ЯМЗ-238 型離合器為雙片、乾式、摩擦式,圓柱彈簧周向佈置。
離合器蓋 16(圖 1)由鋼板衝壓而成,與壓盤 19 組成總成安裝在發動機飛輪 20 上;從動盤 21 安裝在變速器第一軸的花鍵部分。
前、後從動盤按圖示特定位置安裝。
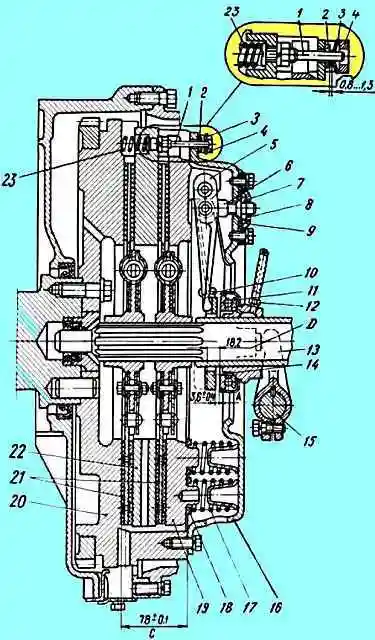
圖 1. ЯМЗ-238 離合器:1 — 推桿;2 — 環;3 — 碟形彈簧;4 — 壓板;5 — 分離槓桿;6 — 分離槓桿叉;7 — 調整螺母;8 — 支承板;9 — 鎖止板;10 — 分離槓桿彈簧掛鉤;11 — 帶軸承的離合器分離套筒;12 — 向分離套筒供潤滑脂的軟管;13 — 分離撥叉;14 — 分離槓桿止推環;15 — 分離撥叉軸;16 — 離合器蓋;17 — 壓緊彈簧;18 — 隔熱墊;19 — 壓盤;20 — 飛輪;21 — 從動盤;22 — 中間主動盤;23 — 回位彈簧;D — 分離套筒最小行程
從動盤被圓柱形壓緊彈簧 17 的恆定壓力夾緊在飛輪、中間盤和壓盤之間。
壓盤一側的彈簧下方墊有隔熱墊 18。壓盤和中間主動盤通過外圓上的四個連接片與飛輪相連。
接合狀態下,從動盤將發動機扭矩傳遞給變速器第一軸。
離合器分離由套筒 11 完成。
帶軸承的分離套筒向發動機方向移動,通過四個剛性分離槓桿 5 推動壓盤,使其與從動盤分離。
考慮自由行程,離合器分離套筒的工作行程不應小於 18.2 mm(尺寸「D」)。
自由行程大小通過離合器分離機構調整。由於摩擦片允許磨損,分離槓桿止推環向變速器方向移動 27 mm。
隨著摩擦片磨損,離合器分離時從動盤與飛輪、中間主動盤及壓盤摩擦表面之間的保證間隙由中間盤自動調整後退機構提供。
該機構由中間主動盤四個凸塊上固定的推桿 1、沿推桿移動需一定力的切開環 2、用螺栓與離合器蓋一起固定在飛輪上的止推板 4,以及安裝在推桿上環 2 與板 4 之間的碟形彈簧 3 組成。
離合器分離時,壓盤 19 後退至少 2 mm,釋放後從動盤 21。
中間主動盤 22 在彈簧 23 作用下也向後退,直至環 2 通過碟形彈簧頂住板 4,後退量為 1,2±0,1 mm,釋放前從動盤。
隨著離合器摩擦片磨損,中間主動盤在壓盤壓緊彈簧作用下向飛輪移動,此時環 2 頂住離合器蓋,沿推桿 1 移動,並保持環與碟形彈簧之間的尺寸。
當從動盤摩擦片磨損到極限時,分離套筒端面會頂住變速器第一軸軸承蓋端面;此時應更換磨損的從動盤摩擦片。
將離合器安裝到發動機上
按以下順序將離合器安裝到發動機上:
- — 安裝前從動盤;
- — 安裝帶推桿的中間主動盤;
- — 安裝後從動盤;
