Папярочны вугал нахілу шкварня 5°, а таксама вугал развалу колаў 1° забяспечваюцца вырабам дэталяў пярэдняй восі. Гэтыя вуглы не рэгулююцца.
Падоўжны вугал нахілу шкварня 2°30′ забяспечваецца становішчам рэсоры на раме.
Рэгуляванне схаджэння пярэдніх колаў, шаравых злучэнняў, рулявых цяг і падшыпнікаў ступіц колаў.
Рэгуляванне схаджэння колаў
Пры правільнай устаноўцы колаў аўтамабіль мае добрую ўстойлівасць пры руху па прамой і кіравальнасць на паваротах.
Падчас эксплуатацыі вуглы ўстаноўкі колаў могуць мяняцца з-за зносу дэталяў.
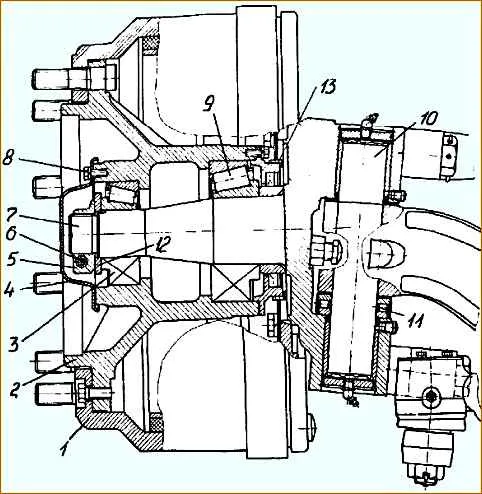
Вугал схаджэння колаў у гарызантальнай плоскасці ўсталёўвайце рэгуляваннем даўжыні папярочнай рулявой цягі 21 (рыс. 1), на канцах якой маецца правая і левая разьба.
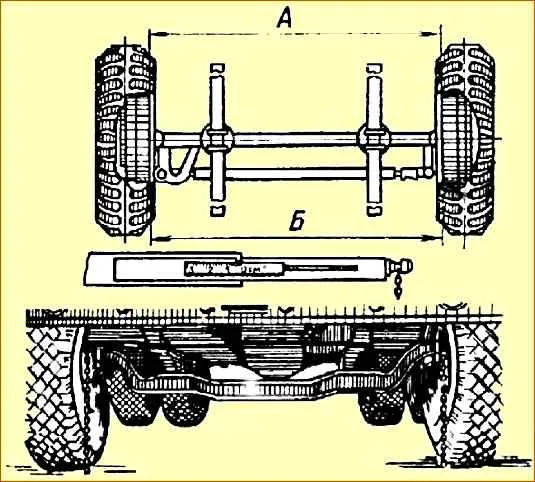
Велічыню схаджэння колаў замяраюць спецыяльнай лінейкай мадэлі 2182 і вызначаецца рознасцю адлегласцей паміж торцамі тармазных барабанаў у гарызантальнай плоскасці.
Памер «Б» (ззаду) павінен быць большы, чым памер «А» (спераду), на 1–2 мм.
Для рэгулявання схаджэння колаў аслабце зацяжку балтаў клем абодвух наканечнікаў рулявой цягі і вярчэннем цягі (угвінчваннем яе ў наканечнік пры большим схаджэнні і выгвінчваннем пры недастатковым) зменіце яе даўжыню так, каб забяспечыць нармальную велічыню схаджэння колаў.
Пасля рэгулявання старанна зацягніце гайкі балтаў наканечнікаў.
Рэгуляванне вуглоў павароту колаў вырабляйце змяненнем становішча ўпорных балтоў, якія абмяжоўваюць паварот колаў.
Упорныя балты ўгвінчаны ў паваротныя кулакі.
Пры выгвінчванні балта вугал павароту кола павялічваецца і наадварот.
Рэгуляванне схаджэння колаў поўнапрывадных аўтамабіляў МАЗ
Рознасць (Б–А) павінна быць 0,5–3,5 мм (рыс. 2).
Пры неабходнасці схаджэнне колаў адрэгулюйце ў наступным парадку:
- — усталюйце колы ў становішча, якое адпавядае руху па прамой;
- — аслабце зацяжку сцяжных балтоў абодвух наканечнікаў папярочнай рулявой цягі;
- — адкруціце гайкі мацавання шаравых пальцаў наканечнікаў у рычагах і зніміце цягу;
- — выгвінчваннем або ўгвінчваннем наканечнікаў шляхам вярчэння цягі ўсталюйце схаджэнне колаў у задавальных межах.
