氣缸蓋、氣門搖臂的安裝及氣門間隙的調整
將氣缸蓋固定螺柱旋入氣缸體的左右兩列,螺柱孔內預先塗抹柴油機油潤滑。
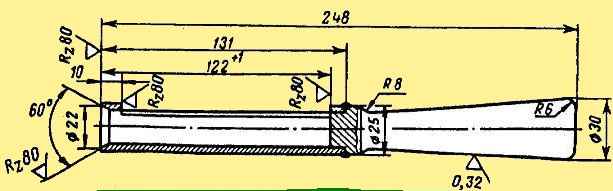
螺柱以 80–100 N·m(8–10 kgf·m)的力矩擰到底;螺柱伸出氣缸體平面的長度應為 122 mm,用專用套筒(圖 1)檢查。
安裝氣缸蓋前,需擦拭接合平面。
將氣缸蓋墊片套到螺柱上,使其落在定位銷上,且墊片的包邊靠在氣缸套凸肩上。
氣缸蓋總成應能自由、無衝擊地安裝到螺柱和定位銷上。
然後將氣缸蓋固定螺母擰到螺柱上並擰緊。
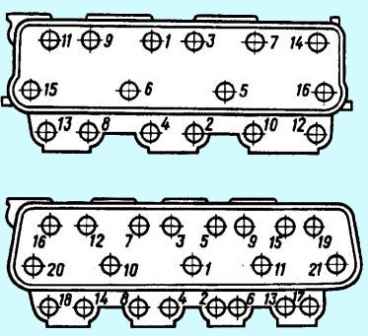
螺母應按編號遞增的順序擰緊(見圖 2)。
第一次用扭力扳手擰緊後,需按相同順序對每個螺母進行第二次操作,檢查並達到所需的扭矩 220–250 N·m(22–25 kgf·m)。
將挺桿推桿裝入氣缸體窗口,並使推桿頭與挺桿承座對齊。
預先用布擦拭推桿,並用柴油機油潤滑推桿頭。
安裝左右氣門搖臂及搖臂軸總成,使搖臂軸的定位銷插入氣缸蓋的孔中,同時調整螺絲的球面與推桿頭對齊。
調整螺絲應擰到底(與搖臂接觸)。
然後將搖臂軸固定螺栓旋入氣缸蓋,並以 120–150 N·m(12–15 kgf·m)的力矩擰緊。
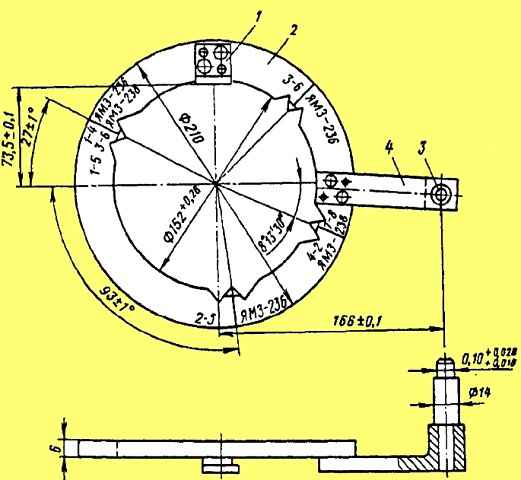
氣門間隙需同時在兩個氣缸上調整,並使用分度盤(圖 4)。
將分度盤安裝在曲軸皮帶輪上,將定位銷 3 插入配氣齒輪蓋的螺紋孔中。
ЯМЗ-326 發動機的氣門熱間隙按以下順序調整:
- — 用扳手卡住皮帶輪固定螺栓,順時針轉動曲軸,觀察第一缸進氣門的運動,待其完全關閉後,繼續同向轉動曲軸,直到曲軸皮帶輪上的刻線與分度盤上的 ЯМЗ-236 標記 1–4 對齊;
- — 調整第一缸和第四缸的搖臂頭與氣門桿端面之間的間隙。擰緊調整螺絲的鎖緊螺母後,厚度 0.25 mm 的塞尺應能自由插入間隙,厚度 0.30 mm 的塞尺插入時應有阻力。曲軸轉動後,間隙在 0.20–0.35 mm 範圍內變化是允許的;
- — 按工作順序 (1-4-2-5-3-6) 在壓縮行程時,將皮帶輪上的刻線依次與分度盤上的 ЯМЗ-236 標記 1-4、2-5、3-6 對齊,調整其餘氣缸的間隙。
調整 ЯМЗ-238 發動機的氣門熱間隙時,採用與 ЯМЗ-236 相同的步驟和方法:
- — 在壓縮行程時,將皮帶輪上的刻線與分度盤上的 ЯМЗ-238 標記 1-5 對齊;
- — 調整第一缸和第五缸的氣門間隙;
- — 按工作順序 (1-5-4-2-6-3-7-8) 在壓縮行程時,將皮帶輪上的刻線依次與分度盤上的 ЯМЗ-238 標記 4-2、6-3 和 7-8 對齊,調整其餘氣缸的氣門間隙。
