噴油幫浦轉速調節器
全模式離心式噴油泵,根據負載改變燃油噴射量,保持駕駛設定的引擎轉速。安裝在高壓燃油幫浦後部,由凸輪軸齒輪驅動。
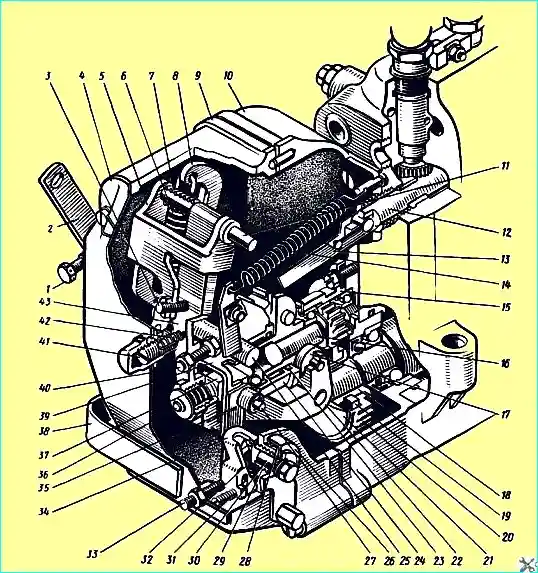
1 — 最低速度限制螺栓;2 — 調速器控制桿;3 — 雙臂桿調整螺絲;
4 — 檢查蓋;5 — 雙臂桿;6 — 調速器彈簧;7 — 補償彈簧;8 — 彈簧桿;
9 — 調速器蓋;10 — 調速器殼體;11 — 桿軸;12 — 齒條;13 — 齒條桿;14 — 齒條桿彈簧;
15 — 杯形件;16 — 配重桿軸;17 — 配重滾輪;18 — 小齒輪襯套;19 — 卡簧;20 — 小齒輪;
21 — 小齒輪襯套法蘭;22 — 調速器配重;23 — 滾珠;24 — 配重聯軸器;25 — 桿軸;26 — 蓋;
27 — 推力砧軸;29 — 保持彈簧;30 — 連桿軸;31 — 換檔連桿螺絲;32 — 換檔連桿鎖;33 — 動力調整螺絲;
34 — 換檔連桿;35 — 桿;36 — 校正器;37 — 推力跟;38 — 換檔連桿支架;39 — 調整耳;40 — 調整螺栓;
41 — 緩衝彈簧殼體;42 — 緩衝彈簧;43 — 動力桿
調速器結構
調速器驅動: 驅動齒輪 20 安裝在凸輪軸的錐面上。泵浦軸的旋轉透過橡膠墊圈 19 傳遞到驅動齒輪。從動齒輪與配重軸 16 一體成型,並安裝在杯形件 15 內的兩個滾珠軸承上。
配重架 7 壓在軸 16 上,配重 22 在其軸線上擺動。配重塊的滾輪抵靠在聯軸器 27 的末端,聯軸器 27 透過推力軸承和跟部 37 將配重塊的力傳遞到動力桿 43,動力桿 43 與雙臂桿 5 一起懸掛在軸 11 上。
