Разгледзім зборку дызеля ў вызначанай паслядоўнасці, улічваючы, што нашы дэталі і вузлы перад гэтым папярэдне сабраны і выпрабаваны.
Для зборкі спатрэбяцца спецыяльныя апраўкі і прыстасаванні, якія можна вырабіць па памерах, указаных на рысунках.
Падзборка блока цыліндраў
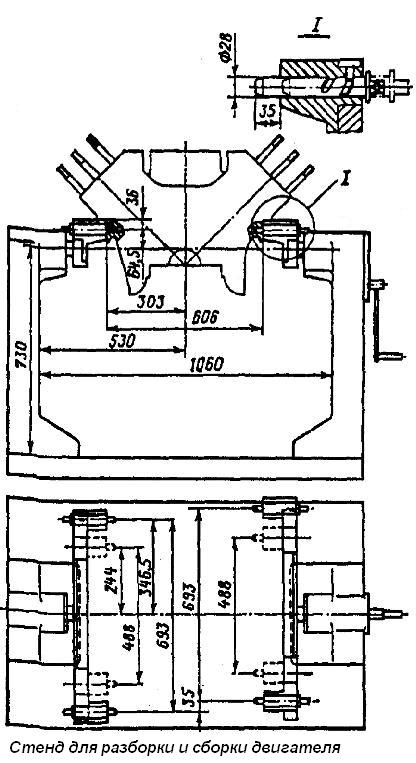
Блок цыліндраў устанаўліваем на стэнд (гл. малюнак), замацаваўшы яго фіксуючымі штыфтамі за чатыры адтуліны блока.
Пры падзборцы блока цыліндраў запресоўваюць установачныя штыфты пад галоўкі цыліндраў, устанаўліваем вечка шасцярэнь размеркавання і картар махавіка.
Штыфты запресоўваем апраўкай, якая забяспечвае іх выступанне над прышчальнымі плоскасцямі блока цыліндраў не больш як на 10 мм.
Алейныя каналы блока ачышчаем шчаціністымі ёршыкамі і баваўнянай сурвэткай, выкарыстоўваючы для гэтых мэтаў шомпал.
Коркі гарызантальнага і вертыкальнага алейных каналаў неабходна ўгвінчваць на нітрашпаклёўцы або густой нітрафарбе.
Пярэднюю утулку восі штурхачоў запресоўваем у адтуліну блока такім чынам, каб забяспечыць супадзенне адтуліны ва ўтулцы з алеяпадводзячым каналам у блоку цыліндраў.
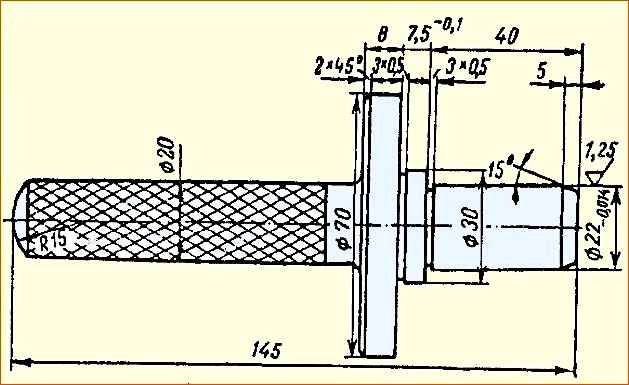
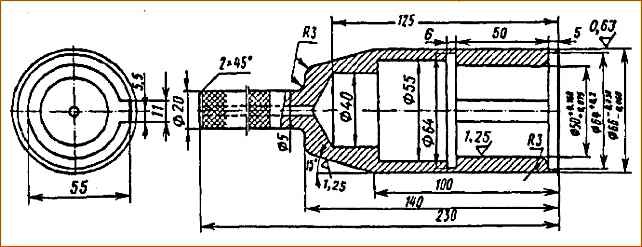
Утулку запресоўваюць апраўкай (рыс. 1), якая забяспечвае памер 7,5 мм ад пярэдняга тарца блока цыліндраў да пярэдняга тарца утулкі.