調整後,挺桿推桿應能用手自由轉動。
間隙通過調整螺絲進行調整;調整後必須可靠鎖緊螺母並再次檢查間隙。
噴油器、油管及連接管的安裝。
發動機應安裝同一霧化組的噴油器套件。
霧化器組別標記在噴油器體表面。
安裝噴油器前,擦拭安裝孔內表面,並在霧化器上套上一個密封銅墊圈。
安裝噴油器時,使其接頭密封件進入氣缸蓋的凹槽中。
將噴油器壓板安裝到氣缸蓋螺柱上,套上墊圈並擰上螺母,以 50–60 N·m(5–6 kgf·m)的力矩擰緊。
將回油管安裝到左、右氣缸蓋上,預先拆下噴油器上的運輸堵頭。
回油管通過連接螺母和螺栓固定在噴油器上,並在管頭和螺栓頭下方放置墊圈。
為確保可靠的密封,在所有情況下,墊圈的錐頂方向應背對管頭向外。
回油管安裝在氣缸體的 V 形夾角中,並用螺栓固定在左、右氣缸蓋上。
為使固定更牢固,每根油管上安裝一個卡夾,並將其固定在左進氣管法蘭的螺柱上。
高壓油管按噴油泵分泵的工作順序以特定順序連接到噴油泵接頭和噴油器上。
ЯМЗ-236 發動機噴油泵的工作順序與發動機工作順序相同 (1-4-2-5-3-6)。
ЯМЗ-238 發動機噴油泵分泵的工作順序與該發動機的工作順序不同。
如果發動機工作順序為 1-5-4-2-6-3-7-8,則噴油泵分泵的工作順序為 1-3-6-2-4-5-7-8。
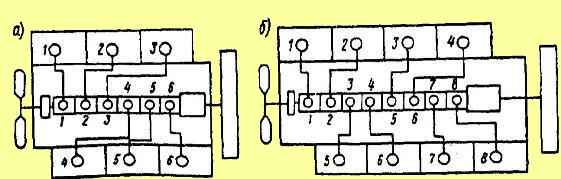
ЯМЗ-236 和 ЯМЗ-238 發動機噴油泵分泵與氣缸的連接示意圖如圖 5 所示。
安裝進氣管連接彎管,使其用於空壓機進氣管的法蘭朝向氣缸體前部。
將帶網格的組合墊片和橡膠墊片放在法蘭上,然後用帶墊圈的螺栓將彎管固定在進氣管法蘭上。
將機油標尺擦拭乾淨後插入導管中。
然後安裝氣缸蓋罩,用螺釘擰入一兩圈,將發動機從臺架上吊下。
安裝工藝孔堵頭並用螺栓固定。
堵頭下方需放置紙墊片。
發動機維修後的磨合與試驗在 СТЭ-160-1500 型電渦流測功機臺架上進行。
這些臺架可用於測試所有型號的 ЯМЗ-236 和 ЯМЗ-238 發動機。
試驗臺架用電渦流測功機的特性見附表。
АКБ-104-4 型電渦流測功機:
- — 功率 160 kW;
- — 同步轉速 1500 min⁻¹;
- — 扭矩 1070 N·m(107 kgf·m);
- — 發電模式下以額定扭矩工作時發動機曲軸的極限轉速 — 3000 min⁻¹。
АК-102-4 型電渦流測功機:
- — 功率 160 kW;
- — 同步轉速 1500 min⁻¹;
- — 扭矩 1100 N·m(110 kgf·m);
- — 發電模式下以額定扭矩工作時發動機曲軸的極限轉速 — 2500 min⁻¹。
發動機磨合與試驗臺架應配備必要的設備,用於測量發動機功率、曲軸轉速、小時油耗、發動機出水溫度(左、右水管)、油底殼機油溫度、主油道機油壓力、以曲軸轉角度數表示的噴油提前角。
