MAZ卡車車架結構
車輛車架採用鉚接方式,由兩根截面可變的槽形縱梁(主梁)組成,採用8毫米厚的低合金鋼帶22G2TYu製成。
車架側梁(最大截面尺寸310×85毫米)採用熱沖壓製程製造,並以鉚接方式在五個位置與橫樑連接。
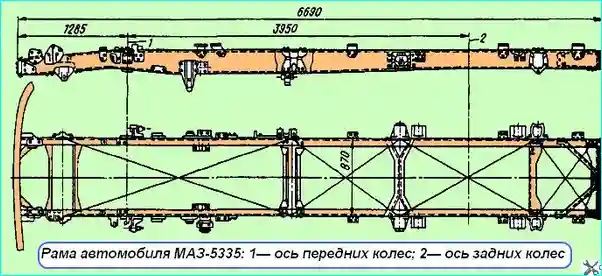
1 — 前輪軸; 2 — 後輪軸
橫樑採用低合金鋼沖壓而成,第二、三橫樑採用低碳鋼。
前、後及輔助彈簧的支架、引擎側支架、駕駛室支架、轉向器等皆安裝在側樑上。
設計特性:所有承重部件,特別是彈簧支架和橫梁,都安裝在側梁受力最大的垂直壁面上。
採用高強度低合金鋼,且側樑下翼緣無鉚接連接,可實現良好的應力分佈和高車架強度。
維護框架
車架維修包括檢查螺栓和鉚接連接。
檢查幾何形狀:車輛行駛過程中,應確保車架的幾何形狀、正確位置以及側梁、橫樑和支架的強度不受影響。
車架幾何形狀的偏差會導致車輛零件定位不准或錯位,從而造成變速箱和引擎零件承受過大的壓力並加劇磨損。
檢查鉚釘:用鐵鎚敲擊鉚釘頭,如果鉚釘鬆動,會發出嘎嘎聲。鬆脫的鉚釘必須拆除並更換為新的鉚釘。
防腐蝕: 車架上不應有任何未塗漆的區域,因為這會導致腐蝕,從而降低車架的疲勞強度。因此,車架必須定期清潔、檢查,並且裸露和腐蝕的區域必須重新噴漆。
車架維修
主車架缺陷:
- 側樑和橫樑出現裂痕;
- 鉚接接頭鬆脫;
- 彈簧支架磨損;
- 側梁鉚釘附近的縱向裂縫。
裂縫修復
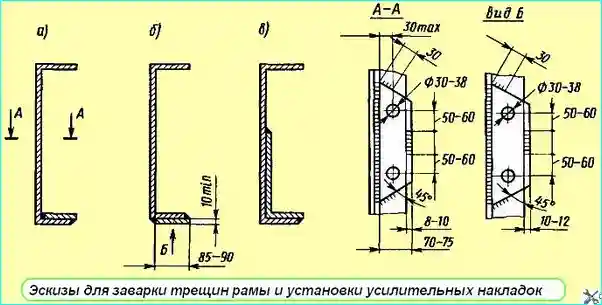
焊接準備: 側樑和橫樑上的裂縫採用焊接修復。焊接前,應使用砂輪以75–90°的角度打磨裂縫。
建議使用適用於低合金鋼的電弧焊焊條。
翼緣裂縫(未延伸至牆體)修復: 除了焊接裂縫外,還應在裂縫內側或外側安裝厚度為8–10 mm的低合金鋼加固板,並採用縱向焊縫焊接,最後用熱鉚釘固定。焊接應依照示意圖(圖 2,a,b)進行。
延伸至側構件腹板的裂縫修復:除焊接裂縫本身外,還應安裝L形加固條並進行焊接(圖 2,c)。
框架可修復性標準:
- 如果一側構件上延伸至型材中部的裂縫不超過兩條,則允許修復該框架。
- 如果一側構件上延伸至型材中部的裂縫超過兩條,或者一側構件上有一條或多條裂縫延伸至型材中部以外,則框架不可修復,必須更換為新的框架。
更換鉚接接頭
更換鉚釘: 鉚釘頭損壞的鉚釘應敲出,並以螺栓替換(必要時,需擴孔)。
鉚釘裂痕: 若側構件因鉚釘出現裂痕(最多 3 條),則需以 5-7 毫米鑽頭在裂痕末端鑽孔,以防止裂痕進一步擴展。此情況下無需焊接。
用螺栓替換鉚釘: 如果在檢查車架鉚接接頭時發現鉚釘頭損壞,則必須將鉚釘桿從孔中敲出,並安裝新的鉚釘。可使用經過熱處理的螺栓,搭配適當直徑的螺帽和彈簧墊圈,取代鉚釘,以確保螺栓與孔緊密配合。
螺帽的鎖緊扭力:
- M16×1.5 螺帽 — 200–240 N·m (20–24 kgf·m);
- M14×1.5 螺帽 — 160–180 N·m (16–18 kgf·m).