Бөлшектен бұрын қозғалтқышты кірден мұқият тазалау керек
Қозғалтқышты бөлшектеу және құрастыру кезінде барлық бөлшектерге оңай қол жеткізуді қамтамасыз ететін позицияларға орнатуға мүмкіндік беретін тірекке қозғалтқышты бөлшектеу және қайта жинау ұсынылады.
Қозғалтқыштарды бөлшектеу және құрастыру жұмыс беті жақсы жағдайда болуы тиіс тиісті өлшемдегі құралдармен (кілттер, тартқыштар, құрылғылар) орындалуы керек.
Жеке жөндеу әдісімен әрі қарай жұмыс істеуге жарамды бөлшектерді бастапқы орындарына орнату керек.
Ол үшін поршеньдер, поршеньдік түйреуіштер, поршеньдік сақиналар, шатундар, футерлер, клапандар, гидравликалық итергіштер және т.б. сияқты бөлшектерді қозғалтқыштан шығарған кезде олардың зақымдалуын тудырмайтындай етіп белгілеу керек. бөлшектерді (тесу, таңбалау, тетіктерді бекіту және т.б.) немесе оларды қозғалтқыштағы орналасуына сәйкес ретпен нөмірленген бөлімдері бар сөрелерге орналастырыңыз.
Қозғалтқышты жөндеудің жеке емес әдісін пайдаланған кезде шатунның шатундары бар қақпақтар, цилиндрлер блогы бар негізгі мойынтіректердің қақпақтары, цилиндр басы бар таратқыш білігінің тірек қақпақтары жинақ ретінде өңделетінін есте ұстаған жөн, сондықтан оларды пайдалану мүмкін емес. бөлшектелген.
Иінді білік, маховик және ілінісу зауытта бөлек теңестіріледі, сондықтан оларды алмастыруға болады.
Ілінісу корпусы цилиндрлер блогынан бөлек өңделеді және сонымен бірге ауыстырылады. Гидравликалық кергіштерде корпусты плунжермен бөлшектеуге рұқсат етілмейді.
Қозғалтқышты келесі ретпен бөлшектеу ұсынылады:
- - іліністі босату шанышқысын алыңыз;
- - қозғалтқыштан беріліс қорабын алыңыз;
- - желдеткішті алыңыз; - ілінісу корпусын және стартерді алыңыз;
- - қозғалтқышты бөлшектеуге арналған тірекке орнату;
- - салқындатқыш шығырды бекітетін болттарды босатыңыз;
- - керме роликті бекітетін болтты босатыңыз;
- - керілу шығыршығының қозғалмалы болттарын бұрап, белдіктің керілуін босатыңыз, белдікті алыңыз;
- - салқындатқыш сорғы шкивін бекітетін болттарды бұрап алыңыз, шкивті, шығыр шағылыстырғышын алыңыз;
- - ұштары бар сымдарды ұшқын шамдарынан алыңыз, оталдыру шамдарын бұрап алыңыз;
- - жоғары вольтты сымдарды тұтану катушкасының қосқыштарынан ажыратыңыз, ұштары бар сымдарды алып тастаңыз;
- - қабылдау құбыры мен шығару коллекторының фитингтерінен біріктіруші гайкаларды бұрап алыңыз, рециркуляциялық құбырды алыңыз;
- - клапан қақпағының болттарын бұрап алыңыз, оталдыру катушкалары, болттар, кронштейндер және шайбалары бар клапан қақпағының жинағын алыңыз;
- - жанармай сорғысынан жұқа отын сүзгісіне баратын отын құбырын алып тастаңыз;
- - жанармай сорғысын алыңыз;
- - цилиндрдің алдыңғы қақпағын алыңыз;
- - жоғарғы және ортаңғы тізбек бағыттағыштарын алыңыз;
- - жоғарғы гидравликалық шынжыр кергішінің тығыздағышымен қақпақты алыңыз;
- - гидравликалық кергішті алыңыз;
- - қабылдау таратқыш білігінің жұлдызшасын бекітетін болтты бұрап алыңыз, эксцентрикті және жұлдызшаны алыңыз;
- - таратқыш білігінің жұлдызшаларынан жетек тізбегін алыңыз;
- - бұранданы шығару таратқыш білігінен алыңыз;
- - таратқыш білігінің қақпақтарын бекітетін болттарды бұрап алыңыз, қақпақтарды алыңыз, фланецтерді тартыңыз;
- - таратқыш біліктерді алып тастаңыз;
- - сорғышты немесе магнитті пайдаланып гидравликалық итергіштерді алып тастаңыз, цилиндрлерді нөмірлеу ретімен орналастырыңыз;
- - қабылдау жолының жылыту шлангінің қысқыштарының бұрандаларын босатыңыз, шлангтарды фитингтерден алыңыз;
- - генератордың жоғарғы кронштейнінің қысқыш болттарын босатыңыз;
- - генераторды жоғарғы кронштейнге бекітетін болттың гайкасын бұрап алыңыз, болтты және втулканы алыңыз; - генераторды төменгі кронштейнге бекітетін болттың гайкасын бұрап алыңыз, генераторды алыңыз;
- - рециркуляция жүйесінің түтіктерін карбюратор фитингтерінен, термиялық вакуумдық қосқыштан, рециркуляция клапанынан алыңыз;
- - карбюратор фитингіндегі отын құбырының қысқышының бұрандасын босатыңыз, шлангты фитингтен алыңыз;
- - карбюраторды бекіту гайкаларын бұрап алыңыз, шайбаларды, карбюраторды, тығыздағыштарды, аралық бөлікті алыңыз;
- - рециркуляция клапанын бекітетін гайкаларды бұрап алыңыз, шайбаларды, клапанды, тығыздағышты алыңыз;
- - жұқа отын сүзгісін бекітетін болтты бұрап алыңыз, отын құбырлары бар сүзгі жинағын алыңыз;
- - термиялық вакуумдық қосқышты бұрап алыңыз;
- - қабылдау құбырын бекітетін гайкаларды бұрап алыңыз, кіріс құбырының шайбаларын, тығыздағышты алыңыз;
- - сору коллекторын бекіту гайкаларын бұрап алыңыз, шайбаларды, сорғыш коллекторларды, тығыздағыштарды алыңыз;
- - термостат корпусының шланг қысқыштарын босатыңыз;
- - термостат корпусын бекітетін бұрандаларды бұрап алыңыз, корпусты, тығыздағышты алыңыз;
- - май қысымының сенсорының фитингін бұрап алыңыз;
- - цилиндр басын бекітетін болттарды бұрап алыңыз, болттар мен шайбаларды алыңыз; - цилиндр қақпағын алыңыз;
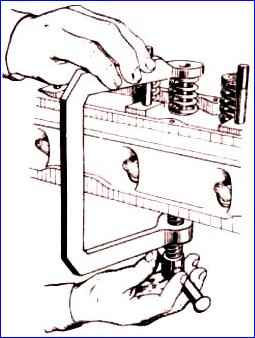
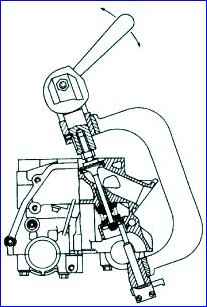
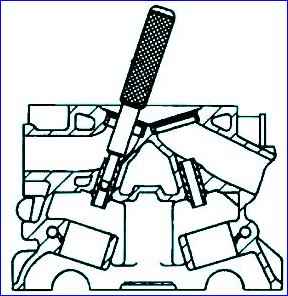
- - клапан серіппелерін бөлшектеу үшін құралды пайдаланыңыз. Клапанның серіппелі пластинасы крекерден шығуы үшін серіппелерді қысқаннан кейін балғаның тұтқасымен құрылғы тақтасын жеңіл соғу керек;
- - клапандарды алып тастаңыз, цилиндрлерді нөмірлеу тәртібімен орналастырыңыз;
- - бағыттаушы төлкелерден май тығыздағыштарын алу үшін тартқышты пайдаланыңыз. Цилиндр қақпағын жөндеу кезінде клапандарды алып тастау ұсынылады;
- - май жинағышты жоғары қаратып қозғалтқышты аударыңыз; - ілінісу корпусының күшейткішін блокқа бекітетін болттарды бұрап алыңыз, шайбаларды, күшейткішті алыңыз;
- - май жинағышты бекітетін болттар мен гайкаларды бұрап алыңыз, шайбаларды, май жинағышты, тығыздағышты алыңыз;
