При необхідності демонтажу ШПГ двигуна можна виконати на автомобілі, не знімаючи двигун
Роботу проводимо на оглядовій канаві або підйомнику.
Знімаємо піддон картера двигуна (див. Зняття піддону картера та масляного насоса двигуна на автомобілі).

Головкою «на 14» відвертаємо дві гайки кріплення кришки шатуна (поршень при цьому повинен знаходитися в НМТ).

Молотком із пластмасовим бойком (або молотком із бойком з м'якого металу) наносимо легкі удари по бокових поверхнях кришки, щоб послабити її посадку на шатунних болтах.

Знімаємо кришку шатуна.

Зрушуємо шатун вгору.

Упираючись дерев'яною рукояткою молотка в роз'єм нижньої головки шатуна, проштовхуємо шатун до виходу поршня з циліндра і виймаємо поршень з шатуном у зборі.

Аналогічно демонтуємо поршні з шатунами інших циліндрів.
Затискаємо шатун у лещата з накладками губок з м'якого металу.


Пальцями рук обережно (не докладаючи великого зусилля) розтискаємо замок верхнього компресійного кільця та знімаємо верхнє компресійне кільце.

Так само знімаємо нижнє компресійне кільце

Виймаємо два диски масляного кільця.

Знімаємо розширювач олійного кільця.

Для зняття поршня з шатуна підтягуємо викруткою кільце поршневого пальця і витягаємо його з кільцевої канавки поршня.

Так само виймаємо друге стопорне кільце пальця.

Зрушивши поршневий палець, виймаємо його з отвору в поршні.

Знімаємо поршень із верхньої головки шатуна.
Якщо деякі деталі шатунно-поршневої групи не пошкоджені та мало зношені, то можуть бути використані знову.
Тому при розбиранні помічаємо деталі, щоб встановити їх у колишній циліндр
Перевірка та складання шатунно-поршневої групи
Очистіть від нагару днище поршня шабером (можна виготовити зі старого напилка).
Очистіть від нагару канавки під поршневі кільця, уламком старого компресійного кільця, обертаючи його.
Огляньте поршні, шатуни, кришки: на них не повинно бути тріщин.
Огляньте вкладки.
Якщо на робочій поверхні виявите ризики, задираки та відшарування антифрикційного шару, замініть вкладки новими.

Виміряйте діаметр поршнів у площині перпендикулярної осі поршневого пальця на відстані 52,4 мм від днища поршня.
За результатами вимірювання визначте зазор між поршнем і циліндром і за необхідності підберіть нові поршні до циліндрів.

Розрахунковий зазор між поршнем та циліндром (для нових деталей) становить 0,05–0,07 мм.
Його визначають проміром циліндрів і поршнів і забезпечують встановленням поршнів того ж класу, що й циліндри.
Максимально допустимий зазор (при зносі деталей) 0,15 мм.
Якщо у двигуна, що був в експлуатації, зазор перевищує 0,15 мм, необхідно підібрати поршні до циліндрів: зазор повинен бути максимально наближеним до розрахункового.
Вставте змащений моторним маслом палець у отвір бобишки поршня.
Палець вільно обертається в бобишках поршня та у верхній головці шатуна.
За зовнішнім діаметром пальці поділяються на три категорії через 0,004 мм.
Категорія вказується фарбою на торці пальця:
- 1-а (синя мітка) – 21,982–21,986 мм;
- 2-а (зелена мітка) – 21,986–21,990;
- третя (червона мітка) – 21,990–21,994.
Палець повинен щільно, але без заїдання входити в отвори боби і шатуна від зусилля великого пальця.

Поверніть поршень віссю пальця вертикально. Палець не повинен випадати з боби.
Палець, що випадає з бобишки, замініть на наступну категорію.
Якщо в поршні палець третьої категорії, замініть поршень з пальцем.

Перевірте плоским щупом зазор по висоті між канавками в поршні та кільцями, вставляючи кільце у відповідну канавку
Номінальний (розрахунковий) зазор становить:
- – для верхнього (першого) компресійного кільця 0,04–0,07 мм;
- – для другого компресійного кільця 0,03–0,06 мм;
- – для олійного кільця 0,02–0,05 мм.
Гарно допустимі зазори при зносі – 0,15 мм.

Перевірте зазор у замку кілець плоским щупом, встановивши кільце в циліндр на глибину близько 50 мм

Щоб встановити кільце без перекосу, просуньте кільце вглиб циліндра поршнем
Зазор повинен становити 0,25–0,45 мм для всіх нових кілець.
При зносі гранично допустимий зазор – 1,0 мм.
Якщо зазор недостатній, спиляйте стикові поверхні кільця.
Якщо зазор перевищує допустимий, замініть кільце.