油耗測量應使用量程為 15 kg 的天平,用分度值為 0.1 s 的秒錶計時;轉速測量使用手動轉速計或分度值不大於 10 min⁻¹ 的轉速表。
耗油量油箱容量應為 10–12 L,計量油箱底部距離輸油泵進油口軸線的高度不低於 500 mm,進回油管的內徑不小於 8 mm。
油管不得接觸計量油箱,浸入燃油的深度不得超過油箱高度(從箱底算起)的 ⅓。
在發動機回油管的浸入端安裝一個擋板,防止燃油直接沖刷箱底,並有助於平衡油箱內的燃油溫度。
安裝在臺架上的發動機應完整齊備(風扇葉輪、發電機、空壓機除外)。
發動機的磨合與試驗使用「Л」號柴油。
磨合期間,向發動機油底殼、高壓油泵體和調速器體內加註柴油機油至油尺上限標記。
向空氣濾清器中加註柴油機油:ЯМЗ-236 發動機加註 1.6 L,ЯМЗ-238 發動機加註 1.4 L。
機油溫度通過工藝機油散熱器維持(磨合初期不低於 50 °C)。
發動機磨合與試驗在專用工況下進行,包括冷磨合、熱磨合及驗收檢查。
發動機冷磨合
起動臺架前,應手動盤動曲軸數圈,以確認發動機狀況良好且正確安裝在臺架上,檢查並在必要時調整配氣機構的氣門熱間隙。
磨合過程中檢查系統機油壓力、搖臂軸承的供油情況以及噴油器在氣缸蓋中的密封性。
用聽診器聽取配氣齒輪、連桿軸承、主軸承、活塞銷和活塞的噪音及敲擊聲。
發現缺陷時應立即停止磨合,排除故障後再繼續。
冷磨合工況見附表。
冷磨合結束後,建議更換發動機油底殼機油並清洗機油濾清器。
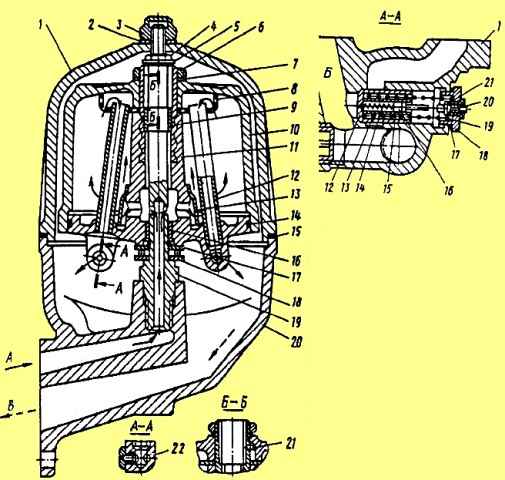
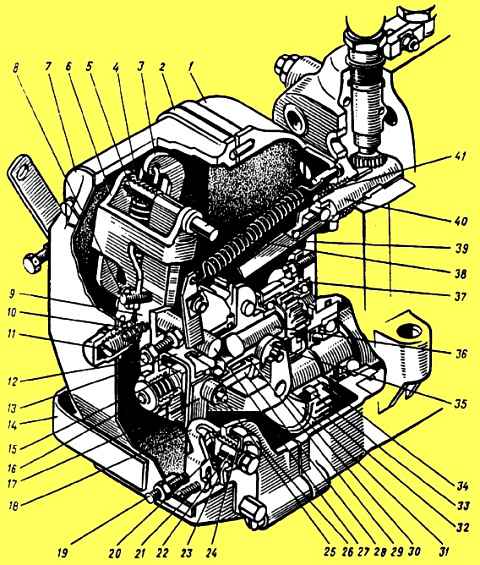
清洗離心式濾清器轉子時,擰下濾清器蓋的螺母 3(見圖 6),取下蓋 1 和轉子總成。
解體轉子,清除轉子蓋 10 和轉子 11 上的沉積物,用柴油清洗。
按相反順序組裝濾清器,檢查墊片 15 的狀態、噴嘴孔 22 的清潔度、墊圈 2 的狀態及濾網 8 的位置。
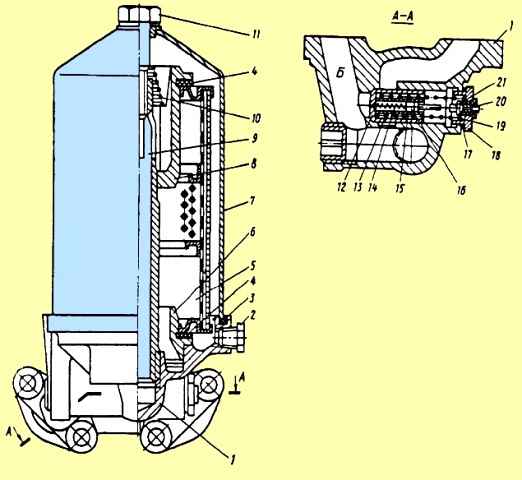
清洗機油粗濾器時,先擰下堵塞 2(見圖 7)放掉濾清器殼體內的機油,鬆開濾清器蓋固定螺栓 11,取下蓋 7、上蓋 8 和濾芯 5。
將拆下的濾芯放入裝有溶劑(汽油或四氯化碳)的槽中浸泡 3 小時。
3 小時後,用軟毛刷清洗濾芯,在潔淨的汽油或四氯化碳中漂洗,然後用壓縮空氣吹乾。
清洗期間安裝備用工藝濾芯。
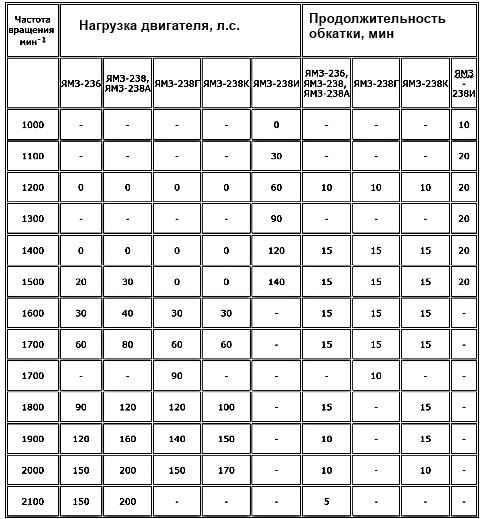
發動機冷磨合工況
ЯМЗ-236、ЯМЗ-238、ЯМЗ-238А、ЯМЗ-238Г、ЯМЗ-238К 發動機冷磨合工況:
- — 600 min⁻¹ / 10 min;
- — 800 min⁻¹ / 10 min;
- — 1000 min⁻¹ / 5 min;
- — 1500 min⁻¹ / 5 min;
- — 總計 / 40 min。
ЯМЗ-238И 發動機冷磨合工況:
- — 600 min⁻¹ / 10 min;
- — 800 min⁻¹ / 15 min;
- — 1000 min⁻¹ / 15 min;
- — 1500 min⁻¹ / —
- — 總計 / 40 min。
發動機熱磨合
發動機起動前,需調整噴油提前角。
為此,檢查噴油提前角離合器與噴油泵驅動軸主動半離合器上的標記相互位置(標記應在同一側);
- — 拆下高壓油泵第一分泵的高壓油管;
- — 在第一分泵接頭上安裝時刻管。
確認調速器撥叉處於供油位置後,用手動輸油泵向燃油系統泵油 2–3 min,同時順時針(從風扇側看)轉動發動機曲軸,直到玻璃管中出現燃油。
可通過曲軸皮帶輪固定螺栓或拆下飛輪殼檢查孔蓋後用撬槓插入飛輪孔來盤動曲軸。
然後用手指彈動玻璃管倒出多餘燃油,將曲軸逆轉約 ⅛ 圈,再緩慢順時針轉動曲軸,同時仔細觀察玻璃管內的油位。
當油位開始移動時立即停止轉動曲軸,檢查標記的相互位置:
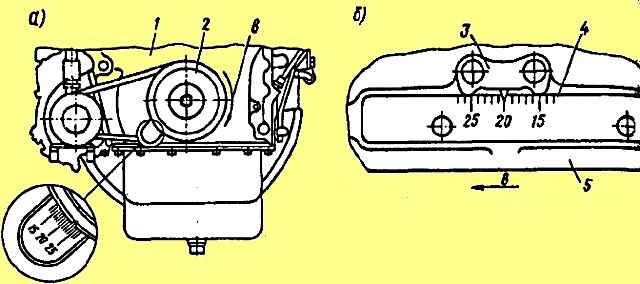
— 曲軸皮帶輪上的刻線應與配氣齒輪蓋 1 上標有數字 20 的刻線對齊(圖 8,а),或飛輪 4 上標有數字 20 的刻線與飛輪殼上的指針 3 對齊(圖 8,б)。
對於 ЯМЗ-238К 發動機,將調整刻線與標記 14 對齊。
如果在油位開始移動時刻線尚未對齊,則需鬆開螺栓,將驅動軸離合器在其法蘭上逆旋轉方向轉動,擰緊固定螺栓後再次檢查噴油提前角設定。
刻線偏差不得超過一個刻度。
如果油位開始移動時刻線已經超過對齊位置,則需將驅動軸離合器順旋轉方向轉動。
驅動軸離合器相對其法蘭移動一個刻度,相當於飛輪或配氣齒輪蓋上的四個刻度。
發動機起動後,檢查燃油系統所有連接處的密封性。
發動機出水溫度應為 75–95 °C,左、右水管的出水溫差不應超過 5 °C。
建議使用工藝散熱器將水溫維持在上述範圍內。
在機油溫度 80–90 °C 時,主油道機油壓力在額定曲軸轉速下應為 0.5–0.7 MPa(5–7 kgf/cm²),在轉速 500 min⁻¹ 時不低於 0.1 MPa(1 kgf/cm²)。
不允許有機油、水、燃油的噴濺或洩漏,以及連接處的氣體竄出。
不視為缺陷的現象:
- — 油封處出現汗漬、油斑及零星油滴,在任何工況下每 5 分鐘不超過 1 滴;
- — 接合面和連接處輕微汗漬,無滴油現象;
- — 曲軸箱通風系統出氣管排出機油和冷凝物,在額定曲軸轉速下每分鐘不超過 2 滴;