可安裝的離合器從動盤:前從動盤 238-1601130-Б、後從動盤 238-1601131(不可互換);或兩個 238-1601130-Г2 型從動盤(可互換)。
兩個 238-1601130-Г2 型從動盤可替代前盤 238-1601130-Б 和後盤 238-1601131,反之亦然。
238-1601130-Г2 型從動盤轂加長部分端面有標記 238-1601130-Г2。
安裝時應遵守以下條件:
- — 靠飛輪一側的從動盤:轂帶標記側朝向發動機;
- — 靠壓盤一側的從動盤:轂帶標記側朝向變速器。
- — 安裝帶蓋的壓盤總成,用八個短螺栓固定在飛輪上;
- — 將切開環 2 套到推桿 1 上,直至頂住離合器蓋;
- — 套上四個碟形彈簧,凸面朝向切開環;
- — 安裝四個止推板,用八個長螺栓將其與離合器蓋一起固定在飛輪上。
離合器安裝到飛輪後,確保推桿上的環頂住蓋,在離合器接合狀態下環與碟形彈簧之間的間隙為 1,2±0,1 mm。
進行離合器分離套筒自由行程的調整。
注意! 離合器分離套筒無自由行程會導致分離軸承損壞和從動盤打滑。
調整後檢查離合器是否「分離不徹底」。該檢查在發動機運轉、掛一檔、踩下離合器的情況下進行。
分離槓桿止推環位置的調整
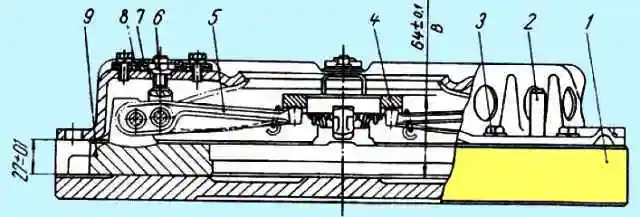
圖 2. 壓盤與蓋總成組裝工具:1 — 支座;2 — 導向銷;3 — 蓋固定螺栓;4 — 分離槓桿止推環;5 — 分離槓桿;6 — 調整螺母;7 — 鎖止板;8 — 支承板;9 — 壓盤
組裝壓盤與蓋總成時,調整止推環的位置。
此調整在具有安裝尺寸 27±0,1 mm(圖 2)的工具中進行,通過分離槓桿的調整螺母 6 進行,蓋和壓盤位置固定。
調整後保證尺寸「В」為 64±0,1 mm,此時所有四個分離槓桿 5 的支承面應同時接觸止推環 4。
止推環偏斜會導致離合器分離時壓盤後退不均或工作異常。
用調整螺母 6 調整止推環位置後,安裝調整螺母的鎖止板 7 和支承板 8。
擰緊所有八個固定鎖止板和支承板的螺栓,螺栓頭下放置彈簧墊圈。
若使用的壓盤與蓋總成配用的是維修後裝有厚度 4,15 mm 摩擦片的從動盤,則調整止推環位置時尺寸「В」應設為 67±0,1 mm。
離合器技術維護
離合器技術維護與 ЯМЗ-182 離合器(見上文)類似,補充以下內容:
每次 TO-1 檢查並必要時調整離合器分離套筒自由行程。
離合器分離套筒自由行程由止推環與分離套筒軸承之間的間隙(尺寸「А」圖 1,3,2–4,0 mm)決定,通過按車輛使用說明書調整分離機構獲得。
