Біз қозғалтқышты жалпы жөндеу кезінде және цилиндр қақпағын ауыстыру кезінде цилиндр қақпағын жөндеуді жүзеге асырамыз
Мотор қызып кеткеннен кейін басты жөндеу өте маңызды.
Қызып кету кезінде көзбен көрінбейтін ақаулар пайда болуы мүмкін
Сондықтан цилиндр басын жөндеу бойынша барлық әрекеттерді мұқият орындау керек.
Қозғалтқыштың жұмысы көбіне осыған байланысты. Бұл сізді қажетсіз жұмыстар мен шығындардан сақтайды.
Біз мақалада цилиндр қақпағын алуды қарастырамыз - Цилиндр басы тығыздағыш ZMZ 405 GAZ-2705
Цилиндр қақпағын бөлшектеу

Жаңғақтарды 1 бұрап, фазалық сенсордың экранын 5, қозғалтқышты көтеруге арналған 2 кронштейнді және шығару коллекторын 6 алып тастаңыз.
Тығыздау коллекторының тығыздағыштарын алыңыз.
Болтты 3 бұрап, 4-фазалық сенсорды алыңыз.
Төтенше жағдайдағы май қысымының сенсорын 7 және май қысымының индикаторын 8 бұрап алыңыз.

1-қысқышты босатыңыз және түтікті бос тұрған ауа реттегіш құбырынан шығарыңыз.
Жаңғақтарды 2 бұрап, қабылдағышты 3 кіріс құбырынан шығарыңыз.
Қабылдағыш тығыздағышты алыңыз.

Жаңғақтарды 1 бұрап алыңыз да, инжекторлар мен жанармай құбырымен бірге қабылдау құбырын 2 алып тастаңыз (фотосуретте көрсетілмеген).
Алу құбырының тығыздағышын алыңыз.

Болттарды 1 бұрап, блок басының артқы қақпағын 2 алып тастаңыз.

Қақпақ тығыздағышты алыңыз

Гидравликалық клапан көтергіштерін алыңыз 1. Гидравликалық итергіштерді магниттің немесе сорғыштың көмегімен алып тастау ыңғайлырақ
Гидравликалық итергіштерді ауыстыру мүмкін емес, сондықтан алып тастар алдында оларды құрастыру кезінде өз орындарына орнатуға болатындай етіп белгілеу керек.
Гидравликалық көтергіштерді клапандардағыдай күйде сақтау керек, сонда олардан май ағып кетпейді.

Егер тартқыштың конструкциясы клапанның тоқтауын қамтамасыз етпесе, оның астына сәйкес тоқтатқышты орнатыңыз.
Серіппелерді кептіргішпен сығыңыз.

Серіппелі пластинаны крекерлерден алуды жеңілдету үшін кептіргіштің тұрақты биподына балғамен жеңіл соққы беруге болады.

Екі крекерді алып тастау және серіппелерді тегіс босату үшін пинцет пайдаланыңыз.

Үстіңгі тақтаны және екі клапан серіппесін алыңыз.

Май қақпағын алу үшін тартқышты пайдаланыңыз...

Бұрауышты пайдаланыңыз және клапан серіппелерінің тіреуіш шайбасын 1 алыңыз.

Төңкерілу цилиндр блогын алып тастаңыз және клапанды алып тастаңыз, оны орнату орнын белгілеңіз, осылайша кейінгі құрастыру кезінде клапан бастапқы орнына оралады. Сол сияқты біз қалған клапандарды алып тастаймыз және белгілейміз.

