Канструкцыя рамы аўтамабіля МАЗ
Рама аўтамабіля кляпаная, складаецца з двух падоўжных бэлек (ланжэронаў) швелернай формы з пераменным перасекам, вырабленых з палоснай нізкалегіраванай сталі 22Г2ТЮ таўшчынёй 8 мм.
Ланжэроны рамы (найбольшы памер сячэння 310×85 мм), вырабленыя метадам гарачай штампоўкі, злучаныя ў пяці месцах папярочкамі пры дапамозе заклёпванняў.
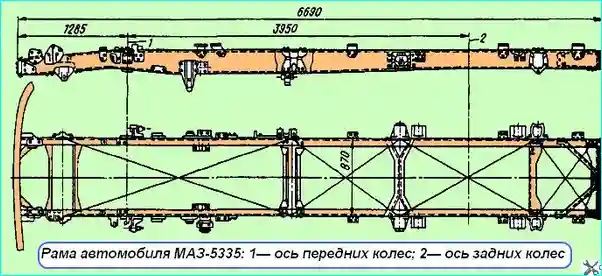
1 - вось пярэдніх колаў; 2 - вось задніх колаў
Папярочкі штампаваныя, з нізкалегіраванай сталі, другая і трэцяя — з малавугляродзістай сталі.
На ланжэронах прымацаваны кранштэйны пярэдняй, задняй і дадатковай рэсор, бакавых апор рухавіка, мацаванні кабіны, рулявога кіравання і інш.
Канструктыўная асаблівасць: перанос мацавання ўсіх сілавых элементаў і, асабліва, кранштэйнаў рэсор і папярочак на вертыкальныя сценкі ланжэронаў у найбольш нагружаных месцах.
Ужыванне высокатрывалай нізкалегіраванай сталі, адсутнасць заклёпачных злучэнняў на ніжніх паліцах ланжэронаў дазволілі спрыяльна размеркаваць напругі і дасягнуць высокай трываласці рамы.
Абслугоўванне рамы
Сыход за рамай заключаецца ў праверцы балтавых і заклёпачных злучэнняў.
Кантроль геаметрычнай формы: падчас эксплуатацыі аўтамабіля неабходна сачыць за тым, каб не парушаліся геаметрычная форма рамы, правільнасць становішча і трываласць яе ланжэронаў, папярочак і кранштэйнаў.
Парушэнне геаметрычнай формы рамы можа прывесці да няправільнага становішча або зрушэння агрэгатаў аўтамабіля, што выкліча празмерна вялікія напружанні і павышаны знос дэталяў трансмісіі і рухавіка.
Праверка заклёпванняў: аслабленыя заклёпванні выяўляюць па брынклівым гуку пры пастукванні малатком па галоўцы заклёпвання. Заклёпкі, якія аслаблі, неабходна ссекчы і замяніць новымі.
Абарона ад карозіі: на раме не павінна быць незафарбаваных месцаў, бо гэта можа прывесці да карозіі, якая зніжае стомленасную трываласць рамы. Таму раму неабходна перыядычна чысціць, аглядаць і фарбаваць аголеныя і карадавальныя ўчасткі.
Рамонт рамы
Асноўныя дэфекты рамы:
- расколіны ланжэронаў і папярочак;
- паслабленне заклёпачных злучэнняў;
- знос кранштэйнаў рэсор;
- падоўжныя расколіны ланжэронаў у раёне заклёпванняў.
Рамонт расколін
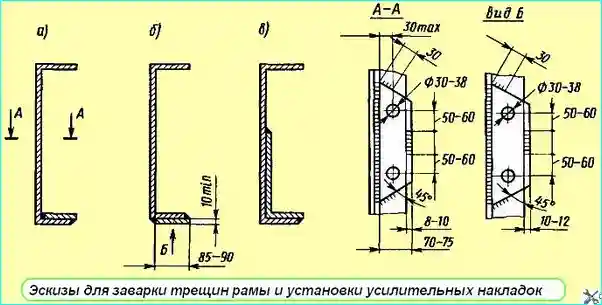
Падрыхтоўка да зваркі: расколіны ланжэронаў і папярочак рамантуюць зваркай. Перад зваркай расколіну трэба распрацаваць наждачным кругам пад кутом 75-90°.
Рэкамендуецца прымяняць электрадугавую зварку электродамі, якія прызначаны для нізкалегіраванай сталі.
Рамонт расколін на паліцах (не якія выходзяць на сценку): акрамя заваркі расколіны, з унутранага або вонкавага боку ўсталяваць узмацняльныя накладкі з нізкалегіраванай сталі таўшчынёй 8–10 мм, якія прыварваюць падоўжнымі швамі і заклёпваюць электразаклёпваннямі. Прыварку вырабляць у адпаведнасці з эскізамі (мал. 2, а, б).
Рамонт расколін, якія выходзяць на сценку ланжэронаў: акрамя заваркі самой расколіны, усталяваць Г-падобны ўзмацняльнік з наступнай яго прываркай (мал. 2, в).
Крытэрыі рамонтапрыдатнасці рамы:
- Рама дапускаецца да рамонту пры наяўнасці не больш за дзве расколіны на адным ланжэроне, якія даходзяць да сярэдзіны профілю.
- Рама, якая мае на кожным ланжэроне больш за дзве расколіны, якія даходзяць да сярэдзіны профілю, або адну і больш расколін на адным з ланжэронаў, якія праходзяць за сярэдзіну профілю, рамонту не падлягае і павінна быць заменена новай.
Рамонт заклёпачных злучэнняў
Замена заклёпванняў: заклёпкі з адарванымі галоўкамі выбіваюць і замяняюць нітамі (пры неабходнасці авальныя адтуліны разгортваюць).
Трэшчыны з-пад заклёпванняў: пры з'яўленні ў ланжэронах расколін (не больш за 3) з-пад заклёпванняў канцы расколін засвідроўваюць свердзелам дыяметрам 5–7 мм, каб пазбегнуць іх далейшага распаўсюджвання. Заварка ў гэтым выпадку не патрабуецца.
Замена заклёпванняў нітамі: калі пры праверцы заклёпачных злучэнняў рамы выявіцца адар галоўкі заклёпвання, неабходна выбіць стрыжань заклёпкі з адтуліны і паставіць новую заклёпку. Дапускаецца ставіць замест заклёпвання тэрмаапрацаваныя ніты з гайкай і спружыннай шайбай адпаведнага дыяметра з забеспячэннем шчыльнай пасадкі ніта ў адтуліну.
Моманты зацяжкі гаек:
- гайкі М16×1,5 — 200-240 Н·м (20-24 кгс·м);
- гайкі М14×1,5 — 160-180 Н·м (16-18 кгс·м).
")

")
")
")
")
")
")
")