Для запресоўкі сальніка вала вядомай шасцярні прывада паліўнага помпы высокага ціску:
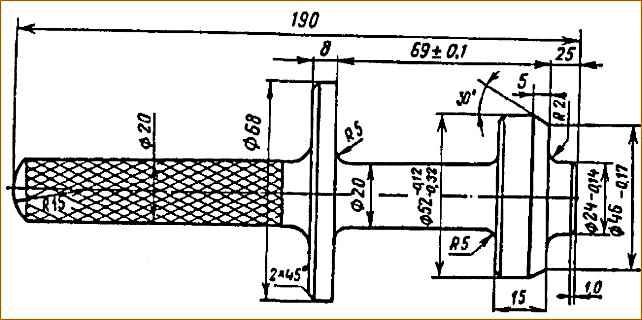
- — сальнік устанаўліваем на апраўку (рыс. 2);
- — змазваем вонкавую паверхню дызельным алеем і запресоўваем у расточку блока цыліндраў, вытрымліваючы памер 69 мм ад пярэдняга тарца блока цыліндраў да тарца сальніка (забяспечваецца апраўкай).
Устаноўка прывада ПНВТ і штурхачоў
Прывад ПНВТ устанаўліваем у расточку ў верхняй частцы блока цыліндраў з пярэдняга тарца.
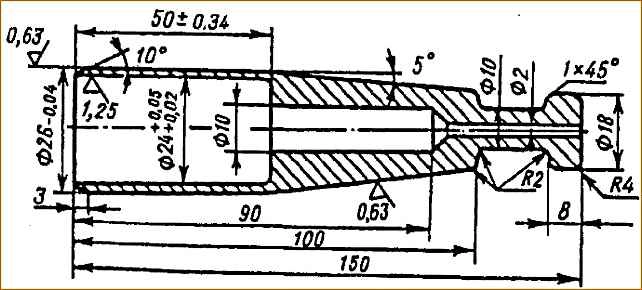
Для папярэджання пашкоджання сальніка на свабодны канец вала надзяваем папераджальную апраўку (рыс. 3).
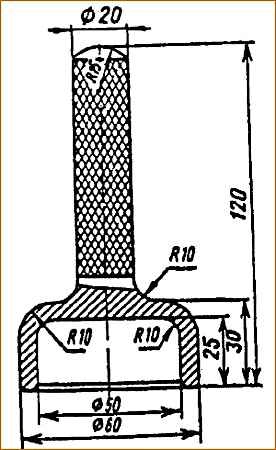
Пры ўстаноўцы прывада ўжываюць апраўку (рыс. 4) і пасля ўстаноўкі вонкавыя кольцы шарыкавых падшыпнікаў павінны ўперціся ва ўступы гнёздаў блока цыліндраў.
Пасля сумяшчэння адтуліны ўпорнага фланца мацавання прывадаў з адтулінамі блока цыліндраў угвінчваюць балты з надзетымі стопарнымі шайбамі і адгінаюць іх краі на грані галавак балтоў, шчыльна прыціснуўшы да граняў.
Пасля зацяжкі балтоў вал прывада паліўнага помпы павінен круціцца лёгка, без заяданняў.
Затым паварочваем блок на 180° — становішча картарам уверх — і ўстанаўліваем штурхачы.
Штурхачы ўстанаўліваюцца на вось з зазорам 0,012 мм.
Невыкананне зазору выклікае ненармальную працу рухавіка.
Пры большим зазоры штурхачы перакошваюцца і стукаюць, а пры маленькім зазоры — заядаюць.
Паслядоўнасць устаноўкі штурхачоў
Устанаўліваем крайнюю вось штурхачоў у зборы ў пярэднюю утулку заглушаным тарцом вонкі, пасоўваем вось унутр блока цыліндраў.
Устанаўліваем паслядоўна штурхачы першага і чацвёртага цыліндраў для рухавіка ЯМЗ-236 (першага і пятага цыліндраў для рухавіка ЯМЗ-238) і распорную утулку.
Устанаўліваем астатнія утулкі восей штурхачоў і два астатнія штурхачы на крайнюю вось.
Ва ўтулку трэцяй апоры блока цыліндраў устанаўліваем сярэднюю вось штурхачоў, устанаўліваем паслядоўна штурхачы, распорную утулку і штурхачы.
