壓縮機
引擎曲軸轉速為2000 rpm時,壓縮機的流量為201 l/min。
如果在運轉過程中出現噪音或敲擊聲,或壓縮機向排氣管路釋放大量油,則必須拆卸壓縮機。
從引擎上拆卸壓縮機:拆下驅動皮帶,斷開管路,並鬆開壓縮機安裝螺栓。
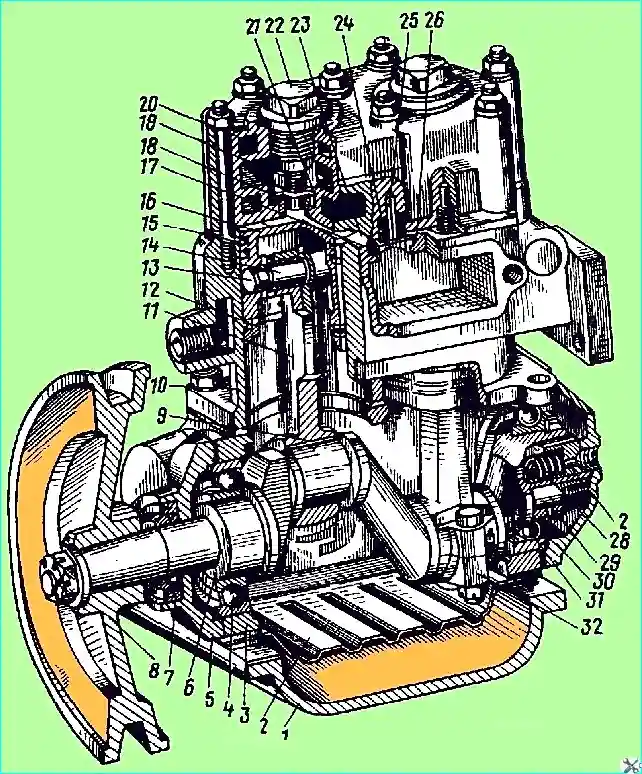
1 — 發動機缸體上蓋;2 — 壓縮機殼體安全蓋;3 — 壓縮機殼體;4 — 前滾珠軸承;5 — 前曲軸箱蓋;6 — 曲軸;7 — 前曲軸油封;
8 — 壓縮機驅動皮帶輪;9 — 連桿軸承瓦;10 — 汽缸體;11 — 連桿;12 — 刮油環;13 — 活塞銷塞;14 — 活塞銷;15 — 壓縮環;16 — 活塞;
17 — 進氣閥座;18 — 排氣閥座;19 — 排氣閥彈簧;20 — 壓縮機缸蓋;21 — 排氣閥;22 — 排氣閥塞;23 — 汽缸供氣通道;
24 — 進氣閥彈簧;25 — 進氣閥;26 — 進氣導管;27 — 後曲軸箱蓋密封圈;28 — 排氣閥座;29 — 螺帽;
30 — 後曲軸箱蓋;31 — 後曲軸軸承;32 — 連桿蓋
拆卸壓縮機
拆卸步驟:
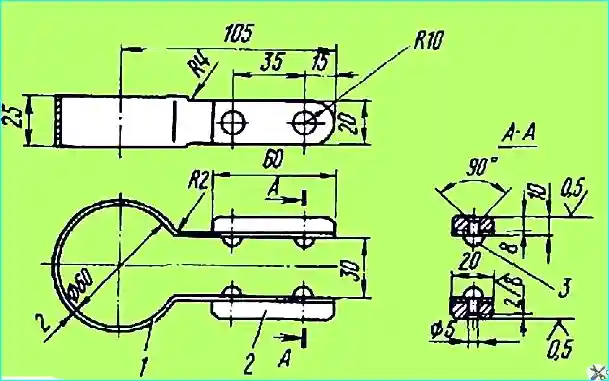
- 旋下排氣閥塞,拆下彈簧和閥門。使用 10x10 毫米方扳手拆下閥座。
- 使用拉拔器拆下壓縮機皮帶輪。敲出伍德魯夫鍵。
- 鬆開壓縮機缸蓋螺柱螺母,小心拆下缸蓋墊片,然後拆下壓縮機缸蓋。
- 從汽缸體上拆下彈簧和進氣門。
- 鬆開螺栓,拆下進氣管。
- 拆下連桿蓋,將活塞和連桿從汽缸體內取出。
- 拆下活塞環、活塞銷塞和活塞銷,然後分離連桿和活塞。
- 鬆開螺栓,拆下前後曲軸箱蓋。
- 拆下附彈簧的後蓋密封圈,旋下後曲軸軸承止推螺帽(圖 2),並拆下鎖定墊圈。
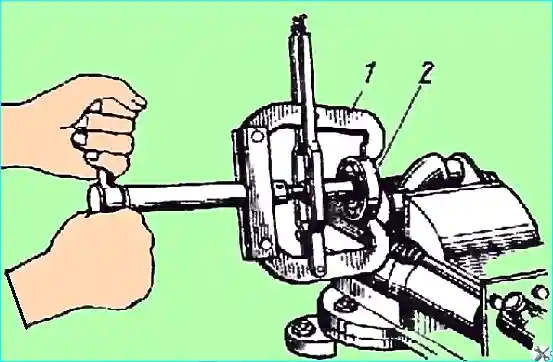
1 — 拉拔器;2 — 軸承
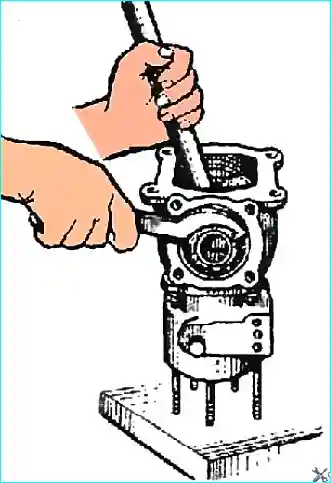
- 透過缸體上的前軸承座,敲出帶有前軸承的曲軸總成。將前軸承從曲軸上壓出(圖 3)。
- 拆下後軸承擋圈,並將後軸承從缸體中壓出。
- 從前蓋座拆下油封。
- 分離缸體和曲軸箱,旋下螺柱螺母,小心分離墊片。
清洗並徹底檢查拆下來的壓縮機零件。用壓縮空氣吹通所有通道。
檢查壓縮機部件的技術狀況
壓縮機可能有的缺陷:
- 汽缸蓋-裂縫和缺損,管道接頭和彎頭錐形孔的螺紋損壞,與汽缸體配合面的變形;
- 缸體-裂痕、破損或擦傷,以及汽缸體表面磨損;
- 壓縮機曲軸箱-軸承座磨損,蓋板和缸體螺栓和螺柱的螺紋損壞,缺損和裂紋;
- 曲軸-連桿軸頸、後蓋密封件和前蓋油封的磨損;
- 排氣閥及進氣閥及其閥座、卸載零件的磨損,閥門彈簧收縮或斷裂;
- 壓縮機活塞-擦傷、裙部磨損、銷孔和活塞環斷裂;
- 壓縮機連桿-上部連桿襯套磨損和下部連桿襯套磨損。
零件維修:
- 汽缸蓋和其他壓縮機零件的螺紋損壞或磨損可透過安裝螺紋襯套並將其加工至標稱尺寸來消除。
- 磨損的閥座和閥門需要更換。安裝新的閥座或閥門後,必須進行研磨。
- 螺紋損壞或連接不牢固的螺柱和螺帽必須更換。
- 有缺損或裂痕的缸體和其他壓縮機部件必須更換為新的。
- 磨損的活塞和活塞環必須使用維修套件更換。
- 無法密封的前蓋油封以及後油封的磨損零件無法修復,必須更換。
汽缸維修:汽缸維修方法是鏜缸,然後珩磨至維修尺寸。鏜缸時,橢圓度和錐度不得超過 0.03 mm,缸體表面相對於曲軸箱分型面的垂直度在 100 mm 長度範圍內不得超過 0.03 mm。
曲軸維修:曲軸主軸頸磨損至直徑小於 34.99 mm 時,需焊接並加工至直徑 35 mm。磨損的連桿軸頸需研磨至超尺寸,並選擇與超尺寸對應的連桿軸承組件。
活塞組選擇:更換壓縮機活塞組時,活塞、連桿和銷必須按組選擇。組內零件採用顏色編碼。活塞和活塞銷必須選自同一組。選擇連桿時,可以使用相鄰組的銷。
活塞重量差不得超過 15 公克。
彎曲的連桿必須矯正。連桿頭孔的平行度偏差在 100 毫米長度內不得超過 0.1 毫米。
壓縮機組裝
組裝步驟:
- 將活塞與連桿組裝在一起。將活塞銷安裝到連桿上時,應在拇指的力作用下將其緊密地壓入連桿孔中。在 10–30°C 的環境溫度下選擇活塞和連桿,無需使用潤滑劑。在活塞銷和連桿銷接頭的最終組裝過程中,使用引擎機油進行潤滑。
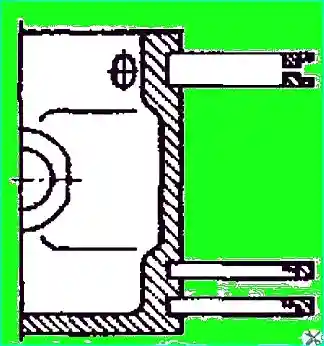
- 將活塞環安裝到活塞上(圖 4)。安裝壓縮環時,內徑上的凹槽朝上。將壓縮環接頭安裝在活塞銷軸線的垂直平面上,並位於活塞直徑相對的兩側。
- 將曲軸後滾珠軸承壓入壓縮機殼體,直到其抵住擋圈。將前軸承壓入曲軸,直到其停止。將曲軸安裝到殼體中,安裝後軸承鎖緊墊圈,鎖緊螺帽直到軸承內圈抵住曲軸,然後將其鎖定。