調整後檢查離合器是否「分離不徹底」(發動機運轉、掛一檔、踩下離合器)。
嚴禁使用分離槓桿調整螺母調整離合器分離套筒自由行程。
扭振減振及動力輸出機構
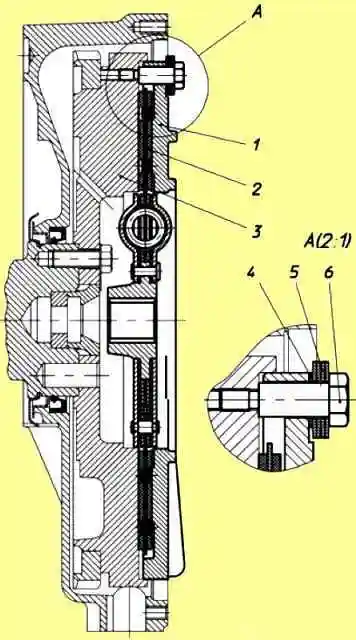
圖 3. 扭振減振及動力輸出機構:1 — 壓緊法蘭;2 — 從動盤;3 — 飛輪;4 — 調整墊圈;5 — 碟形彈簧組;6 — 台階螺栓
動力總成可配備扭振減振及動力輸出機構(圖 3),用於衰減共振扭轉振動並防止傳動系統損壞。
該機構安裝在發動機飛輪上,由壓緊法蘭 1、帶摩擦片和扭振減振器的從動盤 2、碟形彈簧組 5 及台階螺栓 6 組成。
從動盤 2 通過法蘭 1 被安裝在台階螺栓 6 上的碟形彈簧組 5 始終壓向飛輪 3。
台階螺栓擰入飛輪至止點。安裝台階螺栓時在其螺紋部分塗抹 УГ-6 密封膠(ТУ 6-01-1285-84),擰緊力矩 49–59 Н·m(5–6 kgf·m)。
碟形彈簧組和螺栓的數量經過匹配,使其產生的摩擦力矩能夠從飛輪向動力輸出軸傳遞高達 1700 Н·m(170 kgf·m)的扭矩。
當從動盤承受超過 1700 Н·m(170 kgf·m)的扭矩負荷時,彈簧力不足以保持從動盤,從動盤相對飛輪打滑,從而保護後續傳動鏈不被破壞。
該機構在使用過程中無需技術維護。
使用中從動盤可能出現的故障與離合器從動盤類似。
從動盤過早打滑可通過增加碟形彈簧組(連同螺栓)並按以下順序檢查摩擦力矩來消除:
- — 鎖止發動機飛輪。
- — 以低於 1700 Н·m(170 kgf·m)的力矩加載機構從動盤。從動盤不應相對飛輪轉動。
- — 以 1700–1900 Н·m(170–190 kgf·m)的力矩加載機構從動盤。從動盤應相對飛輪轉動。
離合器維修
離合器維修包括解體帶分離槓桿的壓盤 22(見圖 1)與離合器蓋 19 總成。
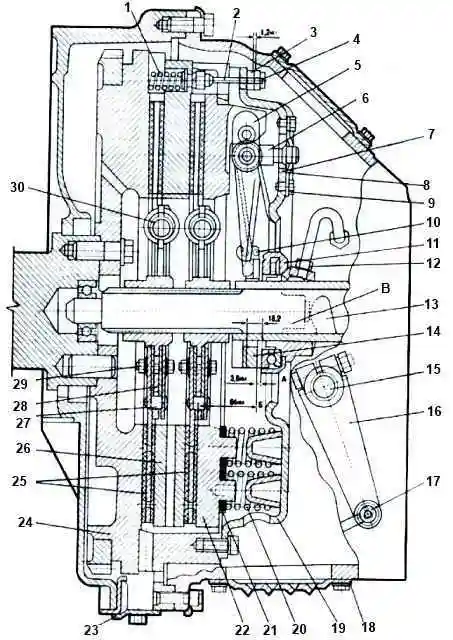
圖 4. 1 — 回位彈簧;2 — 推桿;3 — 環;4 — 止推板;5 — 分離槓桿;6 — 叉;7 — 調整螺母;8 — 支承板;9 — 鎖止板;10 — 分離槓桿彈簧掛鉤;11 — 分離套筒;12 — 供油軟管;13 — 分離撥叉;14 — 止推環;15 — 分離撥叉軸;16 — 撥叉軸臂;17 — 銷;18 — 檢查孔蓋;19 — 離合器蓋;20 — 壓緊彈簧;21 — 隔熱墊;22 — 壓盤;23 — 飛輪殼檢查孔蓋;24 — 飛輪;25 — 從動盤;26 — 中間主動盤;27 — 止推銷;28 — 從動盤轂;29 — 拉緊螺栓;30 — 減振器彈簧;А — 止推環與分離套筒之間間隙;Б — 控制尺寸;В — 分離套筒行程