- - үшінші негізгі мойынтірек қақпағындағы май сорғы ұстағышын бекіту болттарын бұрап алыңыз;
- - май сорғысының бекіткіш болттарын бұрап алыңыз, май сорғысын, тығыздағышты, май сорғы жетегінің алтыбұрышты білігін алыңыз;
- - иінді біліктің қысқыш болттарын бұрап алыңыз, болтты, серіппелі шайбаны алыңыз;
- - иінді білік шкивін алу үшін құралды пайдаланыңыз;
- - салқындатқыш сорғыны шынжыр қақпағына бекітетін болттарды бұрап алыңыз, шайбалармен, салқындатқыш сорғымен, тығыздағышпен болттарды алыңыз;
- - керу шығыршығын бекітетін болтты бұрап алыңыз, тартпа роликті алыңыз;
- - бірінші сатыдағы гидравликалық кергіштің қақпағы мен тығыздағышын алыңыз, гидравликалық кергішті алыңыз;
- - синхрондау сенсорын бекітетін болтты бұрап алыңыз, сенсорды алыңыз;
- - шынжыр қақпағын бекітетін бұрандаларды бұрап алыңыз, қақпақты алыңыз, генератор кронштейнін төмендетіңіз;
- - таратқыш білігінің жетегінің екінші сатысының тізбегін аралық біліктің жетек жұлдызынан алу;
- - аралық білік жұлдызшаларын бекітетін болттарды босатыңыз, жұлдызшалар мен тізбекті алыңыз;
- - аралық біліктің фланецін бекітетін болттарды бұрап алыңыз, болттарды шайбалармен, фланецпен алыңыз;
- - май сорғысының жетек қақпағын бекітетін болттарды бұрап алыңыз, қақпақты және тығыздағышты алыңыз;
- - май сорғысының жетек тетігінің гайкасын бұрап алыңыз, редуктор жинағын гайкамен алып тастаңыз;
- - аралық білікті алыңыз;
- - пернені аралық біліктен шығару;
- - иінді біліктен төлке мен жұлдызшаны алу үшін тартқышты пайдаланыңыз;
- - таратқыш білігінің жетегінің бірінші сатысының шынжыр кергіш табанын бекітетін болтты бұрап алыңыз, аяқ киімді алыңыз;
- - таратқыш білігінің жетегінің екінші сатысының шынжыр кергіш табанын бекітетін болтты бұрап алыңыз, аяқ киімді алыңыз;
- — аяқ киім болтының ұзартқышын бұрап алыңыз, ұзартқышты алыңыз;
- - төменгі тізбек бағыттағышын бекітетін болттарды бұрап алыңыз, бағыттағышты алыңыз;
- - бірінші және төртінші шатундардың қақпақтарын бекітетін гайкаларды бұрап алыңыз, шатунның қақпақтарын футерлермен алып тастаңыз, шатун қақпақтарының төсектерінен төсемдерді алыңыз;
- - бірінші және төртінші цилиндрлерден поршеньдер мен шатундардың жинақтарын алыңыз;
- - иінді білікке екінші және үшінші шатундардың тіреулері жоғарғы күйде болатындай етіп орнату, екінші және үшінші шатундардың қақпақтарын бекітетін гайкаларды бұрап алу, шатунның қақпақтарын футерлермен алып тастау, төсемдерден төсемдерді алу шатун қақпақтарының;
- - екінші және үшінші цилиндрлерден шатундары бар поршеньдерді алыңыз;
- - жетекті дискінің сплайндарына шпионды оправканы енгізу;
- - ілінісу қысым тақтасын бекітетін болттарды бірнеше қадаммен бір-бірден бұрап алыңыз, дискіні алыңыз;
- - ілінісумен басқарылатын дискіні шпильді оправкамен алып тастаңыз;
- - маховикті бекіту болттарын босатыңыз, маховикті түйреуіштен алыңыз;
- - артқы қақпақты бекітетін болттарды бұрап алыңыз, резеңке манжетпен жинақталған артқы қақпақты алыңыз;
- - негізгі мойынтіректердің қақпақтарын бекітетін болттарды бұрап алыңыз, болттарды алыңыз;
- - негізгі мойынтіректердің қақпақтарын тартқышпен, иінді біліктің жоғарғы тірек мойынтіректерінің жартылай шайбаларымен шешіңіз;
- - иінді білікті, төменгі иінді біліктің мойынтіректерінің жартылай шайбаларын алыңыз;
- - цилиндрлер блогының төсектерінен және негізгі мойынтіректердің қақпақтарынан негізгі мойынтіректерді алыңыз;
- - блокқа негізгі тірек қақпақтарын нөмірлеуге сәйкес орнату;
- - негізгі мойынтіректердің қақпақтарын болттармен бекітіңіз;
- - соғу сенсорын бекітетін гайканы бұрап алыңыз, шайбаны, сенсорды алыңыз;
- - май сүзгісін бұрап алыңыз;
- - цилиндрлер блогынан су төгетін кранды бұрап алыңыз; - шатунның подшипниктерін шатундардан алу; - бекіткіш болттарға шатунның қақпақтарын орнатыңыз, гайкаларды бұраңыз;
- тартқышты пайдаланып поршеньдерден сығымдағыш май сақиналарын алыңыз; - бекіту сақиналарын алыңыз;
- құрылғы мен оправканы пайдаланып поршеньдік түйреуіштерді поршеньдерден шығарыңыз
Бөлшектерді, бөлшектерді, жинақтарды және қозғалтқыш жүйелерін жөндеу
Цилиндрлер блогы, поршеньдер, шатундар, аралық білік
Цилиндр қабырғаларында, су қаптамасында және картерінде саңылаулары бар немесе үстіңгі жазықтықта жарықтар мен негізгі мойынтіректерді тірейтін қабырғалары бар цилиндр блогын ауыстыру қажет.
Тозу нәтижесінде блоктың цилиндрлері ұзындығы бойынша дұрыс емес конус және шеңбері сопақ пішініне ие болады.
Тозу поршень TDC кезінде жоғарғы қысу сақинасының аймағындағы цилиндрлердің жоғарғы бөлігінде ең үлкен мәнге жетеді; ең кішісі - төменгі бөлікте, поршеньді BDC-де орналастырады.
Цилиндрлерді жөндеу кезінде жөндеудің екі өлшемі беріледі: 1-ші және 2-ші. Поршеньдер мен поршеньдік сақиналар бірдей жөндеу өлшемдерімен шығарылады.
Блоктың барлық цилиндрлері, әдетте, цилиндр айнасындағы таяз сызаттарды «алып тастау» қажет болған жағдайларды қоспағанда, номиналды өлшемдегі цилиндрлер үшін белгіленген мм ауытқуларымен бірдей жөндеу өлшеміне дейін өңделуі керек. (цилиндр диаметрін 0,10 мм ұлғайту шегінде) - бұл жағдайда тек ақауы бар цилиндрлерді жөндеуге болады.
Егер жөндеуге арналған поршеньдердің шектеулі саны болса, әрбір цилиндр үшін диаметрдің ауытқуларын есептеу ұсынылады (0,036-0,060 саңылаумен берілген цилиндрде жұмыс істеуге арналған поршеньді юбка диаметрінің нақты өлшеміне негізделген) мм) және цилиндрлерді осы өлшемдерге дейін бұраңыз.
Цилиндр пішінінің ауытқулары цилиндр диаметрі үшін өлшемдік топтың рұқсат етілген диапазонында болуы керек.
Біліктердің аралық тірек төлкелерін жөндеу оларды жөндеуге ауыстырудан тұрады (қалыңдығы ұлғайтылған), содан кейін номиналды өлшемдегі тіректер үшін белгіленген төзімділікпен номиналды немесе жөндеу өлшеміне дейін бұрғылау - біліктің тозу дәрежесіне байланысты подшипник журналдары.