Адначасова на адну вось устанаўліваем штурхачы для двух цыліндраў згодна з нумарацыі цыліндраў: для рухавікоў ЯМЗ-238 — 2-6, 3-7, 4-8 і для рухавікоў ЯМЗ-236 — 2-5, 3-6.
Штурхачы ўстанаўліваем такім чынам, каб пята штурхача была звернута ў бок акна ў блоку цыліндраў пад штангу штурхачоў.
Штурхачы павінны праварочвацца на восях лёгка, без заядання, і восевае зрушэнне павінна быць абмежавана распорнымі утулкамі. Усе дэталі перад пастаноўкай неабходна працерці і змазаць дызельным алеем.
Устаноўка размеркавальнага і каленчатага валаў
Размеркавальны вал устанаўліваем у блок цыліндраў у зборы з шасцярнямі, папярэдне праверыўшы размяшчэнне штурхачоў.
Рамонтныя памеры апорных шыек размеркавальнага вала павінны адпавядаць рамонтным памерам адтулін утулак, запресаваных у блок цыліндраў.
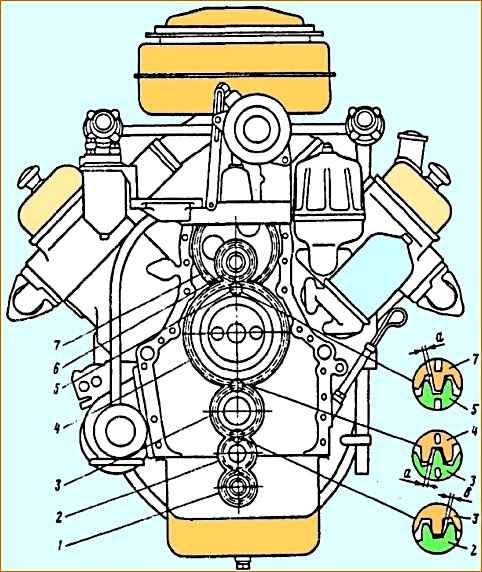
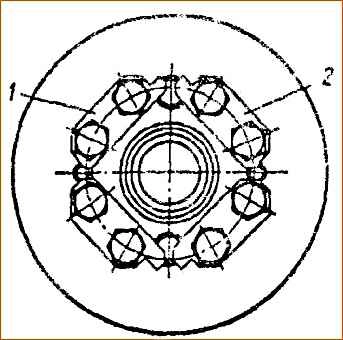
Перад пастаноўкай шыйку размеркавальнага вала багата змазваем дызельным алеем і сумяшчаем установачную метку «П» (гл. рыс. 5) на зубе вядучай шасцярні 5 прывада паліўнага помпы з меткай «П» на доўгім зубе вядомай шасцярні 7 прывада ПНВТ.
Пры сумяшчэнні адтулін упорнага фланца з адтулінамі ў блоку цыліндраў неабходна фланец пакласці так, каб ён перакрыў адтуліну пад вось штурхачоў у блоку цыліндраў.
У сумяшчоныя адтуліны угвінчваем два балты з замкавымі шайбамі. Вусікі замкавых шайбаў павінны ўвайсці ў адтуліны упорнага фланца, а канцы шайбаў пасля зацяжкі балтоў адгінаюць і прыціскаюць да граняў.
Пасля канчатковай зацяжкі балтоў размеркавальны вал павінен круціцца лёгка, без заяданняў.
Акружны зазор у зачапленні шасцярэнь павінен быць у межах 0,09–0,22 мм; правяраем зазор у трох роўнаразмешчаных кропках пры становішчы блока рухавіка картарам уніз.
Устанаўліваем каленчаты вал рухавіка. Падрабязную тэхналогію ўстаноўкі каленчатага вала глядзім у артыкуле «Устаноўка каленчатага вала на рухавік».
Устаноўка вечка шасцярэнь размеркавання, прывада вентылятара, краштэйна пярэдняй апоры рухавіка і шківа каленчатага вала.
Перад устаноўкай вечка шасцярэнь размеркавання прышчальную плоскасць праціраюць, змазваюць герметыкам і ўстанаўліваюць правую і левую пракладкі вечка.
Пры ўстаноўцы пракладак не дапускаецца наяўнасць маршчын, надрываў і перакрыццё пракладкамі злучальных каналаў.
