我們按特定順序來考慮柴油機的組裝,前提是我們的零件和總成事先已組裝並測試完畢。
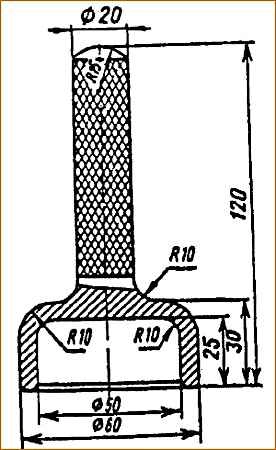
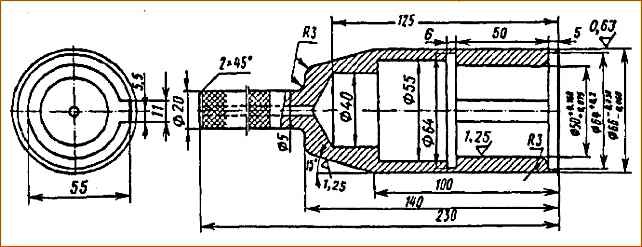
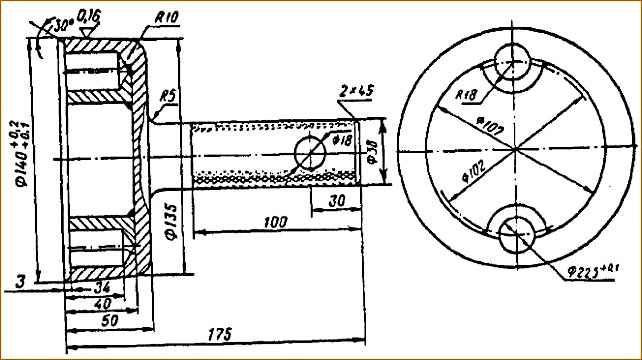
組裝時需要專用導套和工具,可根據圖中標示的尺寸自行製作。
氣缸體預組裝
將氣缸體安裝在臺架上(見圖),用固定銷穿過氣缸體的四個孔將其固定。
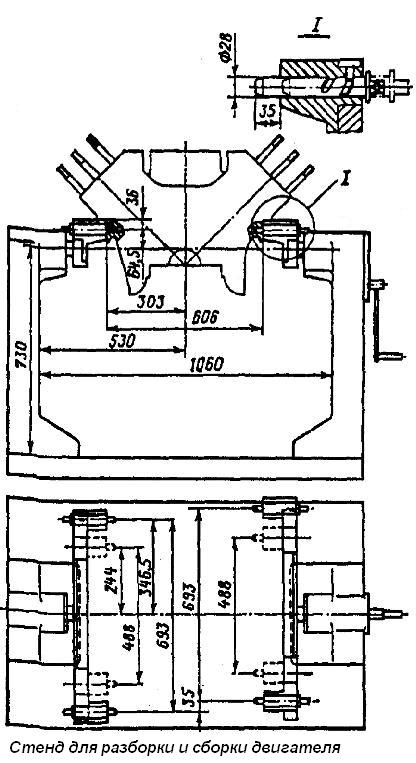{kind=link}
預組裝氣缸體時,壓入氣缸蓋定位銷,安裝配氣齒輪蓋和飛輪殼。
用導套壓入定位銷,使其高出氣缸體接合平面不超過 10 mm。
用鋼絲刷和棉布藉助通條清潔氣缸體的機油通道。
水平及垂直機油通道的堵頭需使用硝基膩子或稠硝基漆旋入。
將挺桿軸前襯套壓入氣缸體孔中,確保襯套孔與氣缸體進油道對齊。
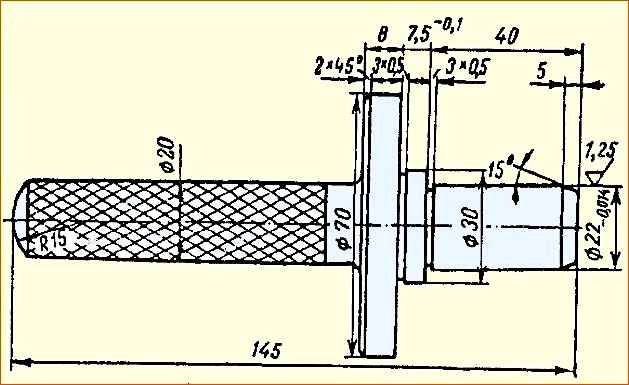
用導套(圖 1)壓入襯套,保證從氣缸體前端面到襯套前端面的尺寸為 7.5 mm。
壓入高壓油泵驅動從動齒輪軸油封時:
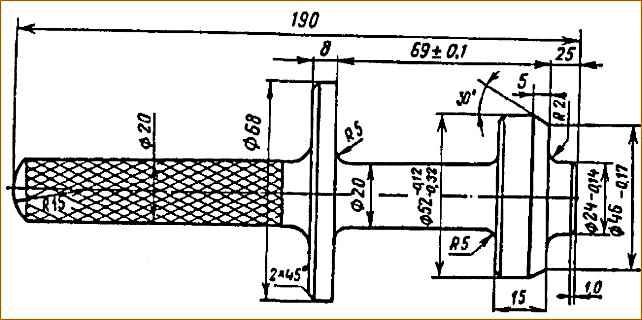
- — 將油封安裝到導套(圖 2)上;
- — 在外表面塗抹柴油機油,壓入氣缸體鏜孔中,保持從氣缸體前端面到油封端面的尺寸為 69 mm(由導套保證)。
高壓油泵驅動裝置及挺桿的安裝
將高壓油泵驅動裝置從前端安裝到氣缸體上部的鏜孔中。
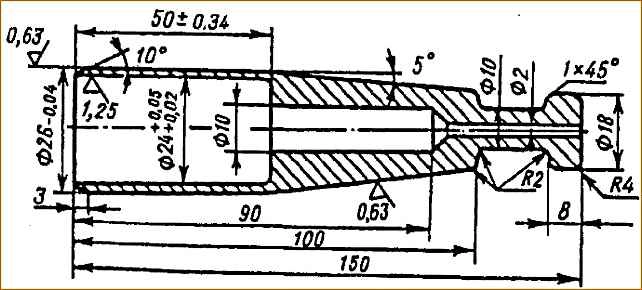
為保護油封不受損傷,在軸的自由端套上保護導套(圖 3)。
安裝驅動裝置時使用導套(圖 4),安裝後球軸承外圈應頂住氣缸體座孔的凸肩。
將驅動裝置固定止推法蘭的孔與氣缸體孔對齊後,旋入帶止動墊圈的螺栓,並將墊圈邊緣彎折在螺栓頭的稜面上,使其緊貼稜面。
