Дұрыс саңылаулармен қозғалтқыштың ұзақ жұмыс істеуі клапан механизмінің бөліктерінің мерзімінен бұрын тозуына - клапандардың жануына, рокердің итергіштерінің, итергіштердің мойынтірек беттерінің және таратқыш білігінің жұдырықшаларының тозуына әкелуі мүмкін.
Егер клапан механизмінде қағу орын алса, 0,25-0,3 мм шегінде болуы керек клапандар мен рокердің тіректері арасындағы саңылауларды тексеру және қажет болған жағдайда реттеу қажет (қабылдау және шығару клапандары үшін).
Клапан механизміндегі саңылауларды реттеу суық қозғалтқышта рокердің қысқа иініне орнатылған бекіткіш гайкасы бар реттеу бұрандасы арқылы жүзеге асырылады.
Клапан механизміндегі саңылауларды реттеу үшін бірінші цилиндрдің поршенін қысу инсультінің жоғарғы өлі нүктесіне (TDC) орнату керек.
Бұл жағдайда иінді білік шкивіндегі тесік максималды жылдамдықты шектегіш сенсорында орналасқан тұтану уақыты индикаторындағы «TDC» белгісінің астында орналасуы керек.
Бұл күйде келесі клапандардың саңылауларын реттеу қажет;
- - кіріс және шығыс бірінші цилиндр
- - екінші цилиндрді шығару
- - үшінші кіріс
- - төртінші мектеп бітіру
- - бесінші бітіру
- - жетінші кіріс
- - сегізінші қабылдау
Қалған клапандардың саңылаулары иінді білікті 360° (толық айналым) бұрғаннан кейін реттелуі керек.
Екінші әдіс бойынша реттеу келесі ретпен жүзеге асырылады:
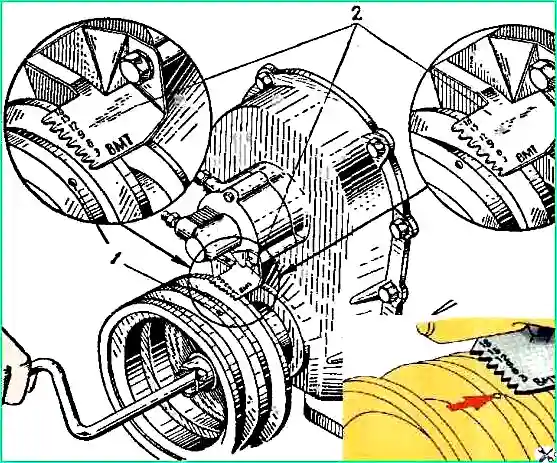
Орнату тетігінің индикаторын пайдаланып, бірінші цилиндрдің поршенін қысу инсультінің TDC мәніне орнатыңыз (Cурет 1)
Ол үшін иінді білікті білік шығырындағы белгі индикатордағы TDC белгісімен тураланғанша бұраңыз.
Бұл жағдайда бірінші цилиндрдің кіріс және шығыс клапандары жабылады және клапан бағанасы мен рокер иінінің қысым ұшының арасында ең үлкен саңылау пайда болады, біз оны өлшеуішпен өлшейміз және, қажет болса, реттеңіз.
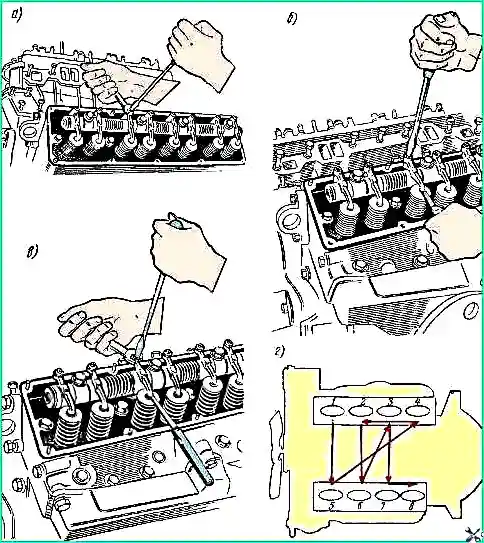
Саңылауды реттеу үшін бұрауышпен реттеу бұрандасын ұстаңыз, кілтпен бекіткіш гайканы босатыңыз, содан кейін клапанның өзегі мен рокер қолының қысым ұшының арасына сызғышты салыңыз және реттеу бұрандасын бұрағышпен бұраңыз, қажетті аралықты орнату.
Содан кейін мөлшерлеме таяқшасын бос орынға қалдырып, реттегіш бұранданы кілт пен бұрауыштың көмегімен бекіткіш гайкамен бекітеміз.
Реттеуден кейін қабылдау және шығару клапандары үшін саңылау 0,25-0,30 мм болуы керек, ал 0,25 мм калибрлі саңылау арқылы еркін өтуі керек, ал 0,30 мм өлшегіш өтпеуі керек.
Қалған жеті цилиндрдің клапан саңылауын реттеу үшін тұтқасы бар иінді білікті төрттен бір айналымға (90°) бұраңыз және көрсетілген әдіске сәйкес реттеуді орындаңыз.
Реттеулер 1-5-4-2-6-3-7-8 цилиндрлерінің жұмыс тәртібіне сәйкес дәйекті түрде жүзеге асырылады, ол көрсеткілері бар нүктелі сызықтармен бейнеленген.
Иінді білікті төрттен бір айналымға дәл бұру үшін бірінші цилиндрдің поршені TDC (қысу жүрісінде) болғанда, иінді білік шкивіне бор белгілерін салып, оларды 90° бұрышқа қойыңыз.
")

")
")
")
")
")
")
")