Для папярэджання пашкоджання сальніка каленчатага вала ў вечку на пярэдні канец каленчатага вала надзяваем папераджальную апраўку (рыс. 6) і змазваем сальнік дызельным алеем.
Вечка шасцярэнь размеркавання ўстанаўліваем на штыфты блока цыліндраў, папярэдне працёршы прышчальныя плоскасці, і замацоўваем дзесяццю балтамі з плоскімі і спружыннымі шайбамі.
Прывад вентылятара ўстанаўліваем на шпількі вечка шасцярэнь размеркавання, папярэдне ўсталяваўшы пракладку. Пры гэтым шасцярня прывада вентылятара павінна ўвайсці ў зачапленне з шасцярнёй размеркавальнага вала.
Прывад вентылятара мацуем чатырма гайкамі з падкладзенымі шайбамі.
Верхнюю вечку блока цыліндраў устанаўліваем на шпількі і мацуем двума балтамі і пяццю гайкамі з падкладзенымі плоскімі і спружыннымі шайбамі.
Перад устаноўкай вечка неабходна працерці прышчальную плоскасць і ўсталяваць на шпількі пракладку. Пры мацаванні вечка болт і гайку пад краштэйн генератара канчаткова не зацягваем.
Затым устанаўліваем на верхнюю вечку пракладкі заглушкі люка і саму заглушку, якую мацуем чатырма балтамі з падкладзенымі спружыннымі шайбамі.
Краштэйн пярэдняй апоры рухавіка ўстанаўліваем на вечка шасцярэнь размеркавання і мацуем чатырма балтамі з падкладзенымі спружыннымі шайбамі.
Балты павінны быць зацягнуты момантам 90–110 Н·м (9–11 кгс·м). Перад устаноўкай пярэдняй апоры неабходна працерці прышчальныя паверхні.
Пры ўстаноўцы шківа каленчатага вала неабходна правярнуць каленчаты вал у становішча для запресоўкі сегментнай шпонкі і запресаваць яе ў шпаначны паз пярэдняга канца каленчатага вала.
Затым праціраем пасадачныя паверхні і напресоўваем на пярэдні канец каленчатага вала шкіў да ўпора ў бурт і замацоўваем болтам з падкладзенай шайбай.
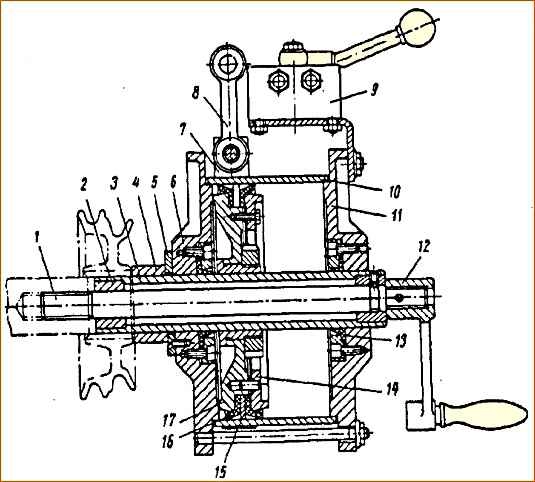
Пры напресоўцы шківа на пярэдні канец каленчатага вала выкарыстоўваем пнеўматычнае прыстасаванне (рыс. 7).
Для гэтага на трубу 3 устанаўліваюць шкіў, угвінчваем ручкай 12 цягу 1 у адтуліну каленчатага вала пад болт мацавання шківа.
Сумяшчаем паз у шківе са шпонкай на пярэднім канцы каленчатага вала і падаём паветра ў цыліндр 10 адкрыццём крана 9.
Пры перамяшчэнні поршня разам з трубой 3 і утулкай 4 ажыццяўляецца напресоўка шківа.
Для зручнасці працы прыстасаванне падвешваем на балансіры за шарнір 8.
Ціск паветра ў сістэме павінен падтрымлівацца ў межах 0,5–0,6 МПа (5–6 кгс/см²).
Устаноўка картара махавіка, махавіка і вентыляцыйнай трубкі.
Для ўстаноўкі картара махавіка неабходна блок цыліндраў павярнуць на 90° заднім тарцом уверх, працерці і змазаць герметыкам прышчальную плоскасць блока цыліндраў пад картар махавіка.