擰緊螺栓後,燃油泵驅動軸應能輕鬆轉動,無卡滯。
然後將氣缸體翻轉 180°(飛輪殼朝上),安裝挺桿。
挺桿安裝在軸上,間隙為 0.012 mm。
未保證該間隙會導致發動機工作異常。
間隙過大會造成挺桿偏斜並產生敲擊聲,間隙過小則會卡滯。
挺桿安裝順序
將挺桿外側軸總成裝入前襯套,堵頭端朝外,將軸向氣缸體內部推入。
依次安裝第一缸和第四缸(ЯМЗ-236)或第一缸和第五缸(ЯМЗ-238)的挺桿以及隔套。
在外側軸上安裝其餘的挺桿軸襯套以及剩下的兩個挺桿。
在氣缸體第三支座的襯套中安裝挺桿中間軸,依次安裝挺桿、隔套和挺桿。
在同一根軸上同時安裝兩個氣缸的挺桿,按氣缸編號:ЯМЗ-238 — 2-6、3-7、4-8;ЯМЗ-236 — 2-5、3-6。
安裝挺桿時,使挺桿承座朝向氣缸體上供推桿通過的窗口一側。
挺桿應能在軸上輕鬆轉動,無卡滯,軸向竄動由隔套限制。所有零件安裝前必須擦拭並塗抹柴油機油。
凸輪軸和曲軸的安裝
將帶齒輪的凸輪軸總成安裝到氣缸體中,安裝前先檢查挺桿位置。
凸輪軸支承軸頸的修理尺寸應與壓入氣缸體的襯套孔的修理尺寸相匹配。
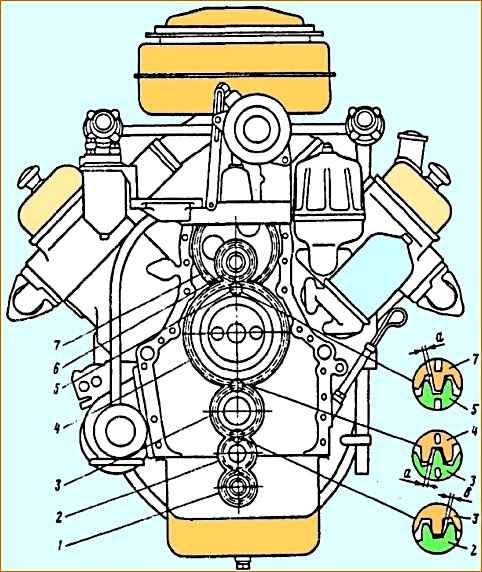
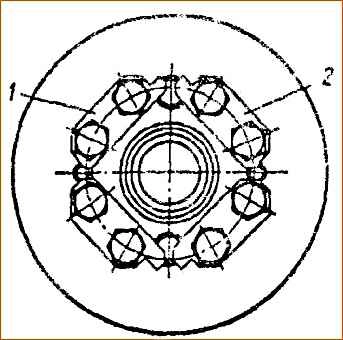
安裝前,在凸輪軸軸頸上充分塗抹柴油機油,並將燃油泵驅動主動齒輪 5 齒上的安裝標記「П」(見圖 5)與高壓油泵驅動從動齒輪 7 長齒上的標記「П」對齊。
將止推法蘭的孔與氣缸體孔對齊時,法蘭的放置應能遮蓋氣缸體上的挺桿軸孔。
在對齊的孔中旋入兩個帶止動墊圈的螺栓。止動墊圈的卡爪應進入止推法蘭的孔中,擰緊螺栓後將墊圈端部彎折並壓在稜面上。
最終擰緊螺栓後,凸輪軸應能輕鬆轉動,無卡滯。
齒輪嚙合的圓周間隙應為 0.09–0.22 mm;在發動機氣缸體飛輪殼朝下的狀態下,在三個均勻分佈的位置檢查間隙。
安裝發動機曲軸。曲軸安裝的詳細工藝請參閱文章「將曲軸安裝到發動機上」。
安裝配氣齒輪蓋、風扇驅動裝置、發動機前支架及曲軸皮帶輪。