Пры гэтым трэба мець на ўвазе, што выгвінчванне наканечнікаў на адзін абарот павялічвае рознасць адлегласцей прыкладна на 5 мм, а ўгвінчванне — памяншае на гэтую велічыню.
Калі велічыня схаджэння адрозніваецца ад устаноўленай нормы не больш як на 2,5 мм, можна рэгуляваць схаджэнне адным з наканечнікаў.
Злучыце папярочную цягу з рычагамі і праверце велічыню схаджэння колаў, а пры нармальным яго значэнні прымацуеце папярочную цягу да рычагоў і зацягніце сцяжныя балты наканечнікаў.
Пры гэтым фазы абодвух наканечнікаў павінны быць у адной плоскасці.
Зазор у шарнірах рулявых цяг правяраюць шляхам агляду злучэння пры правяртанні рулявога кола направа і налева (для падоўжнай цягі пры непрацуючым рухавіку, для папярочнай — пры працуючым).
Рэгуляванне шаравых злучэнняў рулявых цяг
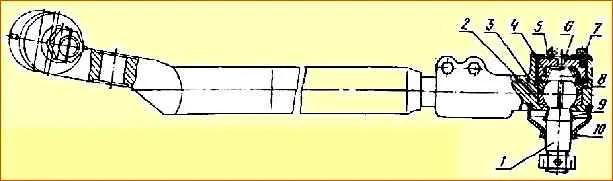
Пры рэгуляванні шаравых злучэнняў падоўжнай рулявой цягі рэгулявальны корак 5 (рыс. 3) загвінціце да ўпора (момант зацяжкі 118–157 Н·м), а затым адгвінціце яго на ⅛ абароту.
Усталюйце вечка 6 на месца, павярнуўшы яго на 120° адносна першапачатковага становішча, і абцісніце край у паз наканечніка 3 для стопарэння гайкі 5.
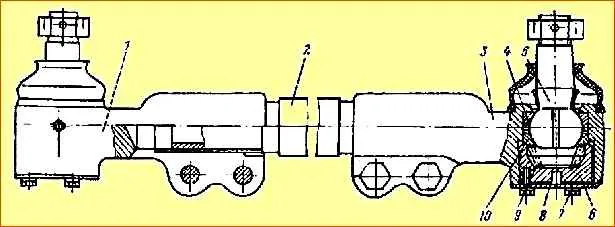
Пры кожным рэгуляванні шаравага злучэння вечка 6 паварочвайце пры ўстаноўцы на 120°, папярэдне выпраміўшы дэфармаваны ўчастак вечка. Шаравыя злучэнні папярочнай рулявой цягі (рыс. 4) і сілавога цыліндра ўзмацняльніка руля рэгулююцца аналагічна.
Рэгуляванне падшыпнікаў ступіц пярэдніх колаў
Падшыпнікі ступіц пярэдніх колаў рэгулюйце ў наступным парадку:
- — зніміце вечка 8 і аслабце гайку 9 падшыпніка, адгвінціўшы болт 10. Паварочваючы ступіцу, праверце лёгкасць яе вярчэння. У выпадку тугага вярчэння высветліце прычыну, пры неабходнасці зніміце ступіцу;
- — усталюйце шайбу 12, сумясціўшы лыску на ёй з лыскай на паваротным кулаку 11;
- — паварочваючы ступіцу, зацягніце гайку 9 да тугага вярчэння ступіцы круцільным момантам 24 кгс·м, пасля чаго адгвінціце гайку на 80–90 градусаў;
- — праверце лёгкасць вярчэння ступіцы без адчувальнага восевага люфта (восевы зазор у падшыпніках 0,02–0,08 мм). Пры неабходнасці рэгуляванне паўторыце;
- — гайку 9 застапорыце болтам 10 з спружыннай шайбай, загвінціўшы яго момантам 5–7 кгс·м.
Праверце яшчэ раз вярчэнне ступіцы, якая павінна правяртацца пад дзеяннем высілля рук, пры гэтым не павінен адчувацца восевы люфт.
Правільнасць рэгулявання вызначыце пры кантрольным прабегу па ступені нагрэву ступіцы. Тэмпература не павінна перавышаць 60 °С (звыш 60 °С рука не вытрымлівае працяглага дотыку).
Рамонт пярэдняй восі
Рамонт пярэдняй восі звычайна заключаецца ў замене шкварнёвых утулак, шкварня і ўпорнага падшыпніка.