有推力軸承組件的離合器一端透過 27 個滾珠抵靠在支架的導向面上,另一端懸掛在吊耳 39 上,吊耳 39 固定在動力桿 43 上。調速器軸承透過公共軸連接到齒條的桿 35,並透過連桿 13 連接到燃油泵的齒條 12。
調速器控制: 引擎轉速由控制桿 2 設定,控制桿 2 透過連桿連接到燃油供給踏板。踩下踏板時,槓桿 2 旋轉一定角度,並透過與其剛性連接的槓桿 8,使彈簧 6 的張力增加。這會增加齒條的張力,使齒條向燃油供給量增加的方向移動,從而提高引擎曲軸轉速。此過程持續進行,直到配重塊的離心力與彈簧 6 的張力達到平衡,即引擎達到穩定的運轉狀態。
調速器的維修
重要提示!維修過程中,切勿完全拆卸曲軸調速器。除非絕對必要,否則切勿拆卸配重塊支架組件,因為將其壓出可能會損壞內部零件。此外(即使在拆卸的情況下),也必須嚴格遵守根據靜態力矩選擇的配重塊的完整性。
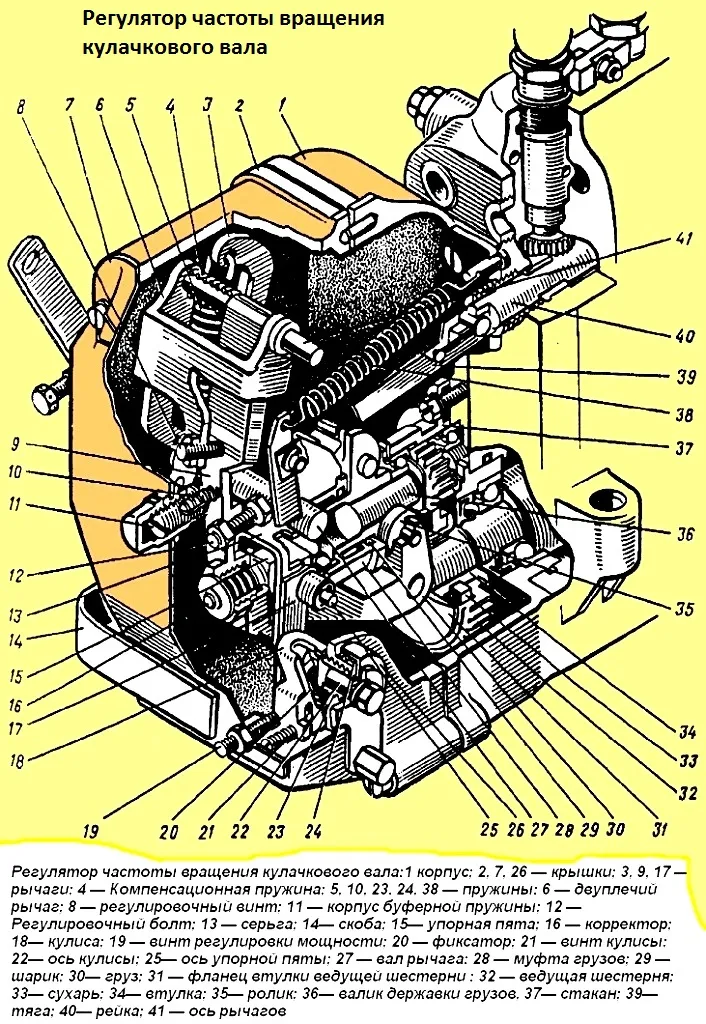
1 — 殼體;2、7、26 — 蓋;3、9、17 — 槓桿;4 — 補償彈簧;5、10、23、24、38 — 彈簧;
6 — 雙臂槓桿;8 — 調整螺絲;11 — 緩衝彈簧殼體;12 — 調整螺栓;13 — 眼;
14 — 支架;15 — 推力跟;16 — 校正器;18 — 連桿;19 — 功率調節螺絲;20 — 鎖;
21 — 連桿螺絲;22 — 連桿軸心;25 — 推力軸;27 — 槓桿軸;28 — 配重聯軸器;29 — 滾珠;
30 — 配重;31 — 驅動小齒輪襯套法蘭;32 — 驅動小齒輪;33 — 卡簧;34 — 襯套;35 — 滾輪;
36 — 配重支架軸;37 — 杯形件;39 — 桿;40 — 齒條;41 — 槓桿軸
調節器拆卸
拆卸步驟:
- 拆下檢查蓋,用鑷子將彈簧 38 從齒條拉桿上拆下。
