Кампрэсар
Прадукцыйнасць кампрэсара пры 2000 аб/мін каленчатага вала рухавіка — 201 л/мін.
Кампрэсар неабходна разбіраць пры з'яўленні шумоў і грукаў падчас працы, а таксама пры значным выкідзе алею кампрэсарам у нагнятальны трубаправод.
Зняцце кампрэсара з рухавіка: зніміце прывадны рамень, адлучыце трубаправоды і адкруціце ніты мацавання кампрэсара.
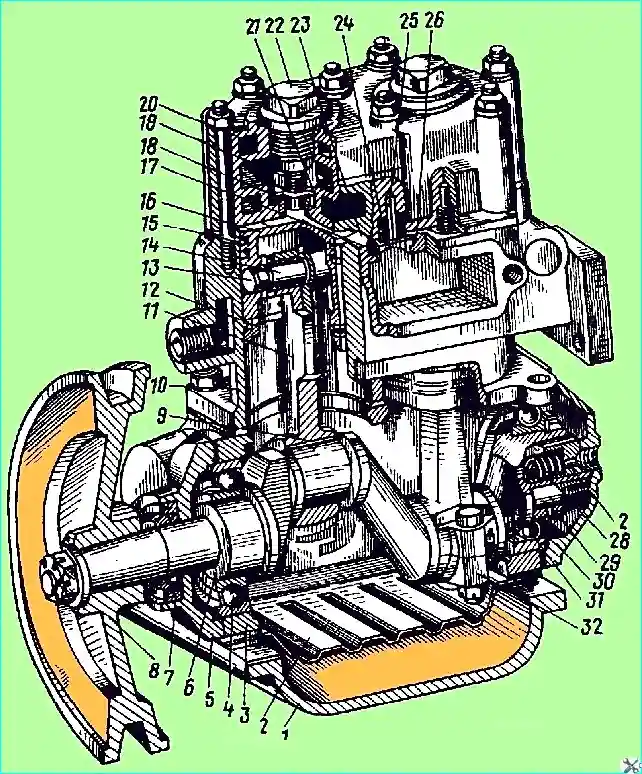
1 — вечка блока цыліндраў рухавіка верхняя; 2 - вечка картэра кампрэсара ахоўная; 3 - картэр кампрэсара; 4 - шарыкападшыпнікамі пярэдні; 5 - вечка картэра пярэдняя; 6 - каленчаты вал; 7 - сальнік каленчатага вала пярэдні; 8 - шкіў прывада кампрэсара; 9 - укладышы шатун падшыпнікаў; 10 - блок цыліндраў; 11 - шатун; 12 - кольца маслосъемное; 13 - заглушка поршневага пальца; 14 - палец поршневай; 15 - кольца компрессіонные; 16 - поршань; 17 - сядло впускного клапана; 18 - сядло нагнятальнага клапана; 19 - спружына нагнятальнага клапана; 20 - галоўка цыліндраў кампрэсара; 21 - клапан нагнятальны; 22 - корак нагнятальнага клапана; 23 - канал падводу паветра ў цыліндр; 24 - спружына впускнога клапана; 25 - впускной клапан; 26 - накіроўвалая впускного клапана; 27 - ушчыльняльнік задняга вечка картэра; 28 - сядло нагнятальнага клапана; 29 - гайка; 30 - вечка картэра задняя; 31 - падшыпнік каленчатага вала задні; 32 — вечка шатуна
Разборка кампрэсара
Парадак разборкі:
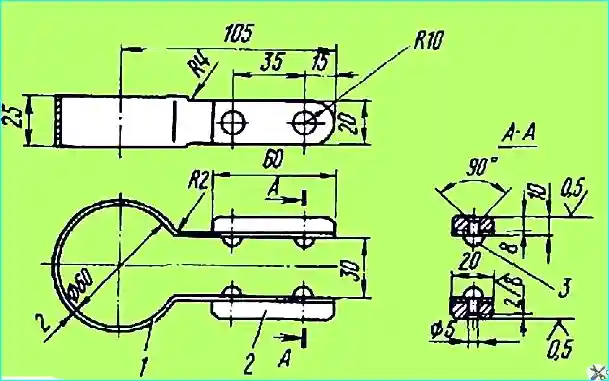
- Вывярнуць коркі нагнятальных клапанаў, выняць спружыны і клапаны. Квадратным ключом з памерам галоўкі 10×10 мм вывярнуць сёдлы клапанаў.