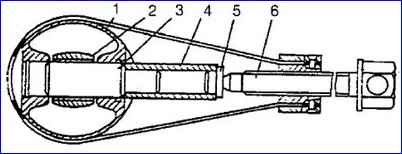
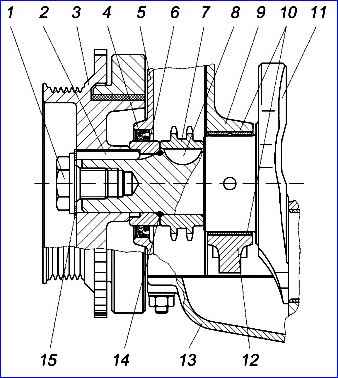
Аралық білік: 1 – болт; 2 – құлыптау тақтасы; 3 – жетекші жұлдызша; 4 – жетекті жұлдызша; 5 – алдыңғы біліктің втулкасы; 6 – аралық білік; 7 – құбыр; 8 – май сорғысының жетегінің жетек тетігі; 9 – сақина; 10 – жаңғақ; 11 – кілт; 12 – май сорғысының жетегінің жетек тетігі; 13 – артқы білік төлкесі; 14 – цилиндрлер блогы; 15 – аралық білік фланеці; 16 - түйреуіш
Тіректерді жөндеуден бұрын құбырды 7 алып тастау керек
Жөндеу втулкаларын орнату кезінде май арналарындағы тесіктердің сәйкес келуін қамтамасыз ету қажет. Аралық білік тіректерін бұрғылау туралауды қамтамасыз ету үшін бір қондырғыда жүзеге асырылады.
Аралық білік журналдары максималды рұқсат етілгеннен асатын тозу жағдайында номиналды өлшемді журналдар үшін белгіленген рұқсатпен жөндеу өлшеміне дейін ұнтақталған.
Жіптер түріндегі бұрандалы тесіктердің зақымдалуы немесе екі жіптен аз жіптің үзілуі номиналды өлшемге түрту арқылы қалпына келтіріледі.
Екіден астам жіптердің тозған немесе үзілген бұрандалы тесіктері ұлғайтылған өлшемдегі жіптерді кесу, бұрандалы бұрандаларды орнату, содан кейін оларға номиналды өлшемдегі жіптерді кесу немесе бұрандалы спиральды кірістірулерді орнату арқылы қалпына келтіріледі. Соңғы әдіс ең тиімді және аз еңбекті қажет етеді.
Иінді білікті
Егер жарықтар болса, иінді білікті ауыстыру керек.
Біріктіретін штангалардың қуыстарындағы және иінді біліктің май арналарындағы тозу қалдықтарын кетіру үшін ілмектердің тығындарын бұрап, оларды жыпылықтау (80° C дейін қыздырылған каустикалық сода ерітіндісімен) және қуыстар мен арналарды металл щеткамен тазалаңыз.
Тазалаудан кейін оларды керосинмен жуып, үрлеп, сығылған ауамен кептіру керек, содан кейін тығындарды 38-42 Нм (3,8-4,2 кгс м) айналдыру моментімен қатайту керек.
Егер екі жіпке дейін саңылаулардағы жіп зақымдалған болса, ол номиналды өлшемге түрту арқылы қалпына келтіріледі. Екі немесе одан да көп жіп үзілсе, жөндеу келесідей орындалады:
- - маховикті бекіту болттарына арналған тесіктердегі жіптер - бұрандалы спиральды кірістірулерді орнату арқылы;
- - ратчетке арналған тесіктегі жіптер - жөндеу жіпін кесу арқылы; - тығындарға арналған саңылаулардағы жіптер - жөндеу жіптерін кесу арқылы.
Жөндеу өлшемінде тозған конрод және негізгі журналдар номиналды өлшемдегі журналдар үшін белгіленген рұқсатпен ең жақын жөндеу өлшеміне (1-ші, 2-ші немесе 3-ші) ұнтақталған (барлық журналдар бірдей жөндеу өлшеміне дейін ұнтақталған).
Мұнай арналарының фасаларының өткір жиектері конустық абразивті құралмен доғаланады, содан кейін журналдар жылтыратылады.
Цилиндр басы, вентильдер тобы және таратқыш біліктері
Егер жану камераларының қабырғаларында саңылаулар, жанулар мен жарықтар болса және клапан орындықтарының арасындағы секіргіштер бұзылса, цилиндр басы жаңасымен ауыстырылуы керек.
Бұрандалы саңылауларды жөндеу цилиндрлер блогының бұрандалы саңылаулары үшін көрсетілгенмен бірдей.
Клапандардың тығыздығын тексеру үшін цилиндр басының кіріс және шығыс арналарына керосинді кезек-кезек құю қажет.
Клапан тақталарының астынан керосиннің ағуы олардың ағып кетуін көрсетеді.
Ағып жатқан клапандар цилиндр басынан клапан серіппесі компрессоры арқылы жойылады.
Бөлшектеу кезінде клапандарды кейінірек бастапқы орындарына орнату үшін олардың басындағы орналасуына сәйкес ретпен орналастырыңыз.
Клапанды төсемес бұрын, клапан тақтасының қисаюын және клапан мен орындықтың күйіп қалуын тексеру керек.
Егер бұл ақаулар болса, клапанның герметикалығын тегістеу арқылы қалпына келтіру мүмкін емес және алдымен отырғышты бұрап, зақымдалған клапанды жаңасымен ауыстыру керек.
Егер клапан бағанасы мен бағыттаушы төлке арасындағы саңылау 0,20 мм-ден асса, клапан мен төлке жаңасымен ауыстырылуы керек.
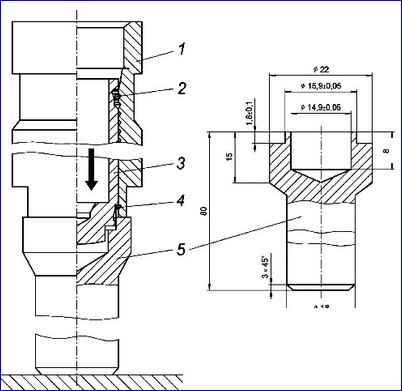
Қосалқы бөлшектер үшін клапандар номиналды көлемде шығарылады, ал бағыттаушы төлкелер бастың ішіне басудан кейін ішкі диаметрі бойынша өңдеуге рұқсатпен және сыртқы диаметрі үш жөндеу өлшемдерімен шығарылады: біріншісі - ұлғайтумен. Номиналдыдан 0,02 мм, екіншісі - номиналдыдан 0,2 мм-ге, үшінші - екінші жөндеу өлшемінен 0,02 мм-ге ұлғайған кезде.
Тозған бағыттаушы втулканы басу оправка арқылы жүзеге асырылады. Бағыттауыш төлкелерді баспас бұрын цилиндр басының жөндеуге жарамдылығын анықтау қажет.
Цилиндр басы жөндеуге жарамды, егер клапан орындығын өңдегеннен кейін таратқыш білігінің осінен орындықтың жұмыс фасасына басылған клапан өзегінің соңына дейінгі қашықтық кемінде 35,5 мм болса.
Егер бұл шарт орындалмаса, цилиндр басын жөндеу мүмкін емес. Сондай-ақ, блокқа іргелес беттің тегіс еместігі 0,1 мм-ден асатын болса, цилиндр басын жөндеу мүмкін емес.
Жаңа бағыттаушы втулкаларды орнату кезінде оларды көмірқышқыл газында («құрғақ мұз») минус 40-45 ° C температураға дейін салқындату керек, ал цилиндр басын плюс 160-175 ° C температураға дейін қыздыру керек.
Жинау кезінде төлкелерді бас тесігіне еркін немесе жеңіл күшпен енгізу керек.
Бірінші жөндеу өлшеміндегі төлкелер бастиекте саңылауларды қосымша өңдеусіз орнатылады, екінші және үшінші жөндеу өлшемдеріндегі төлкелер диаметрі 14,2 мм тесіктерді алдын ала бұрғылаумен (рейктеумен) орнатылады.
