主銷內傾角 5° 以及車輪外傾角 1° 由前軸零件的製造精度保證。這些角度不可調整。
主銷後傾角 2°30′ 由鋼板彈簧在車架上的位置保證。
前輪前束、球頭節、轉向拉桿及車輪輪轂軸承的調整。
車輪前束的調整
車輪定位正確時,車輛直線行駛穩定性及轉向操控性良好。
使用過程中,因零件磨損,車輪定位角可能發生變化。
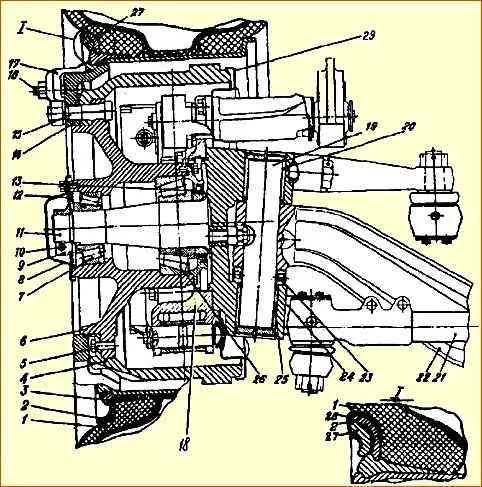
水平面內的車輪前束角通過調整橫拉桿 21(圖 1)的長度來設定,該拉桿兩端分別具有右旋和左旋螺紋。
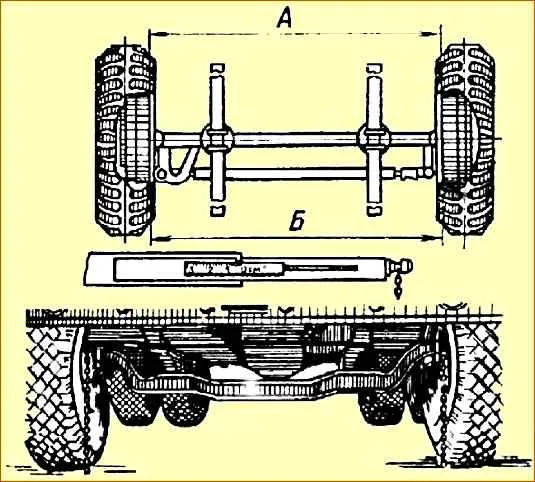
前束值使用專用 2182 型直尺測量,由制動鼓端面在水平面內的距離差值確定。
尺寸「Б」(後側)應比尺寸「А」(前側)大 1–2 mm。
調整前束時,鬆開橫拉桿兩個接頭的卡箍螺栓,轉動拉桿(前束過大時將拉桿旋入接頭,前束不足時旋出),改變其長度,以獲得正常的前束值。
調整後,可靠擰緊接頭螺栓的螺母。
車輪轉向角的調整通過改變限位螺栓的位置來實現。
限位螺栓旋入轉向節中。
旋出螺栓時,車輪轉向角減小,反之亦然。
МАЗ 全驅動車輛的前束調整
差值 (Б–А) 應為 0.5–3.5 mm(圖 2)。
必要時按以下順序調整前束:
- — 將車輪置於直線行駛位置;
- — 鬆開橫拉桿兩個接頭的拉緊螺栓;
- — 鬆開接頭球銷在轉向臂中的固定螺母,拆下拉桿;
- — 通過轉動拉桿(旋出或旋入接頭),將前束值設定在規定範圍內。
請注意:將接頭旋出一個螺距,距離差值約增大 5 mm;旋入一個螺距,則減小 5 mm。
若前束值與標準值的偏差不超過 2.5 mm,可僅通過一個接頭進行調整。
將橫拉桿與轉向臂連接,檢查前束值;正常後將橫拉桿固定在轉向臂上,並擰緊接頭的拉緊螺栓。
此時兩個接頭的相位應在同一平面內。
轉向拉桿關節的間隙檢查方法:左右轉動方向盤,觀察連接處(縱拉桿在發動機熄火時檢查,橫拉桿在發動機運轉時檢查)。
轉向拉桿球頭節的調整
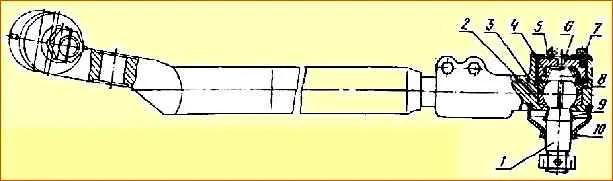
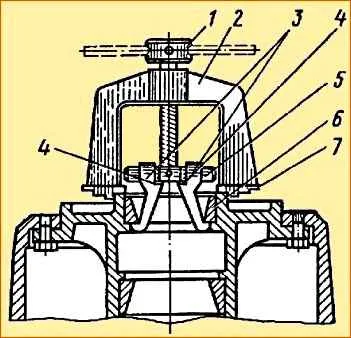
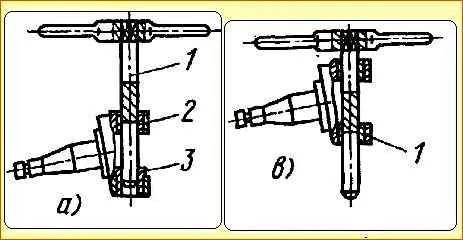
調整縱拉桿球頭節時,將調整螺塞 5(圖 3)擰到底(擰緊力矩 118–157 N·m),然後退回 ⅛ 圈。