只有在需要更換或修理零件時(根據工作故障或外觀檢查決定)才對壓盤總成進行完全解體。
解體離合器前,應在壓盤 22 和蓋 19 上做標記,以便組裝時保證正確的相互位置,從而保留離合器出廠平衡。
壓緊組件的解體在工具(圖 4)或木質支座上手動壓力機下按以下順序進行:
— 將帶蓋的壓盤 1 總成放在工具上,壓盤朝下,用四個凸塊卡入槽中固定。
壓住蓋 19(見圖 4)端面,壓縮彈簧 20,使分離槓桿 5 與止推環 14 處於自由狀態,撬開鎖止板,擰下固定支承板的所有八個螺栓。
從調整螺母 7 上取下支承板 8 和鎖止板 9,鬆開四個分離槓桿調整螺母 7(見圖 1),緩慢放下離合器蓋;
— 取下離合器蓋,從壓盤 22 凸台上取下壓緊彈簧 20、帶墊圈的隔熱墊 21,鬆開分離槓桿彈簧掛鉤 10,取下止推環 4、固定分離槓桿軸的鎖片(分離槓桿安裝在壓盤專用耳孔中),小心取出軸和滾針軸承滾針。
然後解體分離槓桿 5:取下鎖片,取出槓桿叉軸和滾針軸承滾針。
檢查壓盤技術狀況時,應特別注意工作摩擦表面的狀況。
若該表面燒蝕斑點和裂紋網(裂紋寬度大於 0,2 mm)覆蓋面積超過 40%,或壓盤在平板上用塞尺測得的翹曲度大於 0,5 mm,則應修復或更換壓盤。
壓盤工作表面通過磨削或車削(粗糙度 2,5 μm)並用細砂紙仔細打磨來修復。
加工後表面應平整,在平板上檢查時厚度 0,07 mm 的塞尺不應塞入。
若將壓盤磨削至允許最小厚度仍不能消除缺陷,則應更換新壓盤。
檢查離合器從動盤時,應注意摩擦片表面狀況及鉚釘固定強度。
不允許摩擦片脫落和工作表面油污。
允許摩擦片在鉚釘附近有徑向細小裂紋,但不得延伸至邊緣或另一個鉚釘孔。
離合器摩擦片允許每側磨損至鉚釘頭為止,磨損量 1,2 mm。
拆卸磨損損壞的摩擦片時,從鑽孔側鑽掉鉚釘頭,用衝子衝出鉚釘。
鉚接新摩擦片後,應檢查從動盤摩擦平面相對於轂花鍵孔軸線的端面跳動。
為此,將從動盤安裝在花鍵心軸上,並固定在工具或車床的頂尖之間。
變速器第一軸可作為心軸使用。
在半徑 175 mm 處,工作表面相對於轂花鍵孔軸線的端面跳動不應超過 0,7 mm。允許通過校直來消除跳動。
鉚接摩擦片後的從動盤厚度應為 (10±0,1) mm。同一從動盤兩摩擦片的厚度差不應超過 0,3 mm。
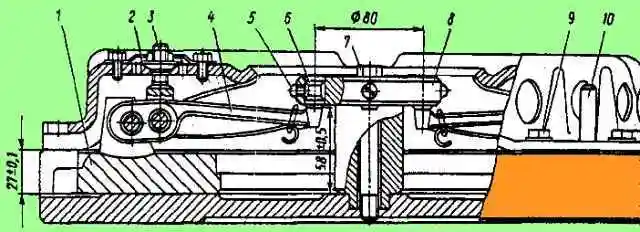
圖 5. 壓盤與蓋總成組裝和解體工具:1 — 帶蓋的壓盤總成;2 — 支承板;3 — 調整螺母;4 — 分離槓桿;5 — 壓塊固定螺釘;6 — 止推壓塊;7 — 固定螺栓;8 — 分離槓桿位置調整心軸;9 — 離合器蓋固定螺栓;10 — 導向銷;11 — 工具支座