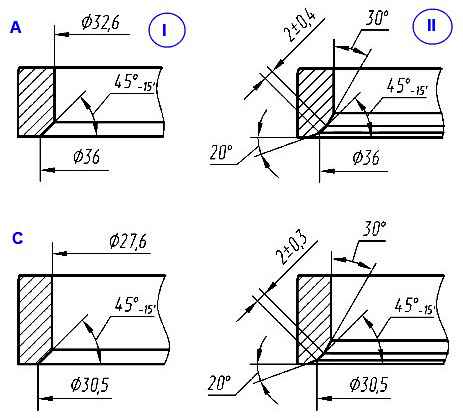
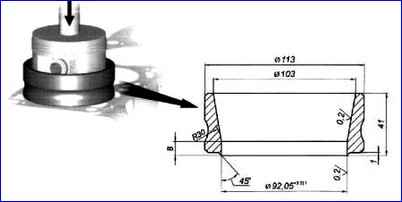
Тегістеу клапанының орындықтары: A – қабылдау клапанының орны; C – шығару клапанының орны; I – жаңа ершік; II – жөндеуден кейінгі ершік
Втулкаларды орнатып, өңдегеннен кейін құралды втулкадағы тесік бойымен ортаға келтіріп, орындық фаскаларын өңдеңіз (ұнтақтау немесе бұрғылау арқылы).
Өңдеу кезінде 7-суретте көрсетілген өлшемдерді сақтау керек және клапанның отырғышындағы фасканың втулкадағы тесігімен концентрлі болуын қамтамасыз ету керек (орынның жұмыс фасасының втулка тесігіне қатысты ағуына рұқсат етіледі) 0,05 мм артық емес).
Фаскаларды өңдегеннен кейін, кіріс клапанының орындықтары үшін (2±0,4) мм-ге тең өлшемге 30° бұрышпен отырғыштардың ішкі бетін өңдеу арқылы олардың енін азайту қажет, (2±0,3) ) шығару клапанының орындықтары үшін мм.
Содан кейін M-20 микроұнтағының бір бөлігінен және I-20A майының екі бөлігінен тұратын сығу пастасын пайдаланып клапандарды ұнтақтаңыз.
Цилиндр қақпағын жинамас бұрын жану камераларын және қабылдау және шығару арналарын көміртек шөгінділері мен шөгінділерінен тазалау қажет, көміртегі шөгінділерін керосинмен сулағаннан кейін, бұл оны алу кезінде көміртегі шөгінділерінің шашырауын болдырмайды және оның енуіне жол бермейді. тыныс алу кезінде улы шаң.
Оларды сығылған ауамен сүртіңіз және үрлеңіз. Орнатылған клапан бағыттауыштарында бір мезгілде оправка арқылы серіппелі тіреуіш шайбаларды орнату және май тығыздағыштарын басу қажет.
Клапанның өзектерін мотор майымен майлаңыз, клапандарды орнату ретіне сәйкес төлкелерге салыңыз және құралдың көмегімен серіппелермен жинаңыз.
Крекер клапандардың сақиналы ойықтарына сәйкес келетініне көз жеткізіңіз. Керосинді құйыңыз кіріс және шығыс арналарын және клапандардың тығыз екенін тексеріңіз. Тарату білігінің мойынтіректеріндегі бос орынды анықтау үшін барлық мойынтіректердің қақпақтарын олардың нөмірлеріне сәйкес орнату керек.
Цилиндр қақпақтарын орнатпас бұрын «1», «2», «3», «4», «5», «6», «7» және «8» оларды қозғалтқыш майымен майлау керек.
Осы қақпақтарды орталықтандыру диаметрі 35–0,02 мм болатын цилиндрлік оправка арқылы жүзеге асырылады, төсекке төселген.
Қақпақтарды 19-23 Нм (1,9-2,3 кгс м) айналдыру моментіне дейін қатайтқаннан кейін, цилиндр басының артқы жағына қарай оқпанды алыңыз (бұл жағдайда цилиндр басының артқы қақпағын алып тастау керек) .
Егер подшипниктердің біріндегі саңылау 0,15 мм-ден асса, цилиндр басын немесе таратқыш білікті ауыстыру керек.
Гидравликалық итергіш пен гидравликалық итергішке арналған тесіктегі саңылау 0,15 мм-ден аспауы керек. Саңылау үлкенірек болса, гидравликалық шүмекті немесе цилиндр басын ауыстыру керек.
Мойынтіректер мен жұдырықшалардың беттерінде саңылаулар мен терең саңылаулар болмауы керек және рұқсат етілген ең жоғары тозуы болмауы керек.
Біліктерді тексергеннен кейін журналдар мен жұдырықшалардың беттерін тазалау және жылтырату қажет.
Гидравликалық кергіш Қозғалтқышты жөндеу кезінде гидравликалық кергіштерді бөлшектеу, олардың бөліктерін жуу және қайта жинау («зарядталған») қажет.
Гидравликалық кергішті бөлшектеу келесі ретпен жүзеге асырылады:
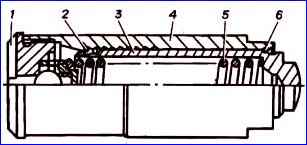
- - клапанның корпусын 1 гидравликалық кергіш корпустан 4 бұрап алыңыз; — серіппені 5 және поршеньді 3 корпустан 4 алыңыз.
- Гидравликалық кергіш келесі ретпен жиналады:
Гидравликалы кергішті оправка арқылы «зарядтау»: 1 - корпус; 2 – құлыптау сақинасы; 3 - поршень; 4 - ұстағыш сақина; 5 - оправка
- - гидравликалық кергіш корпусын 1 тігінен бекітілген оправкаға 5 орнату;
- - поршеньді 3 гидравликалық кергіш корпусқа поршеньдегі құлыптау сақинасы 4 оправка белдігінде тоқтағанша салыңыз;
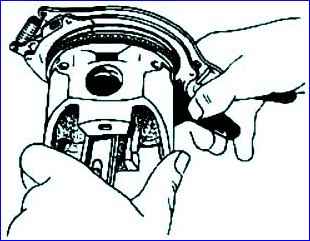
- - диаметрі 5-7 мм металл шыбықты (бұрауышты қолдануға болады) плунжердің түбіне немесе саусағыңызбен плунжердің ұшына басыңыз, осылайша поршеньдегі ойықтан құлыптау сақинасы шығады. корпустың ойығына жылжиды (аздап құлыптау шерткен дыбыс естіледі). Корпус пен плунжер бекітіледі - «зарядтау». Бұл кезде құлыптау сақинасы 2 корпустың бірінші ойығына енеді;
- - корпустың ішкі қуысын және поршеньді қозғалтқыш үшін қолданылатын таза мотор майымен толтырыңыз;
- - плунжерге серіппе салыңыз;
- - серіппеге гидравликалық кергіш клапанды орнатыңыз және серіппені қысып, оны қатайтыңыз, содан кейін оны корпусқа қолмен бұраңыз, бұл ретте поршеньдегі бекіткіш сақина корпустың ойығында болуы керек және плунжерді денеде қозғалу;
- - гидравликалық кергішті оправкадан алып тастаңыз және соңында клапанды корпусқа 19-24 Н м (1,9-2,4 кгс м) бұрау моменті арқылы бұраңыз, қалыңдығы 1,8-1,9 мм пластинаны пайдаланып, ілгекпен бекітіңіз, және гидравликалық кергішті бөлшектеу кезіндегідей «19» кілті.
Салқындатқыш сорғы
Сорапты бөлшектеу және құрастыру ZMZ-4025, -4026 қозғалтқыштары үшін көрсетілген операцияларға ұқсас.
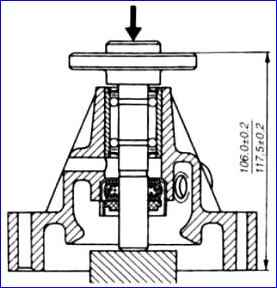
Жалғыз айырмашылығы - сорғы шығырының торының мойынтірек білігіне басқан кезде өлшемді (106±0,2) мм деңгейінде сақтау керек.
Май сорғы Егер майдың дұрыс жұмыс істемеуінен туындаған майлау жүйесінде ақаулар болса сорғы болса, оны бөлшектеу керек.