Поршні до циліндрів підбираються за класами.
Клас діаметра циліндра, що позначається літерами, таврується на нижній площині блоку циліндрів (площина кріплення піддона картера).

Класи діаметрів спідниці поршня, і отвори під поршневий палець маркуються на його днищі
При складанні шатунно-поршневої групи необхідно, щоб поршневий палець, змащений моторним маслом, входив в отвір поршня або шатуна із зусиллям руки і не випадав з них при вертикальному положенні пальця.
(Не плутати зі складання ШПГ на класиці, де застосовується підігрів шатуна при запресуванні поршневого пальця!).

Стрілка на дно поршня при установці його в циліндр повинна бути спрямована у бік приводу розподільчого валу.
Вдягніть поршень на шатун, стежачи, щоб отвір під палець збігся з отвором у верхній головці шатуна.
Зусиллям руки проштовхніть змащений моторним маслом палець в отвори поршня та шатуна
Якщо потрібно замінити поршня, потрібно перевірити масу поршнів.
Вага поршнів не повинна відрізнятися одна від одної більш ніж на ± 2,5 г.

Можна підігнати їх по масі видаленням металу в показаному місці з обох боків поршня.
Глибина зняття металу не повинна перевищувати 4,5 мм, рахуючи від номінальної висоти поршня 59,4 мм.
За шириною знімання металу обмежується діаметром 70,5 мм.

Виміряйте нутроміром внутрішній діаметр Dв посадкового місця шатуна в зборі з кришкою.
Перед вимірюванням потрібно затягнути гайки шатунних болтів моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставте у проточки бобишок поршня стопорні кільця і додатково змастіть палець моторним маслом через отвори в бобишках поршня.
Для перевірки зазору в замку поршневого кільця вставляємо кільце в циліндр і вирівнюємо кільце днищем поршня.
Набором плоских щупів перевіряємо зазор у замку поршневого кільця.

Змащуємо моторним маслом канавки на поршнях.
Встановлюємо на поршні кільця. Нижнє компресійне кільце встановлюємо проточкою (скребком) вниз
Якщо на кільці біля замку нанесена мітка «ВЕРХ» або «ТОР», то кільце встановлюємо міткою вгору.
Кільця повинні провертатися у канавках вільно без заїдань. Маємо кільця в такий спосіб:
- - замок верхнього компресійного кільця орієнтуємо під кутом 45° до осі поршневого кільця;
- - замок нижнього компресійного кільця - під кутом 180° до осі замку верхнього кільця;
- - замок маслознімного кільця - під кутом 90° до осі замку верхнього компресійного кільця (стик розширювача маємо з боку, протилежний замку).
Перевірка на деформацію шатуна
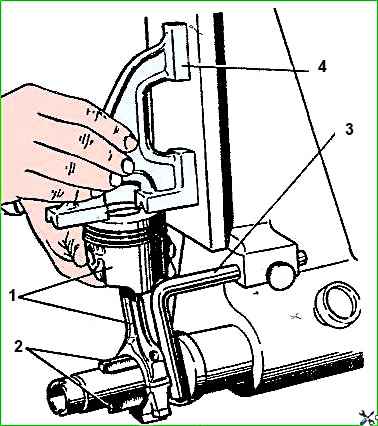
Перед установкою зібраної шатунно-поршневої групи на двигун потрібно перевірити паралельність осей групи спеціальним приладом або подібним, показаним на малюнку.
Для перевірки нижню головку шатуна (без вкладишів) центруйте на висувних ножах 2, а на днищі поршня встановіть калібр 4.
Набором щупів перевірте зазор між вертикальною плитою пристосування та вертикальною площиною доалібра на відстані 125 мм від кута або верхнього кінця калібру (залежно від того, чим він стосується плити – кутом або верхнім кінцем).
Зазор не повинен перевищувати 0,4 мм. Якщо проміжок більший — замініть шатун.
Перед встановленням деталей ШПГ змащуємо циліндри, поршні з кільцями та шатунні вкладиші моторним маслом.

Перед встановленням поршня в циліндр надягаємо на поршень регульовану оправку і, стягуючи оправку, стискаємо поршневі кільця.

Встановлюємо поршень із шатуном у циліндр. Упираючись рукояткою молотка в днище поршня, проштовхуємо його в циліндр.

Під час встановлення кришки шатуна номер на шатуні та кришці повинен збігатися та розташовуватися з одного боку шатуна.
Вставте шатунні болти (якщо їх виймали) та вкладиші в шатуни, поєднавши вусик з виїмкою на шатуні

Гайки кріплення шатуна затягуємо моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Збираємо всі деталі та вузли в послідовності зворотного розбирання.
")

")
")
")
")
")
")
")