Неабходнасць такога рамонту можна вызначыць, падняўшы адно кола на дамкраце і пахістваючы яго з дапамогай мантажнага лома.
Перад гэтым варта ўхіліць зазор у падшыпніках ступіцы кола.
Парадак зняцця пярэдняй восі наступны:
- — аслабце гайкі стрэмянак рэсораў;
- — падніміце пярэднюю частку аўтамабіля і пастаўце на падстаўкі;
- — зніміце амартызатары, адлучыце падоўжную рулявую цягу ад паваротнага рычага і тармазныя шлангі ад тармазных камер;
- — адкруціце гайкі рэсораў і вызваліце бэльку;
- — выкаціце пярэднюю вось з-пад аўтамабіля.
Разборка пярэдняй восі
Разборку пярэдняй восі неабходна праводзіць у наступным парадку на спецыяльным стэндзе:
- — адкруціце гайкі мацавання кола і зніміце дэкаратыўныя каўпакі і колы;
- — адлучыце і зніміце папярочную рулявую цягу;
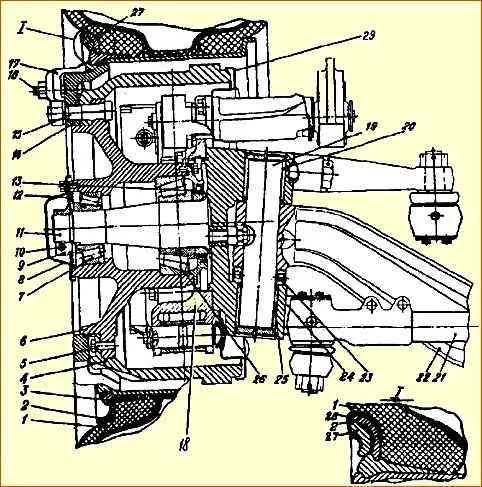
- — зніміце вонкавае вечка 4 (рыс. 5) з пракладкай;
- — вывярніце болт 6 клемавай гайкі мацавання ступіцы і адкруціце клемавую гайку 5, зніміце шайбу 12;
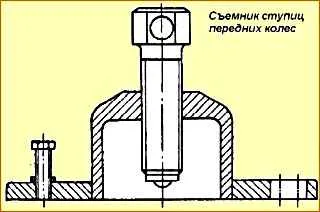
- — зніміце ступіцу 2 з тармазным барабанам 1, не пашкодзіўшы манжэту (здымнік паказаны на рыс. 6);
- — зніміце рэгулявальны рычаг, адцяжныя спружыны калодак, тармазныя калодкі і дастаньце разжымны кулак;
- — зніміце супорт і тармазныя шчыткі;
- — зніміце заглушкі шкварня, папярэдне вынуўшы спружынныя кольцы;
- — выпрэсуйце шквень з дапамогай прэса;
- — зніміце паваротны кулак 7 разам з упорным падшыпнікам 11;
- — выпрэсуйце з паваротнага кулака верхняе і ніжняе ўшчыльняльныя кольцы;
- — усталюйце ступіцу 2 з барабанам 1 на верстак;
- — зніміце вечка з манжэтай і дастаньце манжэту;
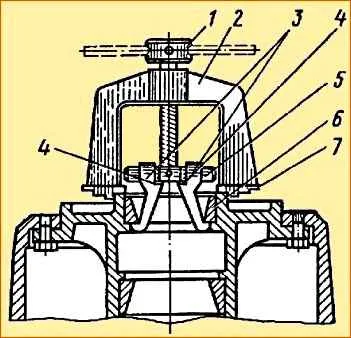
- — дастаньце ўнутраны канічны ролікападшыпнік 9 і выпрэсуйце вонкавае кольца з дапамогай здымніка (рыс. 7);
- — перавярніце ступіцу і выпрэсуйце вонкавае кольца вонкавага канічнага ролікападшыпніка 3.
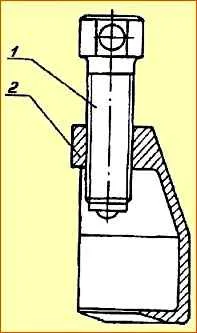
Здымнік наканечнікаў рулявых цяг паказаны на рыс. 8.
- — рашплінтуйце і адкруціце гайку мацавання пальца рулявой трапецыі;
- — проразь здымніка завядзіце паміж наканечнікам і рычагом да ўпора выемкі здымніка ў шаравы палец;
- — круцячы віт, дэмантуйце шаравыя пальцы цяг.