Затым устанаўліваем пракладку картара махавіка на ўстановачныя штыфты на блоку цыліндраў і папераджальную апраўку (рыс. 8) на задні канец каленчатага вала.
Паверхню апраўкі і працоўную кромку сальніка неабходна змазаць дызельным алеем.
Картар махавіка ўстанаўліваем на ўстановачныя штыфты блока цыліндраў і мацуем балтамі з падкладзенымі спружыннымі шайбамі, якія зацягваем момантам 80–100 Н·м (8–10 кгс·м).
Махавік устанаўліваем на ўстановачныя штыфты каленчатага вала пры дапамозе падвескі.
Балты мацавання махавіка зацягваем момантам 200–220 Н·м (20–22 кгс·м) і застапорваем замкавымі пласцінамі, устаноўленымі пад галоўку кожнай пары балтоў, і адгінаем на грані балтоў, як паказана на рысунку 9.
Для палягчэння ўстаноўкі махавіка ў правільнае становішча адносна каленчатага вала на ступіцы махавіка і на тарцы вала выбіты лічбы 2, якія пры зборцы павінны быць сумешчаны.
Вентыляцыйную трубку мацуем да блока цыліндраў двума балтамі з падкладзенымі граверальнымі шайбамі.
Для гэтага трэба ўставіць у адтуліны вентыляцыйнай трубкі балты з шайбамі, надзець на балты пракладку і ўсталяваць на блок цыліндраў, угвінціўшы балты на 1–2 ніткі ад рукі, затым устанаўліваем на вентыляцыйную трубку клямар і замацоўваем балтам да картара махавіка.
Пасля гэтага канчаткова зацягваем балты мацавання вентыляцыйнай трубы.
Устаноўка фільтраў цэнтрабежнай ачысткі алею (ЦМА) і помпы ПНВТ
Пры ўстаноўцы фільтраў цэнтрабежнай і грубай ачысткі алею паверхні блока цыліндраў трэба працерці, змазаць герметыкам і накласці пракладкі.
Паліўны помпа высокага ціску ўстанаўліваем на пляцоўкі, размешчаныя паміж разваламі цыліндраў, і паварочваем каленчаты вал у становішча для запресоўкі шпонкі ў вал вядомай шасцярні паліўнага помпы.
Для папярэджання пашкоджання вала пад яго ўстанаўліваем падстаўку і запресоўваем шпонку апраўкай.
Затым устанаўліваем на вал вядомай шасцярні прывада ПНВТ паўмуфту ў зборы. Перад пастаноўкай трэба праверыць сумяшчэнне рысак, пазначаных знакам «О», на фланцы і паўмуфце.
ПНВТ у зборы з рэгулятарам ліку абаротаў і аўтаматычнай муфтай апярэджання ўпырску ўстанаўліваем на блок і мацуем чатырма балтамі, папярэдне надзеўшы на іх шайбы.
Аўтаматычную муфту апярэджання ўпырску ПНВТ злучаем з паўмуфтай вала вядомай шасцярні пры дапамозе тэксталітавай шайбы.
Пры гэтым неабходна забяспечыць восевы зазор паміж адным кулачком вядучай паўмуфты і тарцом аўтаматычнай муфты апярэджання ўпырску ў межах 0,5–0,6 мм, а зазор паміж другім кулачком і тарцом муфты — не менш за 0,5 мм.
Зазоры правяраем наборам шупаў.
Акрамя таго, неабходна забяспечыць супадзенне метак на вядучай паўмуфце і аўтаматычнай муфце апярэджання ўпырску, замацоўваем гайку паўмуфты вала вядомай шасцярні і зашплінтоўваем яе.
Працяг зборкі дызеля разгледзім у наступных артыкулах, у якіх будзе разгледжана:
- — тэхналогія зборкі цыліндрапоршневай групы;
- — устаноўка алейнага помпы;
- — устаноўка галавак цыліндраў, каромыслаў клапанаў і рэгуляванне зазораў у клапанах;
- — устаноўка фарсунак, паліваправодаў і злучальнага патрубка;
- — прыпрацоўка і выпрабаванне рухавіка;
- — халодная абкатка рухавіка;
- — гарачая абкатка рухавіка.
")

")
")
")
")
")
")
")
{kind=link}