Бөлшектеу үшін келесі әрекеттерді орындау керек: - торлы жақтаудың сымдарын бүгіңіз, жақтау мен торды алыңыз;
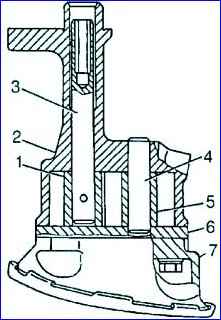
Май сорғысы: 1 - жетек беріліс; 2 - дене; 3 - ролик; 4 - ось; 5 – жетекті беріліс; 6 - бөлім; 7 - торлы және қысымды төмендету клапаны бар кіріс құбыры
- - төрт болтты бұрап алыңыз, қабылдау құбырын 7 және қалқаны 6 алыңыз; — жетекті беріліс 5 пен білікті 3 корпустан жинақталған жетек тетігімен 7 алып тастаңыз;
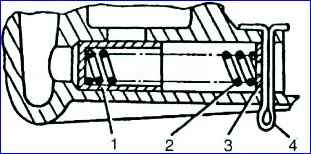
Азайтқыш клапан: 1 - плунжер; 2 - көктем; 3 - жуғыш; 4 - түйреуіш
- - шайбаны 3, серіппе 2 және поршень 7 қысымды төмендететін клапанның кіріс құбырынан бұрын ілмекті алып тастаңыз
ZMZ-4061, ZMZ-4063 қозғалтқыштарын құрастыру алдындағы дайындық операциялары ZMZ-4025, ZMZ-4026 қозғалтқыштарын құрастыру алдындағымен бірдей.
Қозғалтқышты құрастыру келесі ретпен орындалуы керек:
- - цилиндр блогын тұғырға бекітіңіз, цилиндр айнасын мұқият тексеріңіз, қажет болса, үстіңгі қысу сақинасының үстіндегі тозбаған белдікті қырғышпен алып тастаңыз.
Металды цилиндрдің тозған бетімен бірдей етіп алып тастау керек;
- - май арнасының тығындарын бұрап алыңыз және барлық май арналарын сығылған ауамен үрлеңіз, тығындарды орнына бұраңыз;
Ескертпе иінді білік, маховик және ілініс жинағы теңгерілмеген
- - блоктағы төсеніштердің астындағы және негізгі подшипник қақпағындағы төсектерді майлықпен сүртіңіз; — жоғарғы (ойықтары бар) негізгі мойынтіректердің қабықшаларын блок төсегіне, ал төменгілерін (ойықтарсыз) жабу төсегіне орнату;
- - төсемдерді майлықпен сүртіңіз және оларды мотор майымен майлаңыз;
- - иінді біліктің негізгі және шатунның түтіктерін майлықпен сүртіңіз, оларды таза мотор майымен майлаңыз және білікті цилиндр блогына орнатыңыз;
- - қозғалтқыш майымен майлау және тіреуіш жартылай шайбаларды орнату: жоғарғылары - цилиндрлер блогының үшінші негізгі төсенішінің ойықтарында (үйкеліске қарсы қабат иінді біліктің бетіне қарай); төменгілері - үшінші негізгі подшипниктің қақпағымен бірге. Жартылай шайбалардың антенналары қақпақтың ойықтарына сәйкес келуі керек;
- - қалған тіректердің қақпақтарын сәйкес негізгі журналдарға орнатыңыз, бұрап бекітіңіз және негізгі мойынтіректердің қақпақтарын бекітетін болттарды 100-110 Нм (10-11 кгс м) бұрау моментіне дейін бұрап, бұранданың жіптерін алдын ала майлаңыз. қозғалтқыш майы бар болттар;
- - иінді білікті бұраңыз, оның айналуы аз күш жұмсап еркін болуы керек;
- - иінді біліктің артқы жағындағы резеңке майлы тығыздағыш бар қақпақты алыңыз, май тығыздағыштың әрі қарай жұмыс істеуге жарамдылығын тексеріңіз. Егер май тығыздағыштың жұмыс жиектері тозған болса немесе иінді біліктің фланецін әлсіз жауып тұрса, оны жаңасымен ауыстырыңыз.
Май тығыздағышты оправка арқылы қақпаққа басу ұсынылады;
- - жұмыс жиегі мен май тығыздағыш табағының арасындағы қуыстың 2/3 бөлігін CIATIM-221 майлаумен толтырыңыз, қақпақты орнатыңыз және блокқа бұрау моменті 12-18 Нм (1,2-1,8 кгс м) болттармен бекітіңіз. ). Оправканы пайдаланып қақпақты ортаға қойыңыз;
- - маховикті иінді біліктің артқы жағына орнатыңыз, сонда маховиктегі саңылау түйреуішпен тураланады;
- - маховик болттарының шайбасын орнатыңыз, болттарды 72-80 Нм (7,2-8,0 кгс м) моментке бекітіңіз және қатайтыңыз;
- - аралық гильзаны маховикке орнатыңыз және 80203AC9 шарикті подшипникті қорғаныс шайбаларымен басыңыз.
Шатун мен поршеньдік топты қосалқы құрастыруды орындаңыз. Блок цилиндрлері үшін поршеньдерді, сондай-ақ поршеньдер мен шатундарға арналған поршеньдік түйреуіштерді таңдау бөлшектердің (20±3)° C температурасында жүргізілуі керек.
Сыртқы диаметрі бойынша поршеньдер және ішкі диаметрі бойынша цилиндрлер өлшемдер бойынша бес топқа бөлінеді.
Цилиндрлермен бірдей өлшемдегі поршеньдер блоктың бұрғыланған немесе жаңа цилиндрлеріне орнатылуы керек.
Көршілес топтардан таңдауға рұқсат етіледі, бұл жағдайда жұмыс цилиндрлері үшін поршеньдерді таңдаған кездегідей таңдау қалыңдығы 0,05 мм және ені 10 мм зонд таспасының тарту күші негізінде жүргізіледі.
Сызғыш таспа цилиндр мен поршеньдің арасына поршеньдің бүкіл биіктігі бойынша орналастырылады және поршеньдің ең үлкен диаметрі бойымен поршеньдік түйреуіш осіне перпендикуляр жазықтықта орналастырылады. Зонд лентасына қосылған динамометрге түсетін күш 35-45 Н (3,5-4,5 кгс) болуы керек.
Поршеньді таңбалау - поршеньнің төменгі жағында мөр басылған топты көрсететін әріп;
- жөндеу ұлғайту «406» (стандартты өлшем) немесе «406AR» (жөндеу ұлғайту 0,5) немесе «406BR» (жөндеу ұлғайту 1,0) жазуларымен көрсетіледі, ол үшін бастықтардың бірінің бүйір қабырғасына құйылады. поршеньдік істік.
Цилиндрлер тобын көрсететін әріп блоктың сыртқы бетінде, оң жақта, әрбір цилиндрге қарама-қарсы боялған. Таңдауды жеңілдету үшін түйреуіштер, шатундар және поршеньдер өлшемдерін азайту реті бойынша төрт өлшем тобына бөлінеді.
Саусақтар мен шатундарды таңбалау Саусақтар мен шатундар бояумен таңбаланады: саусақ ішкі бетінде, шатун - бас штангада. Поршень - төменгі жағында рим цифрларымен (бедерленген) немесе салмақ белгісін бояу.
Поршеньдік түйреуіш 0,0045-тен 0,0095 мм-ге дейінгі аралықпен бірдей немесе көрші топқа жататын шатунға сәйкестендіріледі.
Таңдау кезінде поршеньді түйреуіш бас бармақтың күшімен шатунның жоғарғы басындағы тесікке мықтап, бірақ кептеліссіз кіруі керек. Поршеньдік істік қозғалтқыш майымен аздап майлануы керек.
Поршеньдік материалдың сызықтық кеңеюі түйреуіштікінен шамамен 2 есе көп болғандықтан, қалыпты бөлме температурасында түйреуіш кедергімен поршень ойықтарының тесігіне енеді.
Поршень мен түйреуіштің өлшем топтары сәйкес болуы керек. Поршеньдік түйреуіш, поршень сақиналары және шатун жинағы бар поршеньді салмақпен басқару керек. Қозғалтқыштағы жинақтар арасындағы салмақ айырмашылығы 10 г аспауы керек.