壓緊組件的組裝應在圖 5 所示的工具中並在手動壓力機下進行。
工具由支座組成,支座具有從離合器蓋接合平面到壓盤平面的安裝尺寸 (27±0,1) mm。
支座中心用螺栓 7 固定心軸 8,用於調整壓緊組件控制尺寸 Б(見圖 3),該尺寸為 (64±0,5) mm。心軸內設有四個浮動止推壓塊 6(見圖 5)。
將壓緊組件安裝到工具中時,壓塊頂住分離槓桿 4 的腳,並根據槓桿位置相對於心軸表面凸出或陷入。
心軸長度的選擇使將它安裝到控制尺寸調整正確的壓緊組件分離槓桿上時,壓塊與心軸表面齊平。
壓緊組件的控制尺寸 (64±0,5) mm 中還包括分離槓桿止推環的厚度 (6±0,1) mm;由於壓緊組件在工具中調整時不帶止推環,因此應將尺寸減去該厚度進行調整,即調整為 (58±0,5) mm。
按以下順序進行組裝和調整:將壓盤工作面朝下放在工具支座 11 上,用四個凸塊卡入支座槽中固定,在分離槓桿 4 中裝入滾針軸承(每孔 20 根滾針)。
滾針塗抹 ЦИАТИМ-201 或同等其他潤滑脂。
在分離槓桿上安裝叉 6(見圖 1),插入叉軸,將預組裝的槓桿放入壓盤耳孔的槽中,插入槓桿軸,在叉軸上套上止推環彈簧,用專用鎖片固定槓桿軸和叉軸(彎折鎖片中間連接板)。
然後在止推環 14 彈簧端部套上四個掛鉤 10,將壓緊彈簧 20 放在壓盤凸台上(預先在彈簧下方放置帶隔熱墊 21 的墊圈)。
若使用工作表面車削過 1 mm 的壓盤,則為保持離合器壓緊力,應在每個壓緊彈簧 20 下方(靠蓋導向杯一側)墊 1 mm 厚鋼墊圈。
然後將離合器蓋 19 放到工具的導向銷上。蓋的所有導向杯應插入壓緊彈簧,分離槓桿叉的螺紋尾柄應穿過蓋的孔。
使用壓力機將蓋的接合平面壓向工具,用螺栓固定,然後從壓力機下釋放。
在叉的螺紋尾柄上擰上調整螺母 3,安裝用於調整分離槓桿 4 位置的心軸,並用螺栓 7(見圖 5)固定。
然後用調整螺母 3 調整分離槓桿 4 的位置,使它們同時接觸心軸 8 的止推壓塊 6,且壓塊與心軸上表面齊平。
這樣,在安裝止推環時就保證了壓盤工作面與止推環之間的控制尺寸。
在調整螺母 3 上放置壓板 2,然後放置鎖止板和槓桿叉支承板,最後擰緊所有八個鎖止螺栓。
擰緊螺栓後,分離槓桿叉應無軸向間隙。螺栓通過彎折鎖止板的卡爪鎖止。
將止推環安裝到分離槓桿上,用掛鉤固定,使其同時接觸所有四個槓桿的支承面。
止推環端面相對於壓盤工作面的端面跳動在半徑 45 mm 處不應超過 0,4 mm。
上述表面跳動過大會導致離合器從動盤摩擦片損壞以及飛輪和壓盤工作面燒蝕。