- 安裝前曲軸箱蓋,安裝前需先將油封壓入蓋內。安裝蓋之前,用機油潤滑曲軸軸頸。
- 將彈簧和油封安裝到曲軸座。安裝彈簧時,將其兩端插入曲軸和油封上的鑽孔中。安裝後曲軸箱蓋。透過蓋上的孔檢查油封在座內的自由移動。轉動曲軸;轉動力不應超過 3 N·m。
- 將進氣門座 17(見圖 1)和導管 26 壓入汽缸體;安裝進氣門 25。
- 用機油潤滑活塞,並將其連同密封圈一起安裝到座中。活塞應在 5 N 的力作用下自由移動。安裝連桿及其襯套、彈簧和卸載器的搖臂。
- 安裝墊片並將曲軸箱與汽缸體組裝在一起。
- 用機油潤滑汽缸內壁、曲軸頸、活塞環和主軸承。
- 使用壓接工具(圖 5)將帶有連桿和壓縮環的活塞安裝到汽缸中。
- 安裝連桿軸承後,組裝連桿的下端。連桿螺栓的鎖緊扭力為 12.25–13.7 N·m。螺帽中的開口銷孔與連桿螺栓中的開口銷孔對齊後,透過擰緊螺帽來固定。 切勿鬆開螺帽來安裝開口銷!
- 檢查曲軸旋轉是否順暢;曲軸轉動扭力不得超過 3 N·m。
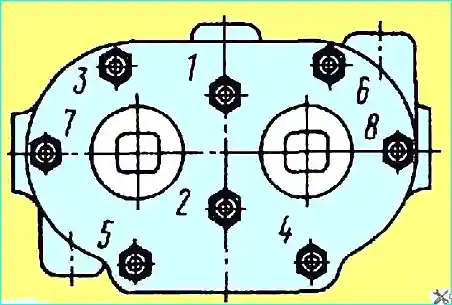
- 安裝墊片和汽缸蓋。分兩步驟均勻鎖緊汽缸蓋螺柱螺母,扭力為 12–17 N·m(圖 6)。
- 將排氣閥座 18(見圖 1)旋入汽缸蓋插座,安裝排氣閥 21、排氣閥彈簧 19,並將排氣閥塞 22 旋入汽缸蓋。
- 安裝鍵並壓入驅動皮帶輪。用螺帽和開口銷固定皮帶輪。
- 測試壓縮機。
壓縮機測試
測試在專用試驗台上進行,曲軸轉速為 1200–1350 rpm,潤滑系統油壓為 118–245 kPa。機油溫度必須至少 50°C。
壓縮機空轉4-5分鐘後,用手觸摸和耳朵檢查:
- 軸承發熱;
- 軸承噪音;
- 活塞敲擊聲(不應有敲擊聲);
- 活塞銷敲擊聲(不應有敲擊聲);
- 機油洩漏(不應有洩漏)。
測試完成後,將壓縮機安裝到引擎上,並使用墊片調整風扇和壓縮機皮帶輪槽的相對位置。調整壓縮機驅動皮帶的張力。
270 公升/分鐘壓縮機
自 1999 年以來,還安裝了一款曲軸轉速為 2000 轉/分鐘、流量為 270 公升/分鐘的壓縮機,其閥門系統設計有所不同。
這款壓縮機的顯著特點是沒有排氣閥塞,並且帶有氣缸蓋罩。
拆卸、技術檢查、組裝和測試與 201 公升/分鐘壓縮機類似,只是拆卸和安裝汽缸蓋的步驟略有不同。
維修尺寸


注意:大修壓縮機時,建議僅使用符合大修尺寸的認證備品。組裝完成後,請務必在試驗台上運轉壓縮機,然後再將其安裝到引擎上。