- Зняць здымнікам шкіў кампрэсара. Выбіць сегментную шпонку.
- Адкруціць гайкі шпілек мацавання галоўкі кампрэсара і асцярожна, папярэдне аддзяліўшы пракладку галоўкі, зняць галоўку кампрэсара.
- Выняць з гнязда ў блоку цыліндраў спружыны і ўпускныя клапаны.
- Адкруціць балты і зняць патрубак падводу паветра.
- Зняць вечкі шатуноў і выняць з блока поршні з шатунамі ў зборы.
- Зняць поршневыя кольцы, выняць заглушкі і поршневы палец і раз'яднаць шатун і поршань.
- Адкруціць балты і зняць пярэднюю і заднюю крышкі картэра.
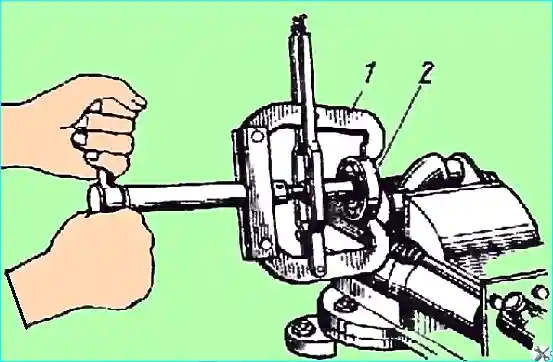
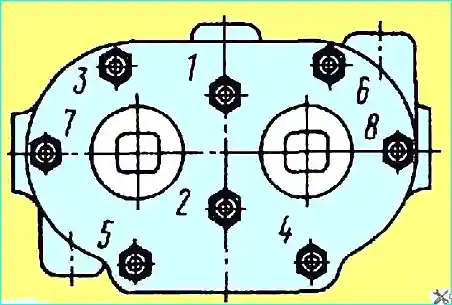
- Выняць ушчыльняльнік задняга вечка са спружынай, адкруціць упартую гайку задняга падшыпніка каленчатага вала (мал. 2) і выняць замкавую шайбу.
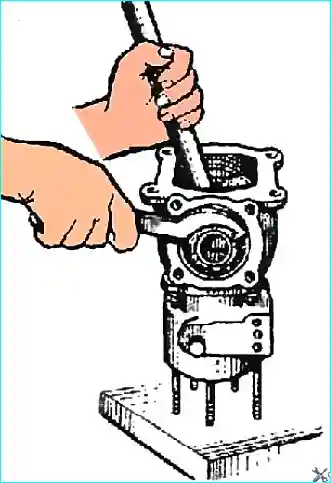
- Выбіць каленчаты вал у зборы з пярэднім падшыпнікам праз гняздо пярэдняга падшыпніка ў блоку. Спрэсаваць з каленчатага вала пярэдні падшыпнік (мал. 3).
- Выняць стопарнае кольца задняга падшыпніка і выпрасаваць задні падшыпнік з блока.
- Выняць сальнік з гнязда пярэдняга вечка.
- Раз'яднаць блок і картэр, адкруціць гайкі шпілек, акуратна аддзяліўшы пракладку.
Дэталі разабранага кампрэсара прамыйце і старанна агледзіце. Усе каналы прадуйце сціснутым паветрам.
Праверка тэхнічнага стану дэталяў кампрэсара
Магчымыя дэфекты кампрэсара:
- у галоўцы блока — расколіны і сколы, зрыў разьбярства ў канічных адтулінах пад штуцэра і кутнікі трубаправодаў, коробление плоскасці прылягання да блока;
- у блоку цыліндраў - расколіны, абломы ці задзіракі і знос люстэрка цыліндраў;
- у картэры кампрэсара - знос гнёздаў пад падшыпнікі, зрыў разьбы пад балты і шпількі накрывак і блока, сколы і расколіны;
- у каленчатым вале — знос шатунных шыек, ушчыльняльніка задняга вечка і сальніка пярэдняга вечка;
- знос нагнятальных і впускных клапанаў і іх сёдлаў, дэталяў разгрузнай прылады, усаджванне або паломка спружын клапанаў;
- у поршнях кампрэсара - задзіракі, знос спадніцы, адтулін пад пальцы і паломка поршневых кольцаў;
- у шатуне кампрэсара - знос утулкі верхняй галоўкі і знос укладышаў ніжняй галоўкі.
