы) және радиатор бөлігінің (N арна) сақтандырғыш клапандарының ашылуы 8,5-9,5 кгс/см май қысымында болуы керек 2
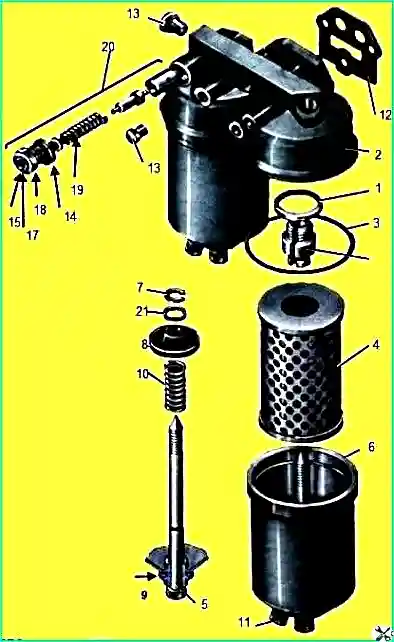
Мұнайды тазарту сүзгісін бөлшектеу (Cурет 5), штангаларды 5 бұрап, 2 қақпақты 6 корпустан алыңыз.
3-сақинаны ауыстыру кезінде ғана алып тастау керек.
Штепсельді 13 бұрап алыңыз, тығыздағыш тығыздағышты 12 және реттегіш шайбаларды 14 алыңыз, серіппені 16, жылжымалы контактімен 17 жинақталған дабыл корпусын 18 және айналма клапанмен 20 корпус тесігінен алыңыз.
Сақина 7, тығыздағыш шыныаяқ 8, 5-шыбықтан серіппе 10, қалпақшадан шыбықты алыңыз, одан тығыздағыш тығыздағышты алыңыз. Май арналарын тазалау үшін тығындарды алыңыз.
Май сүзгісін бөлшектеудің кері ретімен жинаңыз.
Жинаудан кейін 3 және 9 тығыздағыш сақиналардың техникалық жағдайын бағалау үшін ауа қысымы 5 кгс/см 2 болатын сүзгінің тығыздығын температурасы бар суға түсіру арқылы тексеріңіз. 60˚C. Кіріс арқылы ауа қысымын беріңіз.
Егер сақиналар ағып кетсе, оларды жаңасымен ауыстырыңыз.
Айналмалы клапан 20 ашыла бастаған қысымды және сүзгінің бітелу индикаторы қосылатын қысымды (индикатор шамы жанғанда) тексеріп, қажет болған жағдайда шайбалармен 14 реттеңіз.
Клапанның ашылу сәті клапанның артындағы тесіктен ағып жатқан май ағынының басталуымен анықталады.
Клапанның ашылуының басындағы "N" қуысындағы қысым 2,5-3 кгс/см 2 болса, реттеу дұрыс деп саналады (үш реттегіш шайбадан артық емес).
Егер айналма клапанның ашылу қысымы қажетті мәнге сәйкес келмесе, клапан серіппесін ауыстырыңыз.
12-24 В кернеуі бар электр тізбегіндегі сүзгі элементінің бітелуіне арналған жарық индикаторы сенсорының жұмысын тексеріңіз.
Қозғалмалы 17 және бекітілген 15 контактілер арасындағы тізбекті жабу (шам жанады) «N» қуысындағы артық қысымда айналма клапан ашыла бастаған қысымға тең немесе одан төмен болуы керек, бірақ төмен емес. 2 кгс/см 2. артық
Ортадан тепкіш майды тазарту сүзгісі оны тігінен тірекке немесе орындыққа орнатқанда бөлшектеуге ыңғайлы.
Бөлшектеу үшін төрт болтты бұрап алыңыз (нығыздағышты зақымдап алмау үшін), сүзгіні цилиндрлер блогының алдыңғы қақпағынан бөліп, оны тірекке орнатыңыз немесе тірекке бекітіңіз.
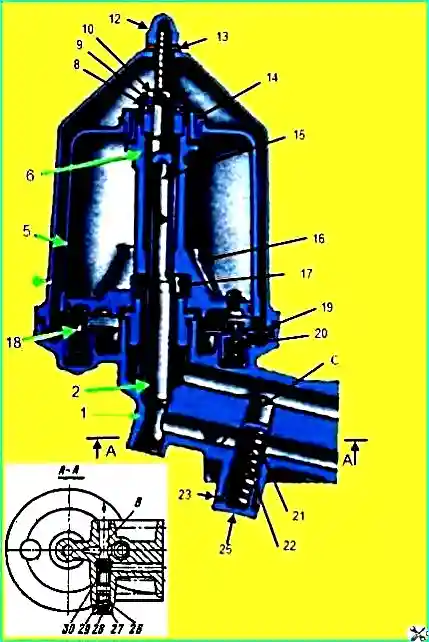
Бөлшектеу кезінде гайканы 12 (6-сурет), тығыздағышты 13 және сүзгі қақпағын 7 бұрап алыңыз.
Ротор қақпағын 5 бұраңыз, сонда тығынның 18 түйреуіштері ротордың 6 астындағы тесіктерге енеді.
11 гайканы бұрап, ротор қақпағын алыңыз 5 гайкамен бірге 11.
10 гайканы бұрап алыңыз, шайбаны 9, мойынтіректі 8, ротор 6 жинағын, тығын 19 пластинасын, 18 түйреуіш пен серіппені 20 алыңыз.
Қажет болса, 15 осьті бұрап, 2 түтікті алыңыз. 25 және 27 тығындарды бұрап алыңыз, тығыздағыш тығыздағыштарды 28, 26, реттейтін шайбалар 24 және 28, серіппелер 22 және 29, клапандар 21 және 30-ды алып тастаңыз.
Сүзгіні бөлшектеуге кері ретпен жинаңыз. 15 осьті қатайтыңыз (тарау моменті 30-35 кгс/м).
Үлкен ішкі диаметрі бар сақина төменгі жағында болатындай мойынтіректерді 8 орнатыңыз.
Қақпақ 5 пен 6 ротордағы белгілерді 5 мм дәлдікпен туралаңыз (әйтпесе ротордың қақпақ жинағымен теңгерілуі бұзылады).
Жинағаннан кейін 24 және 28 шайбаларды пайдаланып клапанның ашылу қысымын тексеріңіз және қажет болса реттеңіз.
Айналмалы плунжер 21 арнадағы қысыммен 6,0 - 6,6 кгс/см 2 ашылуы керек.
Су төгетін клапан 30 «B» арнасындағы 1,1-1,2 кгс/см 2 қысымында ашылуы керек.
Май радиаторын алдымен ыстық 10% каустикалық сода ерітіндісінде, содан кейін ыстық суда шайыңыз.
Жуу кезінде майсыздандыру ерітіндісі мен су май мен ауа ағынына қарама-қарсы бағытта айналуы керек.
Шаюдан кейін радиаторды 4 кгс/см 2 (суға батыру арқылы) артық емес қысыммен ауаның ағып кетуін тексеріңіз. Ағып кету жағдайында радиаторды жөндеп, ағып жатқан жерлерді жұмсақ дәнекермен дәнекерлеңіз.
Газбен дәнекерлеу, содан кейін дәнекерлеу тігісін тазалау және бояу арқылы жақтаудың жарықтарын түзетіңіз.
")

")
")
")
")
")
")
")