- 將彈簧桿從燃油噴射幫浦齒條 40 上拆下,並拆下調節器蓋 2。拆卸蓋時,必須保護位於配重聯軸器梯形槽內的鋼珠 29,防止其脫落。
- 鬆開固定杯狀零件 37 的螺栓後,取下杯狀零件、配重支架和配重塊 30。禁止拆卸配重塊。
- 鬆開齒輪緊固螺母,取下法蘭 31 和卡簧 33 的齒輪 32。
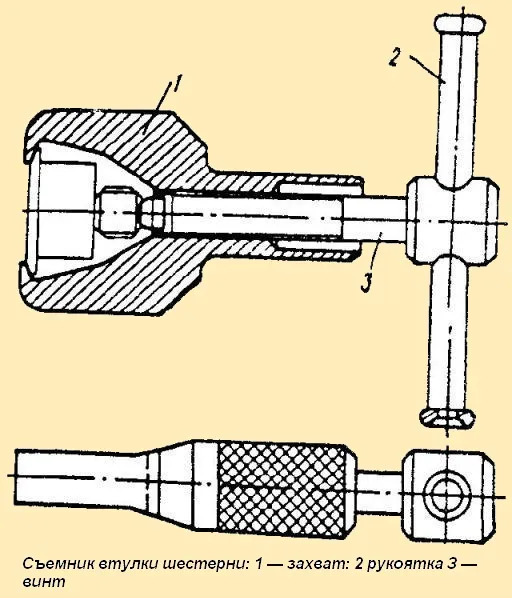
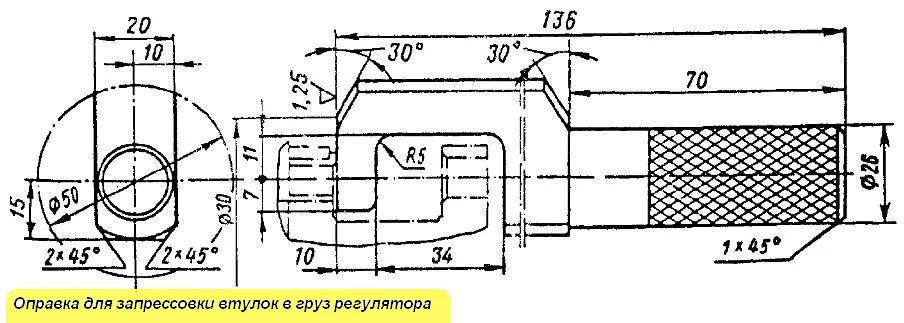
- 使用拉拔器(圖 3)從燃油幫浦凸輪軸拆下齒輪套筒。
拆下調節器蓋:
- 鬆開塞子螺絲,拆下桿軸 41。
- 拆下調整桿 9、配重聯軸器 28 和齒條桿 17。
- 斷開雙臂桿 6 與調節器彈簧 5 的連接,拆下彈簧。
- 鬆開螺栓和換檔連桿支架軸,拆下換檔連桿 18 和換檔連桿支架 14。
- 鬆開彈簧桿安裝螺栓,沿軸滑動彈簧桿,然後拆下鍵,即可拆下彈簧桿軸 27 和調節器控制桿。
拆卸換檔連桿: 旋轉軸 22 相對於移動連桿 18,從而使鎖 20 凹陷。將一塊厚度為 1.5–2 毫米的墊片插入鎖端與軸槽之間的縫隙中,然後將軸旋轉回原位,取出墊片。
拆卸配重軸杯:
- 轉動彈簧環,將配重軸 36(連同配重塊和軸承)從杯中取出。
- 將前(小)軸承從軸上壓下。
除非絕對必要,否則不建議將後軸承從配重軸上壓下,也不建議拆卸配重塊。拆卸配重塊時,必須以原始順序重新安裝。
零件檢查與維修
調節器允許間隙:
- 支架軸齒與驅動齒輪嚙合間隙不超過0.25毫米(標稱值0.085毫米)。
- 配重襯套與配重軸之間的間隙不超過0.24毫米(標稱值0.035毫米)。
- 配重滾輪與滾輪軸之間的間隙不超過0.3毫米(標稱值0.025毫米)。
- 配重滾輪外徑必須至少15.8毫米。
配重的主要瑕疵支架:
- 配重聯軸器滾珠軸頸磨損;