Поршеньдер мен поршеньдік түйреуіштерді жинағаннан кейін шатун мен поршеньдер тобын келесі ретпен қайта жинауды жалғастыру қажет:
- - поршень бастары мен поршень сақиналарының ойықтарын көміртегі шөгінділерінен тазалаңыз;
- - құралдың көмегімен поршеньді поршеньге және шатунға басыңыз. Бұл жағдайда поршеньді 60-80 ° C температураға дейін қыздырыңыз (салқын поршеньге саусақты басу поршеньдік бағаналардағы тесіктердің бетінің зақымдалуына, сондай-ақ поршеньдің деформациясына әкелуі мүмкін).
Шатундар мен поршеньдерді поршеньдік істікпен құрастырмас бұрын келесідей бағыттау керек:
- - поршеньнің төменгі жағындағы көрсеткі (немесе түйреуіш қалтасының сыртқы жағында орналасқан «АЛДЫҚ» жазуы), шатун қақпағының бүйір бетіндегі кертпе және иінді басындағы шығыңқы шатун бір бағытта бағытталуы керек;
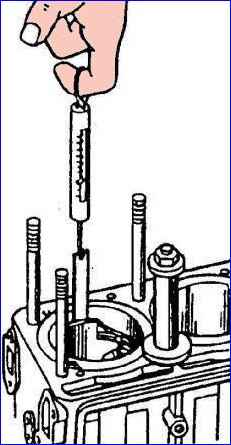
- - цилиндрлер үшін поршеньдік сақиналарды таңдау. Цилиндрге орналастырылған сақиналардың құлыптарында өлшенетін термиялық саңылау қысқыш сақиналар үшін 0,3-0,6 мм және май қырғыш сақиналардың болат дискілері үшін 0,5-1,0 мм болуы керек.
Тозған цилиндрлердегі ең кіші саңылау қысқыш сақиналар үшін 0,3 мм және май қырғыш сақиналардың болат дискілері үшін 0,5 мм болуы керек;

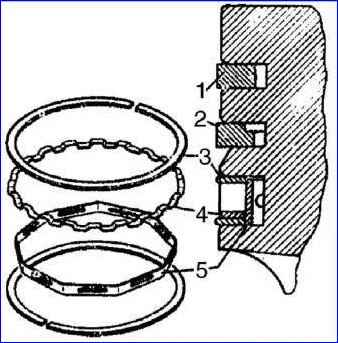
- - сақиналар мен поршеньді ойықтың қабырғасы арасындағы саңылауларды сезгіш өлшегішпен тексеру. Поршеньдің шеңберін бірнеше нүктеден тексеріңіз.
Саңылау өлшемі жоғарғы және төменгі қысу сақиналары үшін 0,050-0,087 мм, ал жиналған май қырғыш сақинасы үшін 0,115-0,365 мм диапазонында болуы керек;
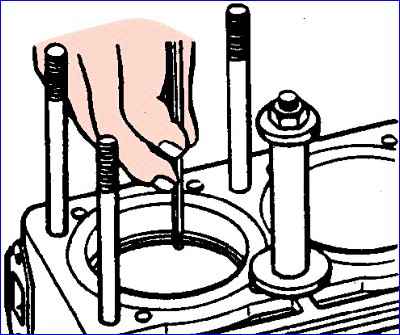
- - құралдың көмегімен поршень сақиналарын поршеньге салыңыз. Төменгі қысу сақинасын ішкі ойығын жоғары қаратып поршень түбіне қарай орналастырыңыз. Ойықтардағы сақиналар еркін қозғалуы керек;
- - поршеньдерді цилиндрлерге келесідей салыңыз:
- - шатун-поршеньдік топты поршень түбіндегі көрсеткі (немесе бас жағындағы «FRONT» жазуы) алға қарайтындай етіп бағыттаңыз;
- - шатундардың төсектерін және олардың қақпақтарын майлықпен сүртіңіз, сүртіңіз және оларға төсеніштерді салыңыз;
- - иінді білікті бірінші және төртінші цилиндрлердің иінділері BDC сәйкес орын алатындай етіп бұраңыз;
- - мойынтіректерді, поршеньді, шатунның журналын және бірінші цилиндрді таза қозғалтқыш майымен майлаңыз;
- - қысу сақиналарының құлыптарын бір-біріне 180° бұрышпен жылжытыңыз, май қырғыштың сақина дискілерінің құлыптары да бір-біріне 180° бұрышта және құлыптарға қатысты 90° бұрышта болады. қысу сақиналары.
Екі функциялы кеңейткіштің құлпын сақиналы дискілердің бірінің құлпына 45° бұрышпен салыңыз;
- - шатун болттарына сақтандырғыш жезден жасалған ұштарды салыңыз, сақиналарды қысу арқылы немесе поршеньдік цилиндрге орнату үшін оправканы қолданыңыз;
- - поршеньді цилиндрге салу. Поршеньді орнатпас бұрын шатун мен оның қақпағында штампталған сандар цилиндрдің сериялық нөміріне сәйкес келетініне тағы бір рет көз жеткізіңіз, цилиндрдегі поршень мен шатунның дұрыс орналасуын тексеріңіз;
- - шатунды иінді басынан шатунның журналына тартыңыз, болттардан жез ұштарын алыңыз және шатунның қақпағын киіңіз. Шатунның қалпақшасы қалпақша мен шатундағы мөрленген сандар бір бағытта болатындай етіп орнатылуы керек. Жаңғақтарды бұрау кілтімен 68-75 Нм (6,8-7,5 кгс м) айналдыру сәтіне дейін бұраңыз;
- - төртінші цилиндрдің поршенін бірдей ретпен салу;
- - иінді білікті 180° бұраңыз және екінші және үшінші цилиндрлердің поршеньдерін салыңыз;
- - иінді білікті бірнеше рет бұраңыз, ол аз күш жұмсап оңай айналуы керек;
- - май сорғысының ұстағышын және май сорғысын блокқа орнатып, оларды бекітіңіз;
- - аралық білік төлкелерін қозғалтқыш майымен майлаңыз, кілтті аралық біліктің ойығына орнатыңыз және білікті цилиндрлер блогына ілмек шыққанша орнатыңыз;
- - май сорғысының жетекті берілісін гайкамен аралық біліктің иініне орнатыңыз және редуктор гайкасын қатайтыңыз;
- - аралық білік фланецін орнатыңыз және бекітіңіз, бұл ретте фланецтегі тесіктің кішірек диаметрі блокқа жақын болуы керек;
- - май сорғысының жетегінің жетекті берілісімен білікке қозғалтқыш майымен майлаңыз және оны май сорғысының жетегінің берілістері бекітілгенше блоктағы тесікке кіргізіңіз;
- - май сорғы жетегінің алтыбұрышты білігін білік төлкесіндегі тесікке салыңыз;
- - тығыздағыш пен май сорғысының жетек қақпағын орнатыңыз, қақпақты бекітіңіз;
- - таратқыш білігінің жетектерін келесі ретпен орнатыңыз:
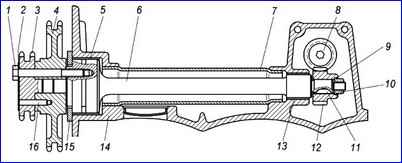
Бір ойықты шкиві бар иінді біліктің алдыңғы шеті: 1 - муфта болты; 2 - параллельді кілт; 3 - тісті синхрондау дискісі бар демпфер шкив; 4 - манжет; 5 - шынжырлы қақпақ; 6 - төлке; 7 - жұлдызша; 8 – сегменттік кілт; 9 – цилиндрлер блогы; 10 - негізгі мойынтіректердің қабықтары, 11 - иінді білік; 12 – негізгі мойынтіректің қақпағы; 13 - май жинағыш: 14 - резеңке тығыздағыш сақина; 15 - құлыпты шайба
- - 7 тісті иінді біліктің иінді білігіне басыңыз;
- - резеңке тығыздағыш сақинаны 14 және втулканы 6 иінді біліктің тығыздағыш сақинасына үлкен ішкі фаскамен орнатыңыз;
- - иінді білік шкивінің кілтін шпангоутқа орнату;

- - қозғалтқыштың иінді білігін иінді біліктің жұлдызшасындағы белгі цилиндрлер блогындағы «M2» белгісімен сәйкес келгенше бұраңыз, ол TDC-дегі бірінші цилиндрдің поршеньінің орнына сәйкес келеді. Бұл жағдайда цилиндрлер блогындағы белгі жұлдызша тістері қуысының осіне қатысты симметриялы түрде орналасуы керек;
- - төменгі тізбек бағыттағышын 19 бекіту болттарын толығымен тартпай орнатыңыз;
- - аралық біліктің жетекті 7 жұлдызшасына (тіс саны - 38) және қозғалтқыштың иінді білігінің 1 жұлдызшасына 6 шынжырды салыңыз. Аралық білікке шынжырлы жұлдызшаны орнатыңыз, бұл ретте аралық біліктің жетектегі жұлдызшасындағы белгі цилиндрлер блогындағы «М1» белгісімен сәйкес келуі керек, ал демпфер арқылы өтетін шынжырдың жетек тармағы керілуі керек;
- - аралық біліктің жетекті жұлдызшасын 8 (тістердің саны - 19) орнатыңыз және жұлдызшаларды аралық білікке болттармен бекітіңіз. Бекіту тақтасын болттардың шетіндегі бүктеңіз;
- - таратқыш білігінің бірінші сатысының (төменгі тізбектің) гидравликалық шынжыр кергішінің 5 табанын орнату;
- - гидравликалық кергіш туфлиді басқан кезде, шынжырды қатайтыңыз, белгілерге сәйкес жұлдызшалардың дұрыс орнатылуын тексеріңіз және соңында төменгі амортизаторды 19 бекітіңіз.