安裝蓋 6,使其相對於原始位置轉動 120°,然後將蓋的邊緣壓入接頭 3 的槽中以鎖止螺塞 5。
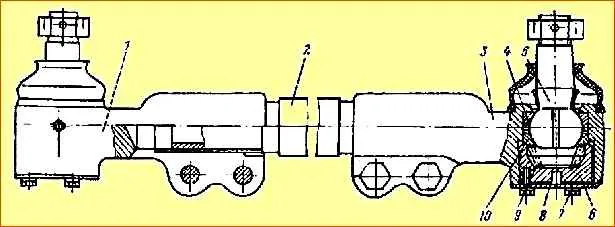
每次調整球頭節時,安裝蓋 6 應轉動 120°(需預先將蓋的變形部位矯直)。橫拉桿(圖 4)及動力轉向缸的球頭節調整方法與此類似。
前輪輪轂軸承的調整
按以下順序調整前輪輪轂軸承:
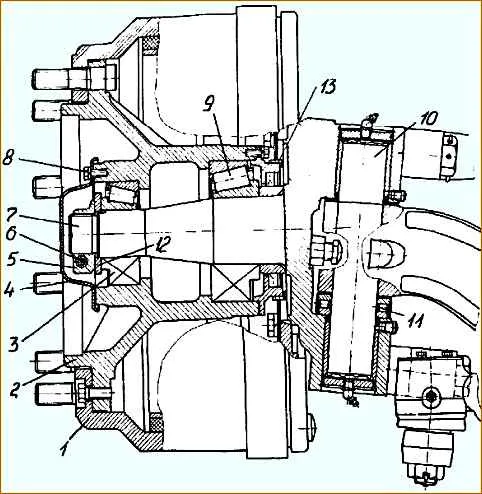
- — 拆下蓋 8,鬆開螺栓 10,然後鬆開軸承螺母 9。轉動輪轂,檢查其轉動靈活性。若轉動困難,查明原因,必要時拆下輪轂;
- — 安裝墊圈 12,使其平面與轉向節 11 的平面對齊;
- — 邊轉動輪轂,邊擰緊螺母 9,直至輪轂轉動困難(擰緊力矩 24 kgf·m),然後將螺母退回 80–90°;
- — 檢查輪轂轉動靈活性,應無明顯軸向間隙(軸承軸向間隙 0.02–0.08 mm)。必要時重複調整;
- — 用帶彈簧墊圈的螺栓 10 鎖止螺母 9,擰緊力矩 5–7 kgf·m。
再次檢查輪轂轉動情況,應能用手輕鬆轉動,且無軸向間隙。
通過試車檢查輪轂發熱程度來判斷調整是否正確。溫度不得超過 60 °C(超過 60 °C 時手無法長時間觸摸)。
前軸的維修
前軸的維修通常包括更換主銷襯套、主銷和止推軸承。
用千斤頂頂起一側車輪,用撬槓搖動車輪,即可判斷是否需要此類維修。
在此之前應先消除輪轂軸承的間隙。
拆下前軸的步驟如下:
- — 鬆開鋼板彈簧 U 形螺栓的螺母;
- — 頂起車輛前部,放置在支架上;
- — 拆下減振器,斷開縱拉桿與轉向臂的連接,斷開制動軟管與制動氣室的連接;
- — 鬆開鋼板彈簧螺母,鬆開前軸梁;
- — 將前軸從車下推出。
前軸的解體
應在專用臺架上按以下順序解體前軸:
- — 鬆開車輪固定螺母,拆下裝飾罩和車輪;
- — 斷開並拆下橫拉桿;
- — 拆下帶墊片的外蓋 4(圖 5);
- — 鬆開輪轂固定螺母的卡箍螺栓 6,然後鬆開卡箍螺母 5,拆下墊圈 12;
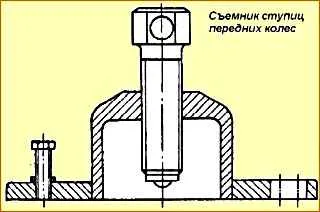
- — 拆下帶制動鼓 1 的輪轂 2,注意不要損壞油封(拆卸工具如圖 6 所示);
- — 拆下調整臂、蹄片回位彈簧、制動蹄片,取出制動凸輪軸;
- — 拆下制動鉗和制動防塵板;
- — 拆下主銷堵塞(預先取出彈性擋圈);