安裝配氣齒輪蓋前,擦拭接合平面,塗抹密封膠,並安裝左右齒輪蓋墊片。
安裝墊片時不允許有皺褶、撕裂,且墊片不得遮蓋連通通道。
為保護齒輪蓋內的曲軸油封不受損傷,在曲軸前端套上保護導套(圖 6),並用柴油機油潤滑油封。
將配氣齒輪蓋安裝到氣缸體的定位銷上(預先擦拭接合平面),用十個帶平墊圈和彈簧墊圈的螺栓固定。
將風扇驅動裝置安裝到配氣齒輪蓋的螺柱上(預先放置墊片)。此時風扇驅動齒輪應與凸輪軸齒輪嚙合。
用四個帶墊圈的螺母固定風扇驅動裝置。
將氣缸體上蓋安裝到螺柱上,用兩個螺栓和五個螺母(帶平墊圈和彈簧墊圈)固定。
安裝上蓋前,需擦拭接合平面並將墊片套到螺柱上。固定上蓋時,發電機支架下方的螺栓和螺母暫不最終擰緊。
然後在上蓋上安裝檢查孔蓋的墊片及檢查孔蓋本身,用四個帶彈簧墊圈的螺栓固定。
將發動機前支架安裝到配氣齒輪蓋上,用四個帶彈簧墊圈的螺栓固定。
螺栓擰緊力矩應為 90–110 N·m(9–11 kgf·m)。安裝前支架前需擦拭接合表面。
安裝曲軸皮帶輪時,需將曲軸轉至便於壓入半圓鍵的位置,並將半圓鍵壓入曲軸前端的鍵槽中。
然後擦拭安裝表面,將皮帶輪壓裝到曲軸前端直至凸肩,並用帶墊圈的螺栓固定。
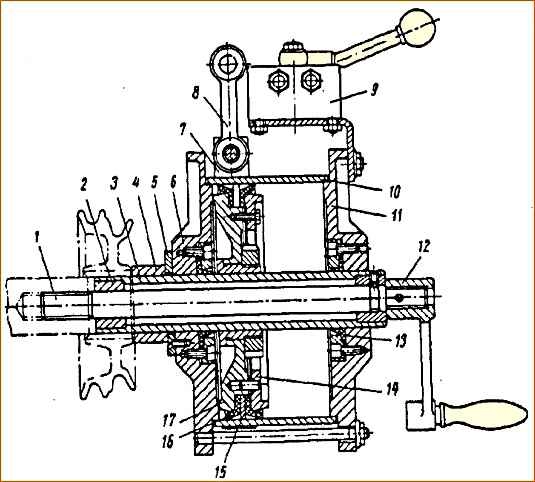
將皮帶輪壓裝到曲軸前端時使用氣動工具(圖 7)。
為此,將皮帶輪安裝到套管 3 上,用手柄 12 將拉桿 1 旋入曲軸上用於固定皮帶輪的螺栓孔中。
將皮帶輪上的槽與曲軸前端的鍵對齊,然後打開氣閥 9 向氣缸 10 供氣。
活塞移動時帶動套管 3 和襯套 4,從而將皮帶輪壓裝到位。
為便於操作,將工具通過吊耳 8 懸掛在平衡器上。
系統氣壓應保持在 0.5–0.6 MPa(5–6 kgf/cm²)範圍內。
安裝飛輪殼、飛輪及通風管。
安裝飛輪殼時,需將氣缸體轉動 90°使後端朝上,擦拭並在氣缸體與飛輪殼的接合平面上塗抹密封膠。
然後將飛輪殼墊片安裝到氣缸體上的定位銷上,並將保護導套(圖 8)套到曲軸後端。
