Гидравликалық тежегіш күшейткішті осы ретпен алып тастау керек.
Күшейткіш жүйесінен вакуумды алып тастаңыз.
Екі гидравликалық түтікті, вакуумның резеңке түтіктерін және ауа құбырларын күшейткіштен ажыратыңыз.
Тежегіш сұйықтықты күшейткіштен контейнерге ағызыңыз.
Күшейткіш жинағын жақшалармен алып тастаңыз.
Болттар мен мыс құбыр тығыздағыштары бар муфталарды алыңыз.
Гидравликалық вакуумдық күшейткішті бөлшектеу
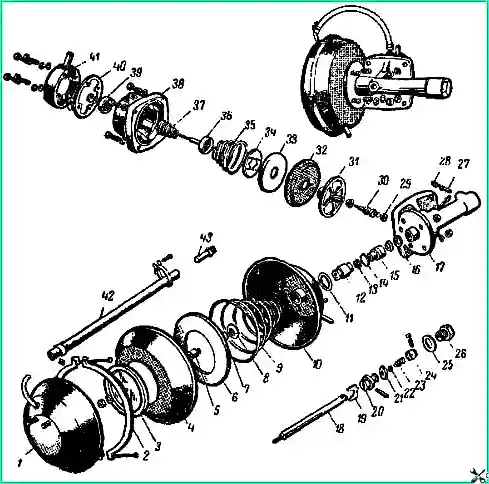
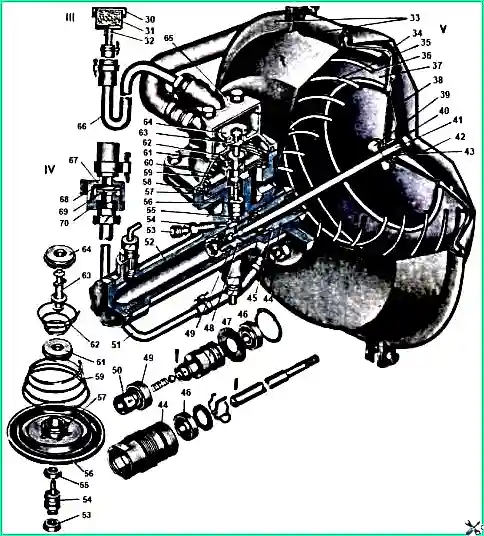
Гидравликалық вакуумдық күшейткішті (1-сурет) келесі ретпен бөлшектеу керек.
Күшейткіштің сыртқы бетін кірден тазалаңыз.
Күшейткішті орынға орнатыңыз. Тірек жақтарының арасына мыс аралықтарды орнатыңыз.
Резеңке шлангты күшейткіш камерасының корпусының артқы жартысынан ажыратыңыз, содан кейін оны басқару клапанының корпусындағы фитингпен бірге бұрап алыңыз.
Күшейткіш камерасының корпустарында олардың кейін дұрыс жиналуын қамтамасыз ету үшін белгілер қойыңыз.
Гидравликалы цилиндрге және оның жанындағы камера корпусына белгілер қойыңыз.
Күшейткіш корпусынан екі қысқышты алыңыз.
4-диафрагманы қолыңызбен ұстаңыз (1-суретті қараңыз), итергіш гайканы бұрап алыңыз.
Серіппелі гайка шайбасын, кіші диафрагма пластинасын 3, диафрагманы, аралық гильзаны 5, үлкен диафрагма пластинасын 6, серіппені 9 кезекпен алыңыз.
Резеңке сақинаны итергіш шайбамен бірге абайлап алыңыз.
Қорпының алдыңғы жартысын, картон аралық бөлігін және резеңке тығыздағыш сақинаны алыңыз.
Соңғы қақпақты 26 бұрап, мыс тығыздағышты 25 алыңыз.
Цилиндр тығыздағыш корпусының гайкасын 12 бұрап алыңыз. Жағаны 13 тығыздағыш корпусының гайкасынан алыңыз.
Поршеньді 20 итергішпен 18 цилиндрден шығарыңыз.
Поршеньді ажыратыңыз, манжеттің қақпағын 24 шешіңіз, поршеньнен серіппені 23, шарикті клапан 22, манжетаны поршеньден алыңыз.
Поршеньді поршеньден шығарыңыз, шарикті клапанның поршеньді итергішті және пластина итергішін 19 алыңыз.
Жеңіл қысымды қолданып, цилиндрден поршеньді тартқыш шайбаны 16 және резеңке сақинасы 14 және манжетаны 13 бар тығыздағыш корпусын 15 алыңыз.
Резеңке сақинаны тығыздағыш корпусынан шешіп, манжетаны алыңыз.
Айналмалы клапандарды 27 күшейткіш цилиндрінен бұрап алыңыз.
Тығыздағыш 40 бар басқару клапанының 31 корпусының 38 қақпағын 41 шешіңіз
Басқару клапанының корпусын алыңыз және басқару клапанын цилиндрден алыңыз.
Серіппені клапан корпусынан алыңыз. Клапандар мен олардың серіппесін алыңыз.