Рамонт дэталяў:
- Зрыў ці знос разьбы ў галоўцы блока і ў іншых дэталях кампрэсара ўхіляецца ўсталёўкай крутышаў з наступнай апрацоўкай пад намінальны памер.
- Зношаныя сядла і клапаны замяняюцца. Пасля ўсталёўкі новага сядла ці клапана абавязковая іх прыцірка.
- Шпількі і гайкі, якія маюць зрыў разьбы ці не забяспечваюць злучэнняў, падлягаюць замене.
- Блок цыліндраў і іншыя дэталі кампрэсара, якія маюць сколы і расколіны, трэба замяніць новымі.
- Зношаныя поршні і поршневыя кольцы падлягаюць замене на рамонтныя камплекты.
- Сальнік пярэдняга вечка, які не забяспечвае герметычнасці, і зношаныя дэталі задняга ўшчыльняльніка не рамантуюцца і падлягаюць замене.
Рамонт цыліндраў: цыліндры рамантуюць расточваннем іх з наступным хонінгаваннем пад рамонтныя памеры. Пры расточванні цыліндраў авальнасьць і конуснасць не павінны перавышаць 0,03 мм, а перпендыкулярнасць паверхні цыліндру адносна плоскасці раздыма з картэрам не больш за 0,03 мм на даўжыні 100 мм.
Рамонт каленчатага вала: карэнныя шыйкі каленчатага вала пры зносе да дыяметра менш за 34,99 мм наплаўляюць і апрацоўваюць да дыяметра 35 мм. Зношаныя шатунныя шыйкі шліфуюць пад рамонтны памер і да іх падбіраюць адпаведныя па рамонтных памерах камплекты шатунных укладышаў.
Падбор поршневай групы: пры замене поршневай групы кампрэсара поршні, шатуны і пальцы павінны падбірацца па групах. Дэталі груп маюць каляровую маркіроўку. Поршань і поршневы палец варта падбіраць адной групы. Пры падборы шатуна дапускаецца ўстаноўка пальца суседняй групы.
Розніца ў масе поршняў не павінна перавышаць 15 г.
Шатуны, якія маюць выгіб, падвяргаюць праўцы. Непаралельнасць адтулін галовак шатуна дапускаецца не больш за 0,1 мм на даўжыні 100 мм.
Зборка кампрэсара
Парадак зборкі:
- Сабраць поршань з шатуном. Пры ўсталёўцы поршневага пальца ў шатун ён павінен шчыльна ўваходзіць у адтуліну шатуна пад намаганнем вялікага пальца рукі. Поршань і шатун падбірайце пры тэмпературы навакольнага паветра 10–30°С без ужывання змазкі, а пры канчатковай зборцы спалучэння поршань—палец, шатун—палец вышмаруйце маторным маслам.
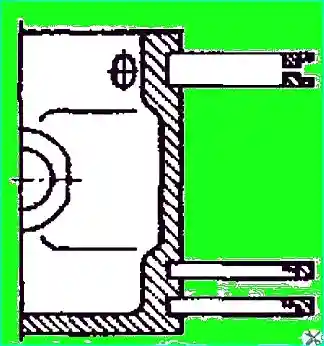
- Усталяваць на поршань поршневыя кольцы (мал. 4). Кампрэсійныя кольцы ўсталюеце праточкай, наяўнай на ўнутраным дыяметры, уверх. Стыкі кампрэсійных кольцаў усталюеце ў вертыкальнай плоскасці восі поршневага пальца з дыяметральна процілеглых бакоў поршня.
- Запрасаваць у картэр кампрэсара задні шарыкападшыпнік каленчатага вала да ўпора ў стопорнае кольца. Напрасаваць на каленчаты вал да ўпора пярэдні падшыпнік. Усталяваць каленчаты вал у картэр, надзець замочную шайбу задняга падшыпніка, зацягнуць гайку да ўпора ўнутранага кольца падшыпніка ў каленчаты вал і законтрить яе.
- Усталяваць пярэдняе вечка картэра, папярэдне запрасаваўшы ў яе сальнік. Шыйку каленчатага вала перад усталёўкай вечка вышмаруйце маторным алеем.