Праверка тэхнічнага стану дэталяў
Да пачатку праверкі тэхнічнага стану знятых дэталяў пярэдняй восі яны павінны быць старанна прамытыя.
Для мыйкі сталёвых і чыгунных дэталяў мэтазгодна ўжываць шчолачныя растворы. Пасля гэтага прамыйце дэталі ў мяккай цёплай вадзе, а затым высушыце.
Усе дэталі павінны падвяргацца стараннаму кантролю на адсутнасць зносу, трэшчын, паломкі і дэфармацый. Пры зборцы пашкоджаныя дэталі трэба замяніць.
Характэрнымі дэфектамі паваротных кулакоў з’яўляюцца: знос біметалічных утулак шкварня і знос шыек пад падшыпнікі.
Утулкі шкварня замяняйце ў выпадку, калі зазор у спалучэнні шквень — утулка перавышае 0,1 мм. Пасля запресоўкі новых утулак разгарніце іх да дыяметра 50+0,082 мм (рыс. 1, 5).
Разгортванне утулак вырабляйце «ў лінію» спецыяльнай разгорткай, якая мае накіравальныя для забеспячэння сувоснасці адтулін утулак.
Пры разгортванні утулак выканайце наступнае:
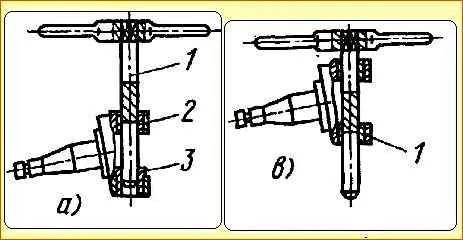
- — запресуйце ў паваротны кулак біметалічную утулку 2 (рыс. 9, а) шкварня і пасадзіце спецыяльную накіравальную утулку 3 у другую адтуліну пад утулку шкварня;
- — разгарніце біметалічную утулку шкварня;
- — выміце накіравальную утулку і на яе месца запресуйце другую біметалічную утулку шкварня;
- — разгарніце другую утулку шкварня (зноў запресаваную), пры гэтым рэжучую частку разгорткі прапусціце праз раней разгорнутую (першую) утулку шкварня, якая служыць накіравальнай для другой утулкі (рыс. 9, б).
Знос шыек пад падшыпнікі дапускаецца: пад вонкавы падшыпнік да дыяметра 49,94 мм (рыс. 1, 5), пад унутраны да дыяметра 69,93 мм.
У выпадку наяўнасці зазораў у шарнірных злучэннях цяг рулявой трапецыі разбярыце шарніры і зніміце зношаныя дэталі.
Біццё рабочай паверхні тармазнога барабана адносна пасадачных паверхняў вонкавых кольцаў канічных падшыпнікаў павінна быць не больш за 0,2 мм.
Тармазныя барабаны расточваюцца сумесна са ступіцай.
Асноўнымі дэфектамі ступіцы з’яўляюцца трэшчыны на рэбрах, зносы гнёздаў ступіцы пад падшыпнікі і зрывы разьбы М8×1.
Трэшчыны на рэбрах аднаўляюць заваркай, папярэдне распрацаваўшы трэшчыну па ўсёй даўжыні пад вуглом 90–120° на глыбіню ⅔ таўшчыні рабра.
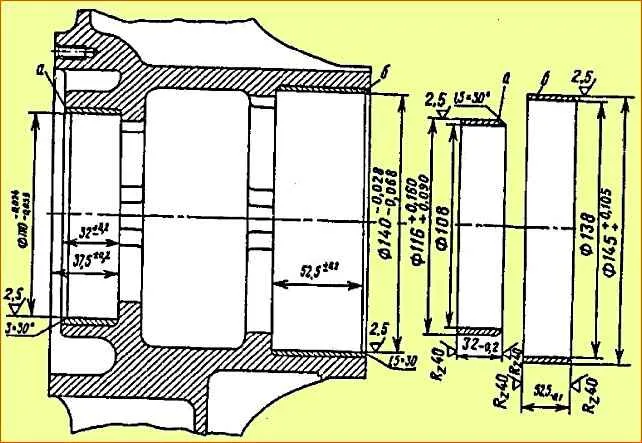
Зношаныя гнёзды ступіцы пад падшыпнікі аднаўляюць пастаноўкай рамонтных утулак (рыс. 10). Гнёзды пад падшыпнікі расточваюць на глыбіню 2,5–3 мм.