導套表面和油封工作唇口需塗抹柴油機油。
將飛輪殼安裝到氣缸體的定位銷上,用帶彈簧墊圈的螺栓固定,擰緊力矩為 80–100 N·m(8–10 kgf·m)。
用吊具將飛輪安裝到曲軸的定位銷上。
以 200–220 N·m(20–22 kgf·m)的力矩擰緊飛輪固定螺栓,並用安裝在每對螺栓頭下方的鎖片鎖止,將鎖片彎折在螺栓頭的稜面上,如圖 9 所示。
為便於將飛輪相對於曲軸安裝到正確位置,飛輪轂和軸端上衝有數字 2,組裝時應將兩者對齊。
用兩個帶彈簧墊圈的螺栓將通風管固定在氣缸體上。
為此,將帶墊圈的螺栓插入通風管的孔中,將墊片套在螺栓上,然後將組件安裝到氣缸體上,用手將螺栓旋入 1–2 圈,然後在通風管上安裝卡夾,並用螺栓將其固定在飛輪殼上。
之後最終擰緊通風管的固定螺栓。
離心式機油濾清器(ЦМО)及高壓油泵的安裝
安裝離心式和粗機油濾清器時,需擦拭氣缸體表面,塗抹密封膠並放置墊片。
將高壓油泵安裝在氣缸體 V 形夾角中的平台上,並將曲軸轉至便於將鍵壓入燃油泵從動齒輪軸的位置。
為保護軸,在軸下方放置墊塊,用導套將鍵壓入。
然後將半聯軸器總成安裝到高壓油泵驅動從動齒輪軸上。安裝前需檢查法蘭和半聯軸器上標有「О」記號的刻線是否對齊。
將帶轉速調速器和自動提前器的噴油泵總成安裝到氣缸體上,用四個螺栓固定(預先套上墊圈)。
通過膠木墊圈將高壓油泵自動提前器與從動齒輪軸半聯軸器連接。
此時需保證主動半聯軸器的一個凸爪與自動提前器端面之間的軸向間隙為 0.5–0.6 mm,第二個凸爪與提前器端面的間隙不小於 0.5 mm。
用塞尺檢查間隙。
此外,需確保主動半聯軸器和自動提前器上的標記對齊,擰緊從動齒輪軸半聯軸器螺母並穿上開口銷。
柴油機組裝的後續部分將在以下文章中討論:
- — 氣缸活塞組組裝工藝;
- — 機油泵的安裝;
- — 氣缸蓋、氣門搖臂的安裝及氣門間隙調整;
- — 噴油器、油管及連接管的安裝;
- — 發動機的磨合與試驗;
- — 發動機冷磨合;
- — 發動機熱磨合。