- Усталяваць у гняздо каленчатага вала спружыну і ўшчыльняльнік. Пры ўсталёўцы спружыны канцы яе завядзіце ў свідраванне каленчатага вала і ўшчыльняльніка. Усталяваць задняе вечка картэра. Праз адтуліну ў вечку праверце магчымасць вольнага перасоўвання ўшчыльняльніка ў гняздзе. Правярніце каленчаты вал; намаганне павароту не павінна перавышаць 3 Н·м.
- Запрасаваць у блок сядла 17 гл. мал. 1 і накіроўвалыя 26 впускных клапанаў; усталяваць упускныя клапаны 25.
- Змазаць плунжары маторным маслам і ўсталяваць іх у гнёзды ў зборы з гумовымі кольцамі. Плунжары ў гнёздах павінны вольна перамяшчацца пад высілкам 5 Н. Усталяваць штокі з гнёздамі ў зборы, спружыну і каромысел разгрузнай прылады.
- Усталяваць пракладку і сабраць картэр з блокам цыліндраў.
- Змазаць люстэрка цыліндраў, шыйкі каленчатага вала, поршневыя кольцы і карэнныя падшыпнікі маторным маслам.
- Усталяваць у цыліндры поршні ў зборы з шатунамі і компрессіоннымі кольцамі з дапамогай абціскання (мал. 5).
- Усталяваўшы шатунныя ўкладышы, сабраць ніжнія галоўкі шатуноў. Момант зацяжкі шатунных нітаў 12,25-13,7 Н·м. Сумясціце адтуліну пад шплінт у гайцы і ў шатунным ніце, падцягнуўшы гайку. Аслабляць гайку для ўстаноўкі шплінту не дапускаецца!
- Праверыць лёгкасць кручэння каленчатага вала; момант для пракручвання каленчатага вала не павінен быць больш за 3 Н·м.
- Усталяваць пракладку і галоўку цыліндраў. Гайкі шпілек мацавання галоўкі зацягвайце раўнамерна ў два прыёму момантам 12-17 Н·м (мал. 6).
- Укруціць у гнёзды галоўкі цыліндраў сядла 18 (гл. мал. 1) нагнятальных клапанаў, усталяваць нагнятальныя клапаны 21, спружыны 19 нагнятальнага клапана і ўкруціць у галоўку коркі 22 нагнятальнага клапана.
- Усталяваць шпонку і напрасаваць шкіў прывада. Замацаваць шкіў гайкай і зашплінтаваць.
- Вырабіць выпрабаванне кампрэсара.
Выпрабаванне кампрэсара
Выпрабаванне праводзіцца на спецыяльным стэндзе пры 1200–1350 аб/мін каленчатага вала і ціску масла ў змазачнай сістэме 118–245 кПа. Тэмпература алею павінна быць не ніжэй за 50°С.
Пры працы кампрэсара на халастым ходу на працягу 4-5 хвілін навобмацак і на слых праверце:
- нагрэў падшыпнікаў;
- шум падшыпнікаў;
- стук поршняў (стуку не павінна быць);
- стук пальцаў (стуку не павінна быць);
- падцяканне алею (падцяканне не павінна быць).
Пасля выпрабавання кампрэсар усталюеце на рухавік і адрэгулюйце ўзаемнае становішча раўчукоў шківаў вентылятара і кампрэсара, рэгуляванне вырабляеце пракладкамі. Адрэгулюйце нацяжэнне прываднага рамяня кампрэсара.
Кампрэсар прадукцыйнасцю 270 л/мін
З 1999 г. таксама ўсталёўваецца кампрэсар прадукцыйнасцю 270 л/мін пры 2000 аб/мін каленчатага вала, які адрозніваецца прыладай затамкавай сістэмы.
Адметная прыкмета кампрэсара — адсутнасць коркаў нагнятальных клапанаў і наяўнасць вечка ў галоўцы блока цыліндраў.
Разборка, праверка тэхнічнага стану, зборка і выпрабаванне аналагічныя кампрэсару прадукцыйнасцю 201 л/мін, за выключэннем некалькі адрознай парадкам здымання і ўсталёўкі галоўкі блока затамкавай сістэмы.
Рамонтныя памеры


Нататка: пры рамонце кампрэсара рэкамендуецца выкарыстоўваць толькі сертыфікаваныя запасныя часткі, якія адпавядаюць рамонтным памерам. Пасля зборкі абавязкова правесці абкатку кампрэсара на стэндзе перад усталёўкай на рухавік.