Бұрауышты қолданып, тегіс шайбаны 34 басқару клапанынан, 33 диафрагмалық шайбадан және 32 диафрагмадан алыңыз.
Басқару клапанының поршенінің 30 төменгі ұшынан тығыздағышты 29 шешіңіз.
Егер клапан поршенінің жоғарғы ұшының тығыздағыш ерні нашар жағдайда болса, оны сыртқа басыңыз.
Поршеньді тығыздағышты алыңыз.
Гидравликалық вакуумдық күшейткішті тексеру және жөндеу
Резеңке бөлшектері мен күшейткіш цилиндрінің бөліктерін қоспағанда, барлық металл бөлшектерді керосинмен шайыңыз. Бұл бөліктерді таза алкогольмен немесе тежегіш сұйықтықпен жуыңыз.
Майдың резеңке бөлшектерге тиюіне жол бермеңіз. Тозған немесе зақымдалған бөлшектерді ауыстырыңыз.
Гидравликалық вакуумдық күшейткіш цилиндрдің жұмыс беттерінде сызаттар, саңылаулар және коррозия болмауы керек.
Егер бұл кемшіліктер анықталса, оны күшейткіш поршеннің жұмыс беті үшін 22,125 мм-ден аспайтын және басқару клапанының поршеньінің жұмыс беті үшін 12,58 мм-ден аспайтын диаметрге дейін тегістеу керек.
Бұл жағдайда жаңа манжеттер орнатылуы керек.
Егер цилиндрдің айнасындағы ақауларды өңдегеннен кейін жойылмаса, онда цилиндрді бұрғылау және жөндеу өлшемдерінің біріне дейін тегістеу керек. Бұл жағдайда жөндеу өлшеміндегі поршеньдер мен манжеттер орнатылуы керек.
Цилиндр саңылауларындағы жіптерді және ағызғыш клапандардың жиектерінің тазалығын тексеріңіз.
Үзілген жіптер болмауы керек, ал айналып өту саңылауларының жиектері таза және бүкіл шеңбер бойымен біркелкі болуы керек.
Гидравликалық вакуумдық күшейткіштің
цилиндр поршені тоттану және сызаттар болмауы керек. Егер бір жағында тозу, сызаттар, коррозия немесе шардың (клапанның) бос орналасуы болса, поршеньді ауыстырыңыз.
Поршеньді итергіштің сызығы немесе тот баспайтын тегіс беті болуы керек. Бұл ақаулар табылса, итергішті ауыстырыңыз.
Күшейткіш камерасы мен басқару клапанының диафрагмасы егер үзілу, жарықтар, тығыздағыш сақина жиектерінің қысылуы немесе басқа зақымдалуы анықталса, оны ауыстырыңыз.
Күшейткіш камераның серіппесі 9-12 кг жүктеме кезінде 120 мм биіктікке дейін қысылуы керек.
Цилиндр поршені мен басқару клапанының поршеньінің манжеттері серпімді, тығыздауыш шеттері өткір болуы керек.
Резеңке тығыздағыш сақиналарда деформация, жарықтар немесе үзілулер болмауы керек.
Диаметрі 6,35 ± 0,025 мм поршеньді клапанның (шардың) бетінде жиектері немесе шөгінділері болмауы керек және күшейткіш поршеньдік отырғышта тығыз орналасуы керек.
Басқару клапанының поршенінде сызаттар мен коррозия болмауы керек және басқару клапанында мықтап ұсталуы керек. Бұл ақаулар табылса, поршеньді ауыстырыңыз.
Басқару клапаны оған поршеньді сенімді басуды және диафрагмалық серіппелі шайбаны сенімді ұстауды қамтамасыз етуі керек.
Егер бұл болмаса немесе орындық бетінде сызаттар болса, клапанды ауыстырыңыз.
Басқару клапанының серіппесін 2,5 ± 0,5 кг күшпен 17 мм биіктікке дейін қысу керек.
Басқару клапанының корпусында клапан диафрагмасының сенімді тығыздалуы үшін тегіс сақиналы ойық және саңылаусыз ауа клапанына арналған орын болуы керек.
Атмосфералық клапандар мен вакуумдық клапандар клапандардың орындықтарға тығыз орналасуы үшін сызаттарсыз немесе кедір-бұдырсыз тегіс резеңке беті болуы керек.
0,3 - 0,05 кг жүктеме кезіндегі атмосфералық клапан серіппесі 20 мм биіктікке дейін қысылуы керек.
Басқару клапанының диафрагмасының серіппелі шайбасы тегіс болуы керек, ішкі диаметрлі жиектердің периметрі бойынша өткір жиектері болуы керек; 1 кг жүктеме кезінде шайбаның 0,2 мм тегіс болмауына рұқсат етіледі.
Гидравликалық вакуумдық күшейткішті құрастыру
Жинамас бұрын бөлшектерді жуыңыз. Манжеталарды кем дегенде + 15°C температурада тежеу сұйықтығына батырыңыз.
Цилиндрдің ішкі қуысын кастор майымен немесе тежегіш сұйықтықпен майлаңыз.
Гидравликалық вакуумдық күшейткішті бөлшектеуге кері ретпен жинаңыз.