Рамонтную утулку вырабляюць з чыгуннай нарыхтоўкі, сталёвай трубы або згорнутай палоснай сталі, якую запресоўваюць у ступіцу з нацягам 0,05–0,16 мм, а затым расточваюць пад намінальны памер.
Пры зносе або зрыве разьбы М8×1 адтуліну рассвідроўваюць да дыяметра (10,1±0,1) мм, наразаюць разьбу М12, угвінчваюць угвіцень заподліцо з плоскасцю асноўнага металу, а затым угвіцень керняць у трох супрацьлеглых кропках.
Зборка пярэдняй восі
Зборку пярэдняй восі вырабляйце ў парадку, адваротным разборцы.
Асаблівую ўвагу варта звярнуць на надзейнасць мацавання шаравых пальцаў рулявога прывада, рычагоў рулявых цяг і супортаў тормазу да паваротных кулакоў.
Калі ў злучэнні шаравага пальца з рычагом пасля зацяжкі момантам 215–245 Н·м (22–25 кгс·м) адчуваецца качка, то неабходна зношаныя дэталі замяніць.
Зборку шкварнёвага прыстасавання вырабляйце ў наступнай паслядоўнасці:
- — запресуйце з дапамогай апраўкі радыяльныя ўшчыльняльныя кольцы ў верхнюю і ніжнюю вушыны паваротнага кулака з запресаванымі біметалічнымі утулкамі такім чынам, каб ушчыльняльная кромка кожнага кольца была накіравана ў бок зява пад бэльку;
- — падагрэйце галоўку бэлькі да 150 °С з дапамогай індуктара;
- — усталюйце ў адтуліну верхняй вушыны кулака заглушку з ушчыльняльным кольцам, змазаным змазкай, і застапорыце спружынным кольцам;
- — усталюйце паваротны кулак разам з упорным падшыпнікам, запоўненым змазкай Літол-24, на галоўку бэлькі без адчувальнага восевага зазору (дапускаецца зазор 0,05–0,3 мм), які ўхіляецца з дапамогай рэгулявальных пракладак патрабаванай таўшчыні, і пры дапамозе цэнтравальнай апраўкі сумясціце вось падабранага пакета з воссю бэлькі;
- — выміце цэнтравальную апраўку і ўстаўце шквень, забяспечыўшы зазор паміж верхняй заглушкай і шквэрнем 1,7–2,6 мм;
- — усталюйце ў адтуліну ніжняй вушыны паваротнага кулака другую заглушку з ушчыльняльным кольцам, змазаным змазкай, і застапорыце спружынным кольцам;
- — прошпрыцуйце падшыпнікі праз прэс-маслёнкі да з’яўлення змазкі праз прадахоўны клапан;
- — праверце момант правароту паваротнага кулака адносна бэлькі. Ён павінен быць не менш за 14,71 Н·м (1,5 кгс·м).
Устаноўку ступіцы вырабляйце ў наступным парадку:
- — перад устаноўкай ступіцы яе ўнутраную поласць паміж падшыпнікамі змажце змазкай Літол-24.
Багата змажце канічныя ролікападшыпнікі, запоўніўшы змазкай усю свабодную прастору паміж ролікамі — падаберыце ступіцу з унутраным падшыпнікам, вечкам і манжэтай і вонкавай абоймай вонкавага падшыпніка і ўсталюйце яе на паваротны кулак;
- — устаўце вонкавы падшыпнік у ступіцу.
Вырабіце канчатковы мантаж ступіцы з падшыпнікамі на паваротны кулак, пазбягаючы яе пераносаў;
- — усталюйце шайбу з лыскай на паваротны кулак, сумясціўшы лыскі ў шайбе і на паваротным кулаку;
- — загвінціце клемавую гайку момантам 225–235 Н·м (23–25 кгс·м) да тугага вярчэння ступіцы, пасля чаго адгвінціце гайку на 80–90°.
Праверце лёгкасць вярчэння ступіцы без восевага люфта (зазор у падшыпніках павінен быць у межах 0,02–0,08 мм).
Застапорыце болтам гайку мацавання падшыпнікаў у межах 49–68 Н·м (5–7 кгс·м).
Устаноўку пярэдняй восі на месца вырабляйце ў паслядоўнасці, адваротнай зняццю.
Пасля ўстаноўкі пярэдняй восі праверце вуглы павароту колаў.
Вуглы павароту рэгулююцца шляхам угвінчвання (выгвінчвання) упорнага балта ў разьбовыя адтуліны на паваротных кулаках.
Праверце схаджэнне колаў.