- 配重軸孔磨損。
滾珠軸頸修復: 若磨損至直徑小於23.86 mm,則採用鍍鉻修復。處理後,尺寸應為24.15-0.02 mm,表面粗糙度0.32 µm。
配重軸孔修復: 透過安裝襯套。孔徑鑽至10+0.010 mm,襯套以0.015–0.02 mm的過盈配合壓入,然後鉸孔至8-0.012 mm。
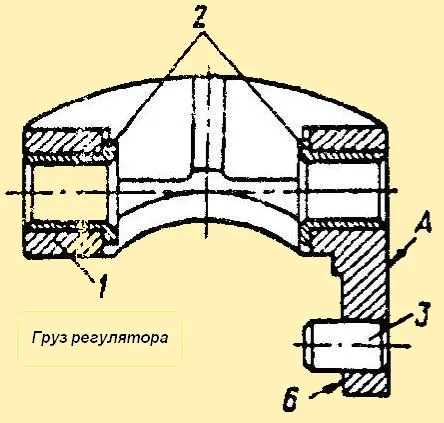
調速器配重缺陷:
- 襯套 2 在配重 1 的孔內鬆脫;
- 軸配重襯套的孔磨損;
- 軸的鬆動,配重滾輪或滾輪軸直徑磨損。
更換標準: 襯套孔徑大於 8.085 mm,滾輪軸直徑小於 6.95 mm。
調速器殼體(AL-10V 鋁合金)維修:
- 銷釘鬆脫 - 更換為維修尺寸的插銷(將孔擴孔至 6.2-0.030 mm)。
- 磨損的軸承滾道孔 - 使用 OZA-2T 電極進行表面修復,然後鏜孔至 47+0.007 mm。
- 磨損的軸承軸孔 - 鏜孔至 30+0.045 mm。
- 螺紋損壞 - 使用環氧樹脂膠安裝黃銅嵌件。
調節器組件
組裝步驟:
- 插入按鍵,將齒輪套筒安裝到燃油噴射幫浦凸輪軸。
- 將齒輪與卡簧和法蘭組裝在一起,將其放置在套筒上,並檢查其在套筒上的旋轉是否順暢。
- 將齒輪安裝螺帽鎖緊至 10–20 N·m (1–2 kgf·m) 的扭力並固定。阻尼裝置不允許有任何間隙。
- 將軸承壓入軸上,並將配重塊放入杯中,用彈簧環固定,並檢查其旋轉是否順暢。必須將前軸承壓入軸上,使軸承內圈的加厚部分抵住軸肩。
- 將軸承座安裝到調節器殼體中,鎖緊軸承座安裝螺栓,並用墊圈小心固定。
- 以拆卸的相反順序組裝調節器蓋,並將蓋子安裝到調節器上。
調節器蓋組裝注意事項:
- 調整桿和雙臂桿必須能夠彼此自由地繞著軸線擺動;