- — 噴油器回油管以滴狀排出燃油,以及高壓油泵體回油管排出燃油與機油的混合物;
- — 水泵洩水孔排出水和潤滑脂,每 3 分鐘不超過 1 滴,以及發動機停機時排出水滴;
- — 氣缸蓋環形肋板微孔處輕微汗漬,無滴油現象。
磨合期間,排氣管排出少量燃油與機油混合物的油滴是允許的。
發動機熱磨合在附表中列出的工況下進行。
發動機熱磨合工況
熱磨合結束時,需檢查並在必要時調整發動機功率。
ЯМЗ-236 發動機在曲軸轉速 2050±15 min⁻¹ 時功率應為 178-5 馬力,小時油耗 33 kg/h;ЯМЗ-238 為 237-5 馬力,44 kg/h;ЯМЗ-238А 為 213-5 馬力,39 kg/h;ЯМЗ-238Г 在轉速 1670 min⁻¹ 時為 172-5 馬力,小時油耗 30.1 kg/h;ЯМЗ-238И 在轉速 1500 min⁻¹ 時不小於 160 馬力,27 kg/h;ЯМЗ-238К 在轉速 2100 min⁻¹ 時為 190-5 馬力,小時油耗 36 kg/h。
小時油耗採用三次測量消耗 500 g 柴油所需時間的方法確定。
三次測量值與平均值的最大偏差不得超過 ±0.2 s。
用功率調整螺絲 19(見圖 9)調整發動機功率,調整時曲軸轉速為上述各發動機對應的數值,且調速器操縱桿靠在最高轉速限制螺栓上。
平穩地將負載降至零,調整最高空轉轉速:
- — 對於 ЯМЗ-236、ЯМЗ-238、ЯМЗ-238А 和 ЯМЗ-238К 發動機 — 2200–2275 min⁻¹;
- — 對於 ЯМЗ-238Г 發動機 — 1850–1950 min⁻¹;
- — 對於 ЯМЗ-238И 發動機,空載時曲軸最高轉速不得超過額定轉速 100 min⁻¹ 以上。
檢查最高轉速時,操縱桿應靠在最高轉速限制螺栓上,緩衝彈簧體從鎖緊螺母端面旋出 10–11 mm。
如果 ЯМЗ-236、ЯМЗ-238、ЯМЗ-238А 和 ЯМЗ-238К 發動機的空載最高轉速低於 2225 min⁻¹,則需確定速度特性曲線的拐點,該拐點應在 2100±50 min⁻¹ 範圍內。
最低空轉轉速在 450–550 min⁻¹ 範圍內調整,調速器操縱桿應靠在螺栓上。
旋入螺栓時轉速增加,旋出時轉速降低。
首先逐漸降低轉速直至出現不穩定,然後旋入緩衝彈簧體直至轉速升高 10–20 min⁻¹。
發動機應在空轉工況下穩定運轉,波動不超過 15 min⁻¹。
該工況的穩定性檢查方法:將曲軸轉速提高至 1200–1300 min⁻¹,然後迅速將操縱桿鬆回到螺栓止點。
對於 ЯМЗ-238И 發動機,檢查轉速不穩定度(偏離正常值的程度),在 80 馬力、120 馬力和 150 馬力時不應超過 ±15 min⁻¹。
之後,重新擰緊氣缸蓋固定螺母,必要時調整氣門間隙。