- Аралық біліктің жетек тізбегін орнатқаннан кейін таратқыш білігінің жетек тізбегі мен гидравликалық кергіштер орнатылмайынша иінді біліктің айналуына жол берілмейді;
- - таратқыш білігінің жетегінің екінші сатысының (жоғарғы тізбек) гидравликалық шынжыр кергішінің 9 туфлиін орнату;
- - таратқыш білігінің жетегінің екінші сатысының 11 тізбегін аралық біліктің жетекті 8 жұлдызшасына қою;
- - резеңке тығыздағышпен шынжыр қақпағын алыңыз және одан әрі жұмыс үшін тығыздағыштың жарамдылығын тексеріңіз. Егер май тығыздағыштың жұмыс жиектері тозған болса немесе иінді біліктің төлкесін әлсіз жауып тұрса, оны жаңасымен ауыстырыңыз. Майлы тығыздағышты оправка арқылы қақпаққа басу ұсынылады;
- - жұмыс жиегі мен май тығыздағыштың арасындағы қуыстың 2/3 бөлігін CIATIM -221 майлаушымен толтырыңыз;
- - тізбекті екінші рет ұстау аралық білік жұлдызшасынан секіруден бастап, шынжыр қақпағын және бір уақытта генератор кронштейнін орнатыңыз және бекітіңіз, бұрандаларды 22-27 Нм (2,2-2,7 кгс м) айналдыру моментіне дейін бұраңыз;
- - салқындатқыш сорғыны шынжыр қақпағына орнатыңыз және бекітіңіз, сорапты шынжыр қақпағына бекітетін болтты 22-27 Нм (2,2-2,7 кгс м) айналу моментіне дейін қатайтыңыз;
- - шынжыр қақпағындағы гидравликалық кергішке арналған тесікті мотор майымен майлаңыз және гидравликалық кергіш құлпын жұмыс істемеу үшін жинақталған гидравликалық кергіш 2 аяқ киімнің тоқтауына тигенше орнатыңыз, бірақ баспаңыз; - гидравликалық кергіш қақпағына шуды оқшаулайтын резеңке шайбаны 3 орнатыңыз;
- - гидравликалық кергіш қақпағын жауып, оны екі болтпен бекітіңіз;
- - гидравликалық кергіш қақпағының тесігі арқылы оправканы гидравликалық кергішке басыңыз, оны тоқтағанша жылжытыңыз, содан кейін босатыңыз, бұл жағдайда поршеньдегі құлыптау сақинасы гидравликалық кергіш корпусымен ажыратылады және поршеньге және көктемнің әсерінен қозғалатын тұрғын үй. Корпус қақпақтағы шайбаға дейін жылжиды, ал шынжыр аяқ киім арқылы тартылады;
- - тығынды 4 гидравликалық кергіш қақпаққа бұраңыз;
- - сорғы құбырын термостат корпусының құбырына қосатын салқындатқыш сорғы құбырына шлангты орнату;
- - Эластосил 137-83 жабысқақ тығыздағыштың жұқа қабатын шынжыр қақпағының көлденең ұшына және шынжыр қақпағының цилиндр блогымен түйісетін жеріне жағыңыз;
- - цилиндр қақпағын блокты бағыттаушы втулкаларға орнатыңыз, сонымен қатар шынжыр қақпағының үстінде орналасқан тығыздағыштың бетіне Elastosil 137-83 желім-нығыздаушысын жағыңыз;
- - жинақталған цилиндр басын блокқа орнатыңыз және басты болттарды екі кезеңде қатайтыңыз - 40-60 Нм (4-6 кгс м) айналу моментімен алдын ала қатайту және соңғы қатайту - 130-145 Нм (13,0-14) 5 кгс м).
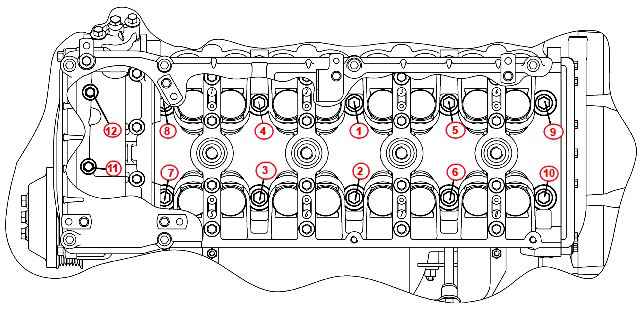
Цилиндр басының болттарын тарту реті суретте көрсетілген. Орнатпас бұрын болттардың жіптерін маймен майлаңыз;
- - болттарды бұрап алыңыз және таратқыш біліктердің қақпақтарын алыңыз, басындағы және қақпақтардағы таратқыш біліктердің астындағы кереуетті майлықпен сүртіңіз;
- - гидравликалық шүмектердің басындағы саңылауларды қозғалтқыш үшін қолданылатын мотор майымен майлаңыз және цилиндр басына гидравликалық шүмектерді орнатыңыз.
Қозғалтқышты гидравликалық итергіштерді ауыстырмай жөндегенде, оларды бөлшектеу кезінде қолданылатын белгілерге сәйкес орнатыңыз, егер гидравликалық итергіш істен шықса, оны ауыстыру керек, өйткені оны жөндеу мүмкін емес. Гидравликалық итергіштерді сорғыш немесе магнит арқылы алып тастау керек;
- - цилиндр басына таратқыш біліктерді орнатыңыз, бұған дейін басындағы төсектерді, жұдырықшаларды және таратқыш білік мойынтіректерін қозғалтқыш майымен майлаңыз.
Алу таратқыш білігі жұлдызшаны жоғары қаратып орнатылады, ал шығару таратқыш білігі тісті дөңгелекті оңға қаратып орнатылады. Жұдырықшалардың бұрыштық орналасуына байланысты таратқыш біліктердің бұл позициялары тұрақты;
- - тартқыш фланецтері бар алдыңғы таратқыш білік қақпағын орнату төлкелеріне орнатыңыз және таратқыш біліктердің бойлық қозғалысына байланысты тартқыш фланецтердің ойықтарға орнатылуын қамтамасыз етіңіз;
- - таратқыш біліктердің №3 және №7 қақпақтарын орнатыңыз және қақпақтардың беті цилиндр басының үстіңгі жазықтығына тигенше қақпақ болттарын алдын ала қатайтыңыз;
- - барлық басқа қақпақтарды белгілерге сәйкес орнатыңыз және қақпақ болттарын алдын ала қатайтыңыз;
- - соңында таратқыш білік қақпағының болттарын 19-23 Нм (1,9-2,3 кгс м) айналдыру моментіне дейін бұраңыз;
- - барлық таратқыш білігінің жұдырықшаларын қозғалтқыш майымен майлаңыз және тіректердегі әрбір таратқыш білігінің айналуын тексеріңіз, ол үшін цилиндрлердің бірінің клапан серіппелері толық болғанша таратқыш білігінде арнайы тетраэдр көмегімен таратқыш білікті кілтпен бұраңыз. қысылған.