- — 用壓力機壓出主銷;
- — 拆下帶止推軸承 11 的轉向節 7;
- — 從轉向節中壓出上、下密封環;
- — 將帶制動鼓 1 的輪轂 2 放在工作臺上;
- — 拆下帶油封的蓋,取出油封;
- — 取出內錐滾子軸承 9,用拆卸工具(圖 7)壓出外圈;
- — 翻轉輪轂,壓出外錐滾子軸承 3 的外圈。
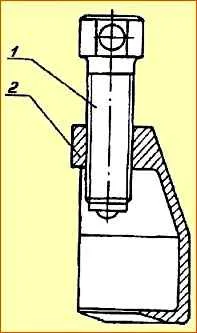
轉向拉桿接頭拆卸工具如圖 8 所示。
- — 拆下轉向梯形臂球銷固定螺母的開口銷,鬆開螺母;
- — 將拆卸工具的開口槽插入接頭與轉向臂之間,使工具凹槽卡住球銷;
- — 轉動螺絲,拆下拉桿的球銷。
零件技術狀態的檢查
在檢查前軸拆下零件的技術狀態之前,必須將其徹底清洗。
清洗鋼製和鑄鐵零件時宜使用鹼性溶液。然後用軟溫水沖洗零件,再乾燥。
所有零件均應仔細檢查,確保無磨損、裂紋、斷裂和變形。組裝時應更換損壞的零件。
轉向節的典型缺陷包括:主銷雙金屬襯套磨損、軸承軸頸磨損。
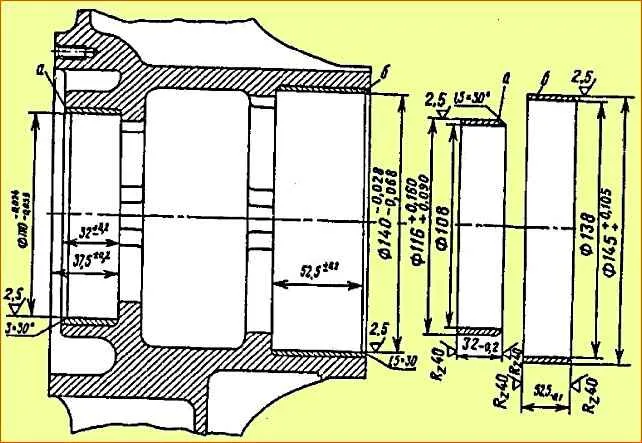
當主銷與襯套的配合間隙超過 0.1 mm 時,應更換主銷襯套。壓入新襯套後,將其鉸削至直徑 50+0,082 mm(圖 1、5)。
襯套的鉸削應使用帶有導向裝置的專用鉸刀「成線」進行,以保證兩襯套孔的同軸度。
鉸削襯套時,執行以下操作:
- — 將主銷雙金屬襯套 2(圖 9,а)壓入轉向節,並在第二個主銷襯套孔中安裝專用導向襯套 3;
- — 鉸削主銷雙金屬襯套;
- — 取出導向襯套,在其位置壓入第二個主銷雙金屬襯套;
- — 鉸削第二個(新壓入的)主銷襯套,此時將鉸刀的切削部分穿過已鉸削好的第一個主銷襯套,該襯套作為第二個襯套的導向(圖 9,б)。
軸承軸頸的允許磨損量:外軸承軸頸直徑不小於 49.94 mm(圖 1、5),內軸承軸頸直徑不小於 69.93 mm。
若轉向梯形臂拉桿關節出現間隙,應解體關節,更換磨損零件。
制動鼓工作面相對於錐軸承外圈安裝面的跳動量不得超過 0.2 mm。
制動鼓應與輪轂一同鏜削。
輪轂的主要缺陷包括:肋板裂紋、軸承座孔磨損、M8×1 螺紋損壞。
肋板裂紋通過補焊修復:預先沿裂紋全長開坡口,角度 90–120°,深度為肋板厚度的 ⅔。
磨損的輪轂軸承座孔通過鑲入修理襯套(圖 10)進行修復。軸承座孔鏜削深度為 2.5–3 mm。