- 彈簧桿軸的軸向間隙應為0.1–0.3 mm;
- 應使用均勻潤滑脂將27個鋼珠安裝到配重聯軸器槽中UM或CIATIM 203;
- 燃油供應調整螺絲必須旋出至與調節器蓋的凸台齊平;
- 組裝校正器時,校正器彈簧的預緊力必須在 85–95 N (8.5–9.5 kgf) 範圍內。可透過安裝在校正器殼體底部和彈簧之間的墊圈進行調整。
配重離合器軸承應壓入跟部,使軸承內圈的加厚部分抵住跟部的肩部。
組裝好的調節器中,所有零件都應運轉順暢,無卡滯。在彈簧的作用下,控制桿和連桿支架應平穩地返回其原始位置。
自動噴油提前離合器
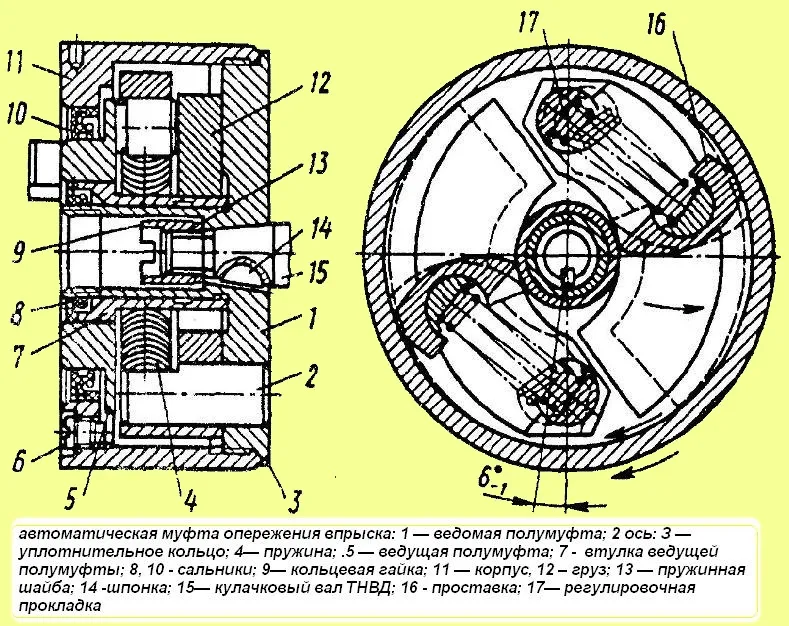
1 — 從動半聯軸器;2 — 軸;3 — 密封環;4 — 彈簧;5 — 主動半聯軸器;7 — 主動半聯軸器襯套;
8,10 — 油封;11 — 殼體;12 — 配重;13 — 彈簧墊圈;14 — 鍵;15 — 高壓燃油幫浦凸輪軸;16 — 墊片;
17 — 調節墊片
聯軸器拆卸: 使用專用夾具(圖 7)拆卸自動噴油提前聯軸器(圖 6)。
- 將從動半聯軸器 1 在兩處鑿開。鑿削時,不要將鑿削區域的表面鑿至與主端面齊平。
- 拆下聯軸器殼體上的螺絲釘 6 並排出油。
- 從從動半聯軸器 1 上旋下聯軸器殼體 11。
- 拆下附墊片 16、配重 12、彈簧 4 和墊片 17 的主動半聯軸器 5。
- 將密封件 8 和 10 從離合器殼體和驅動半聯軸器中壓出。
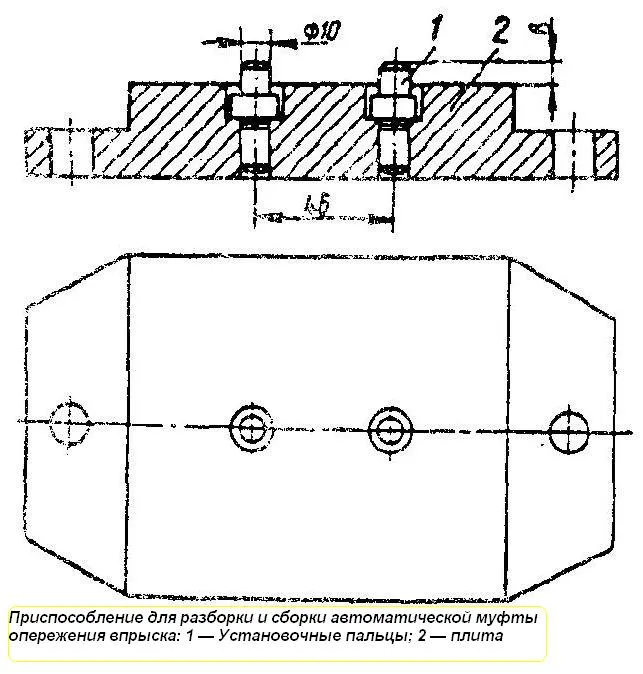
1 — 安裝銷;2 — 板
重要!離合器配重塊是根據其靜態力矩選擇安裝到裝置中的。後續安裝到噴油提前離合器裝置中時,必須保持其配對完整性。
")

")
")
")
")
")
")
")