Падрыхтоўваем і прамываем дэталі рухавіка.
Блок рухавіка павінен быць прамыты (рыс. 1).

Падрыхтоўваем да зборкі дэталі рухавіка.

Запресоўваем пярэдні сальнік каленчатага вала ў пярэдняе вечка (рыс. 2).

Звонку на пярэднім вечку знаходзіцца абмежавальнік абаротаў рухавіка (рыс. 3).
Прыбіраем усе ўнутранасці з абмежавальніка абаротаў, ставім суцэльную пракладку і прыцягваем корпусам.
Укручваем у пярэдняе вечка шпількі для мацавання бензапомпы.
На заводзе бензапомпа мацуецца з дапамогай балтоў. Мы ж устанаўліваем шпількі (рыс. 4), што ў наступнай эксплуатацыі выключыць непатрэбныя праблемы.

Бывае, што пры страце балта ставяць болт большага памеру, і гэты болт упіраецца ў шасцярню размеркавальнага вала, што прыводзіць да зносу шасцярні размеркавальнага вала (рыс. 5).

Падрыхтоўваем каленчаты вал. Калі вал быў расточаны, то прадуваем каналы пасля расточкі сціснутым паветрам.
Закручваем тэхналагічныя коркі алейных каналаў (рыс. 6).

Адтуліны на вале зенкуем з дапамогай шарыка з падшыпніка (каб не было вострых кромак на рабочай частцы падшыпніка вала (рыс. 7)).

На задняй частцы каленчатага вала можна нанесці алеяадгонную разьбу ў тым месцы, дзе вал прыціскаецца набіўкай (рыс. 8). Гэта павышае герметычнасць гэтага злучэння.

Аглядаем і, калі трэба, шліфуем размеркавальны вал (рыс. 9).

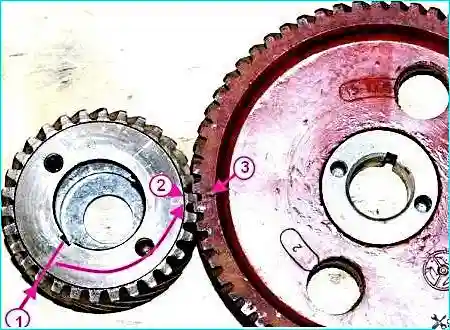
Калі прыбіраем унутранасці абмежавальніка абаротаў, то болт, які мацуе шасцярню прывада размеркавальнага вала, дапрацоўваем.
Балгаркай зразаем завальцоўку сцяжка і прыбіраем сцяжок і спружыну. Атрымаецца болт 2, як на рысунку (рыс. 10).
Гэта робіцца, каб сцяжок балта не ўпіраўся ў суцэльную пракладку пад корпусам абмежавальніка абаротаў.

Каб не памыліцца пры зборцы і ўстаноўцы шасцярэнь, трэба ўлічваць, што метка на шасцярні каленчатага вала знаходзіцца на 12-м зубе, лічачы ад зуба насупраць прарэзу пад шпонку супраць гадзіннікавай стрэлкі (рыс. 11).
Запресоўваем бабітавыя утулкі размеркавальнага вала (можна, вядома, ужываць сталеалюмініевыя утулкі) (рыс. 12).

Для запресоўкі утулак ужываем прыстасаванне (рыс. 13).

")

")
")
")
")
")
")
")