修理襯套由鑄鐵毛坯、鋼管或捲製帶鋼製成,以 0.05–0.16 mm 的過盈壓入輪轂,然後鏜削至標稱尺寸。
當 M8×1 螺紋磨損或損壞時,將孔擴至直徑 (10.1±0.1) mm,攻 M12 螺紋,旋入螺紋套至與基體金屬平面齊平,然後在螺紋套上衝三處相對的點進行鎖止。
前軸的組裝
按解體的相反順序組裝前軸。
應特別注意轉向傳動裝置球銷、轉向拉桿臂及制動鉗在轉向節上的固定可靠性。
若球銷與轉向臂的連接在按力矩 215–245 N·m(22–25 kgf·m)擰緊後仍有晃動感,則需更換磨損零件。
按以下順序組裝主銷裝置:
- — 用導套將徑向密封環壓入已壓好雙金屬襯套的轉向節上、下耳孔中,使密封環的密封唇朝向梁頭開口方向;
- — 用感應加熱器將梁頭加熱至 150 °C;
- — 在轉向節上耳孔中安裝帶有塗潤滑脂密封圈的堵塞,並用彈性擋圈鎖止;
- — 將帶有注滿 Литол-24 潤滑脂的止推軸承的轉向節安裝到梁頭上,應無明顯軸向間隙(允許間隙 0.05–0.3 mm,通過所需厚度的調整墊片消除),並用定心導套將預組裝組件的軸線與梁頭軸線對齊;
- — 取出定心導套,插入主銷,確保上堵塞與主銷之間的間隙為 1.7–2.6 mm;
- — 在轉向節下耳孔中安裝第二個帶有塗潤滑脂密封圈的堵塞,並用彈性擋圈鎖止;
- — 通過潤滑脂嘴注入潤滑脂,直至安全閥處有潤滑脂溢出;
- — 檢查轉向節相對於梁頭的轉動力矩,應不小於 14.71 N·m(1.5 kgf·m)。
按以下順序安裝輪轂:
- — 安裝輪轂前,在其兩軸承之間的內腔塗抹 Литол-24 潤滑脂。
充分潤滑錐滾子軸承,使滾子之間的所有空隙充滿潤滑脂。預組裝帶內軸承、蓋、油封及外軸承外圈的輪轂,然後將其安裝到轉向節上;
- — 將外軸承放入輪轂中。
將帶軸承的輪轂最終安裝到轉向節上,避免來回移動;
- — 將帶平面的墊圈安裝到轉向節上,使墊圈平面與轉向節平面對齊;
- — 擰緊卡箍螺母至力矩 225–235 N·m(23–25 kgf·m),直至輪轂轉動困難,然後將螺母退回 80–90°。
檢查輪轂轉動靈活性,應無軸向間隙(軸承間隙應在 0.02–0.08 mm 範圍內)。
用螺栓以 49–68 N·m(5–7 kgf·m)的力矩鎖止軸承固定螺母。
按拆卸的相反順序將前軸裝回原位。
安裝前軸後,檢查車輪轉向角。
轉向角通過轉動轉向節上的限位螺栓(旋入或旋出)來調整。
檢查車輪前束。