Құрастыру кезінде поршеньді күшейткіш цилиндрге цилиндрдің шетінен 100 мм-ден артық итермеңіз, бұл поршеньнің жағасына зақым келтірмеу үшін.
Алдыңғы камера корпусын цилиндрмен құрастырған кезде корпустағы, тығыздағыштағы және цилиндрдегі тесіктердің тураланғанына көз жеткізіңіз.
Болттары күшейткішті бекіту үшін қолданылатын гайкалардың астына шайбаларды қоймаңыз.
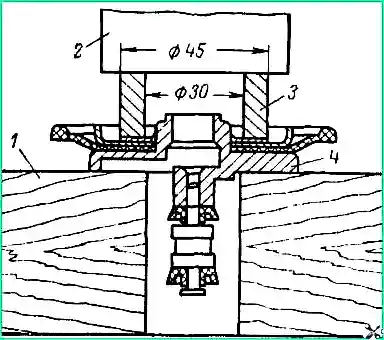
Басқару клапанының жинағы суретте көрсетілген. 2 және 3.
Гидравликалық вакуумдық күшейткішті орнату және сынау
Күшейткішті алып тастаудың кері ретімен орнатыңыз.
Муфталар жаңа мыс тығыздағыштармен бекітілген.
Күшейткішті орнатқаннан кейін тежегіш жүйесіне қан құйыңыз.
Күшейткішті автокөлікке жинап, орнатқаннан кейін оның жұмысын тексеріңіз (сынаңыз). Тесттер мыналарды анықтауы керек:
- күшейткіш цилиндрдің герметикалығы, поршеньді итергіш тығыздағыштардың сенімділігі, басқару клапанының тығыздағыштары және гидравликалық вакуумдық күшейткіш цилиндрдің барлық бұрандалы қосылымдарының сенімділігі.
Ол үшін жүйеде вакуум болмаған кезде тежегіш педальды максималды күшпен басыңыз және педальды 2-3 минут ұстаңыз, жүйеден сұйықтық ағып кетпейтініне көз жеткізіңіз.
Жинаудан кейін гидравликалық вакуумдық күшейткіш цилиндрін (оны камера корпусымен құрастырмас бұрын) 90 кг/см 2 қысыммен ағып кетуді тексеру керек.
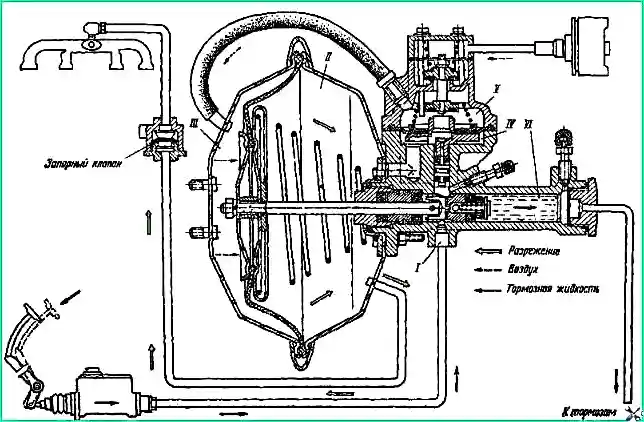
Тежегіш сұйықтығы 1-саңылауға берілуі керек (Cурет 4). Бұл жағдайда 1,5 минут ішінде цилиндрдің кез келген нүктесінен сұйықтық ағып кетпеуі керек.
Тексеру: негізгі тежеу цилиндрінің резервуарындағы сұйықтық деңгейінің төмендеуі бар-жоғын;
- күшейткіш цилиндрінің поршеньінің манжеті мен клапанының (шарының) герметикалығы.
Манжет пен поршеньді клапанның тығыздығын анықтау үшін жүйеде вакуум болмаған кезде тежегіш педальды 30 - 40 кг күшпен басу керек.
Одан кейін педаль кабинаның еденіне сәл жақындай отырып, қозғалтқышты іске қосыңыз.
Педалды бірдей күшпен (30-40 кг) 2-3 минут ұстаңыз және қозғалтқышты тоқтатпай, оның қозғалмайтынына көз жеткізіңіз;
- - бүкіл тежеу жүйесінің тежеуге болмайтындығы. Мұны істеу үшін автомобильдің алдыңғы доңғалақтарының бірін немесе артқы осьті көтеріп, қозғалтқыш жұмыс істеп тұрған кезде педальды басып, оны босатыңыз. Доңғалақ еркін айналуы керек;
- - вакуумдық камераның, күшейткішті басқару клапанының және бүкіл вакуумдық құбыр жүйесінің герметикалығы. Мұны істеу үшін қозғалтқышты іске қосыңыз және оны біраз уақытқа жібергеннен кейін оны өшіріңіз.
2-3 минуттан кейін тежеу педальын басыңыз.
Егер вакуум желісі, өшіру клапаны, күшейткіш камерасы және басқару клапаны тығыздалған болса, жүргізуші кабинасында орналасқан ауа сүзгісі арқылы күшейткішке түсетін ауаның ысқырғанын естуіңіз керек.
")

")
")
")
")
")
")
")