Әрі қарай айналдыру кезінде таратқыш білік итергіштермен келесі жұдырықшаларға тигенше клапан серіппелерінің әсерінен тәуелсіз айналуы керек;
- - таратқыш біліктердің айналу жеңілдігін тексеріп, содан кейін оларды бұрау арқылы бұрау арқылы бағыттаңыз, 13 (22-суретті қараңыз) жұлдызшалардың астындағы туралау түйреуіштері шамамен көлденең және әртүрлі бағыттарға бағытталған.
Бұл таратқыш білік орындары тұрақты және бұрыштық туралау арқылы қамтамасыз етіледі камералардың орналасуы;
- - сору клапанының білігінен таратқыш біліктердің бұрыштық орнын тексеруді бастаңыз.
Ол үшін жетек тізбегін 16 жұлдызшаның үстіне лақтырып, жұлдызшаны таратқыш біліктің фланеці мен түйреуішіне орнатыңыз, ал пин мен саңылауды тісті дөңгелектегі туралау үшін таратқыш білікті сағат тілімен төртбұрышпен бұраңыз.
Жаттығу тізбегін сағат тіліне қарсы бұрау арқылы қатайтыңыз, бұл ретте жұлдызшадағы 12 белгісі цилиндр басының 17 жоғарғы жазықтығымен сәйкес келуі керек. Иінді біліктің айналуына жол бермеңіз;
- - сору таратқыш білігінің бұрыштық орнатылуы үшін жетек тізбегін 14 тісті жұлдызшаның үстіне лақтырып тастаңыз, жұлдызшаны фланецке орнатыңыз және таратқыш білігінің істікшесін шынжыр тармағын тістердің арасына сәл босаңсытып орнатыңыз.
Жаттығу білігін сағат тіліне қарсы бұрап шынжырды қатайтыңыз, осылайша жұлдызшадағы 12 белгісі цилиндр басының үстіңгі жазықтығымен сәйкес келуі керек;
- - жанармай сорғысы жетегінің эксцентрикін қабылдау таратқыш білігінің жұлдызшасына салыңыз;
- - 46-74 Нм (4,6-7,4 кгс м) бұрауыштарды бекітетін болттарды орнатыңыз және бұраңыз (және қабылдау клапанының таратқыш білігінің эксцентригі), таратқыш біліктерді кілтпен тартқыш біліктерді бұраудан ұстап тұрыңыз. шаршы;
- - жоғарғы таратқыш білігінің жетек тізбегінің гидравликалық кергішін 10 төменгі тізбектің гидравликалық кергішін орнату сияқты орнату;
- - ортаңғы 18 және жоғарғы 15 шынжырлы тұрақтандырғыштарды бекіту болттарын толығымен тартпай орнатыңыз;
- - қозғалтқыштың иінді білігінің айналу бағытына бұрылу арқылы екінші сатылы тізбектің жұмыс тармақтарын қатайтыңыз және соңында ортаңғы және жоғарғы тізбектің тұрақтандырғыштарын бекітіңіз;
- - шығырды иінді біліктің білігіне ол тоқтағанша орнатыңыз және болтты 104-128 Нм (10,4-12,8 кгс м) бұрандамен бұраңыз;
- - құрастыру аяқталғаннан кейін таратқыш біліктердің орнатылуын тексеру. Ол үшін қозғалтқыштың иінді білігін айналу бағыты бойынша иінді білік амортизаторындағы белгі шынжыр қақпағындағы белгіге сәйкес келгенше екі айналымға бұраңыз. Бұл жағдайда таратқыш білігінің жұлдызшаларындағы белгілер цилиндр басының жоғарғы жазықтығымен сәйкес келуі керек;
- - аралық біліктегі таратқыш біліктерді, цилиндр бастиектерін және жұлдызшаларды алумен байланысты қозғалтқышты жөндеу кезінде жоғарыда көрсетілгендей құрастыру кезінде таратқыш білігінің жетегін орнатыңыз;
- - жөндеу кезінде аралық білік жұлдызшалары мен шынжыр қақпағы алынбаса, онда бөлшектемес бұрын 1-ші цилиндрдің поршенін қысу жүрісіндегі TDC күйіне қою керек, бұл ретте иінді білік шкивіндегі белгі сәйкес келуі керек. шынжыр қақпағындағы шығыңқы жермен , ал таратқыш білігінің жұлдызшаларындағы белгілер көлденең орналасып, әртүрлі бағыттарға бағытталған және цилиндр дайындаудың жоғарғы жазықтығымен сәйкес келуі керек.
Тарату біліктері мен цилиндр бастиектерін алып тастағаннан кейін иінді білікті тек бастапқы орнына немесе 2 айналымға қайтаруға болады.
Иінді білікті 1 айналымға айналдыру, тіпті шкив пен шынжыр қақпағындағы белгілер сәйкес келсе де, клапанның дұрыс жұмыс істемеуіне әкеледі.
Егер таратқыш біліктер мен жұлдызшалар дұрыс орнатылмаған болса, жұлдызшалардағы белгілер цилиндр басының үстіңгі жазықтығымен сәйкес келмейді. Бұл жағдайда жұлдызшаларды алып тастау, иінді білікті айналу бағытына 1 айналымға бұру және жоғарыда көрсетілгендей жұлдызшаларды орнатуды қайталау қажет;
- - салқындатқыш сорғы шкивін орнатыңыз және бекітіңіз;
- - алдыңғы цилиндр қақпағын аралық жанармай сорғысының жетек тетігімен және серіппен жинаңыз;
- - алдыңғы цилиндр қақпағын орнатыңыз және бекітіңіз;
- - салқындатқыш сорғы құбырындағы түтікке термостат корпусының құбырын орнатыңыз және термостат корпусын цилиндр басына бекітіңіз, шланг қысқыштарын қатайтыңыз;
- - сору коллекторын, қозғалтқышты көтеру кронштейнін және су сору түтігінің кронштейнін сору коллекторының шпилькаларына орнатыңыз, бекіту гайкаларын бекітіңіз және қатайтыңыз;
- - май деңгейінің индикаторы түтігін басып, индикаторды орнатыңыз;
- - клапан қақпағын орнатыңыз және бекітіңіз;
- - генератордың жоғарғы кронштейнін және бір уақытта қозғалтқыштың алдыңғы көтергіш кронштейнін орнатыңыз және бекітіңіз;
- - керілген роликті орнатыңыз және бекітіңіз;
- - кіріс құбырын орнатыңыз және бекітіңіз;
- - цилиндрлер блогының төменгі фланецінің түйіспелерін шынжырлы қақпақпен және артқы қақпақпен Эластосил 137-83 желім-нығыздағышпен немесе UN-25 пастасымен майлаңыз;
- - май табасының тығыздағышын цилиндрлер блогының төменгі фланеціне орнатыңыз;
- - май табағы мен ілініс корпусының күшейткішін орнатыңыз және бекітіңіз;
- - жетекті және ілінісу қысым тақталарын орнатыңыз және бекітіңіз, жетекші дискіні оправка арқылы ортаға келтіріңіз;
- - қозғалтқыштың бөлшектері мен тораптарын қамтамасыз ете отырып кері реттілік;
- - қозғалтқышты тұғырдан алыңыз, ілініс корпусын цилиндр блогына орнатыңыз және бекітіңіз;
- - майлау және іліністі босату ілінісу жинағын мойынтіректері бар беріліс қорабының алдыңғы қақпағына қою;
- - беріліс қорабын орнату және бекіту;
- - іліністі босату шанышқыны орнатыңыз.