Біз тозған клапан бағыттағыштарын оправкамен басамыз

Май арнасының тығындарын бұрап алу үшін "8" алтыбұрышты кілтті пайдаланыңыз
Цилиндр қақпағын тексеру, ақаулықтарды жою және жөндеу
Цилиндр қақпағын бөлшектегеннен кейін барлық бөлшектерді бензинмен жуыңыз, сүртіңіз және құрғатыңыз. Жану камералары мен клапандарды көміртегі шөгінділерінен тазалаңыз.
Блок басын тексеріңіз.
Егер клапан орындықтары арасындағы көпірлерде жарықтар болса, жану камерасының қабырғаларында күйік іздері және жарықтар болса, цилиндр басын ауыстырыңыз.
Блокқа іргелес бастың бетінің тегістігі бұзылғанын анықтау үшін металл сызғыш пен өлшеуіштерді пайдаланып тексеріңіз.
Ол үшін сызғышты шетімен блок басының бетіне, ортасына, бойына, содан кейін көлденеңінен орналастырыңыз және бастың беті мен сызғыштың арасындағы саңылауды өлшеу үшін сызғышты пайдаланыңыз. Саңылау 0,1 мм-ден асса, басты ауыстырыңыз.
Жаттығу білігінің мойынтіректеріндегі бос орындарды тексеріңіз.
Цилиндр басындағы гидравликалық клапан көтергіштері мен гидравликалық көтергіштердің арналары арасындағы саңылауларды тексеріңіз.
Саңылау арнаның диаметрі мен гидравликалық итергіштің диаметрі арасындағы айырмашылық ретінде есептеледі.
Гидравликалық итергішке арналған арнаның номиналды диаметрі 35,0 +0,025 мм, рұқсат етілген ең үлкwidth 35,1 мм.
Гидравликалық итергіштің номиналды диаметрі 35,0 -0,025 және 35,0 -0,041 мм, рұқсат етілген ең үлкен диаметрі 34,95 мм. Максималды рұқсат етілген саңылау - 0,15 мм.
Егер саңылау көрсетілген мәннен асып кетсе, гидравликалық шүмекті ауыстырыңыз. Бұл оң нәтиже бермесе, блок басын ауыстырыңыз.
Клапандарды тексеріңіз.
Егер клапанның жұмыс бетінде жарықтар, клапан басының қисаюы, күйіп қалу немесе өзекшwidthң деформациясы анықталса, клапанды ауыстыру қажет.
Клапанның жұмыс бетіндегі кішкене іздер мен сызаттарды сырғыту арқылы кетіруге болады.
Клапан орындыққа келесідей жерленеді:
- - клапанды блок басына салыңыз;
- - клапанның өзегіне клапанның тегістеу құрылғысын қою;
- - клапанның жұмыс фасасына жұқа абразивті ұнтақтың мотор майымен қоспасы болып табылатын сыпырғыш пастаның жұқа қабатын жағыңыз;
- - құрылғыны пайдаланып клапанды екі бағытта бұраңыз, оны мезгіл-мезгіл орындыққа қарсы басыңыз.
Қанағаттанарлық сырлаудың сыртқы белгісі - отырғыш пен клапанның жұмыс фасасының біркелкі күңгірт сұр түсі.
Тапқаннан кейін орындық пен клапанды таза шүберекпен сүртіңіз және қалған пасталарды кетіру үшін жақсылап шайыңыз.
Клапанның герметикалығын тексеру үшін оны серіппелермен және таяқшалармен бірге блок басына орнатыңыз.
Осыдан кейін блок басын жағына қойып, клапанмен жабылған арнаға керосин құйыңыз. Егер 3 минут ішінде. керосин жану камерасына ағып кетпейді, клапан тығыздалған болып саналады.
Клапан серіппелерінің күйін тексеріңіз. Майысқан, жарылған немесе сынған серіппелерді ауыстыру қажет.
Клапан орындықтарының күйін тексеріңіз. Орындықтардың жұмыс фасаларында тозу, тесіктер, коррозия және т.б. белгілері болмауы керек.
Кішігірім зақымдарды (ұсақ іздер, сызаттар, т.б.) клапандардағы тегістеу арқылы жоюға болады.
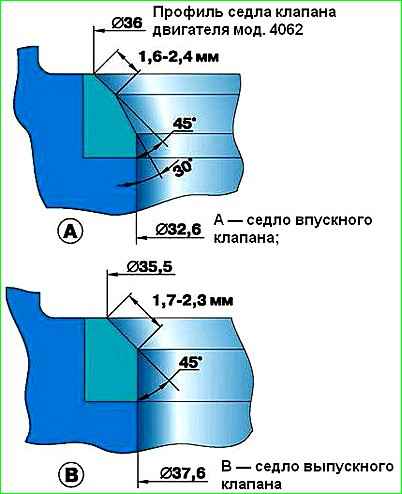
Тегістеу арқылы маңызды ақауларды жоюға болады. Тегістеу кезінде суретте көрсетілген орындық өлшемдерін сақтаңыз
Тегістеуден кейін клапан бағыттағышындағы тесікке қатысты орындық факасының ағуын тексеріңіз, рұқсат етілген ең жоғары ағып кету - 0,05 мм.
Тегістеуден кейін клапандарды ұнтақтаңыз.
Содан кейін клапандармен жабылған арналарда және жану камераларында абразивті бөлшектер қалмауы үшін цилиндр басын мұқият тазалап, сығылған ауамен үрлеңіз.
Отырғышты тегістегеннен кейін клапан орындыққа тереңірек орналасатынын ескеру қажет.
Сондықтан, тегістеуден кейін, клапан діңінің орындыққа басылған ұшы мен таратқыш білігінің осі арасындағы қашықтықты өлшеу керек.
Егер бұл қашықтық 35,5 мм-ден аз болса, цилиндр басын ауыстырыңыз, өйткwidth бұл жағдайда клапан көтергіштерінің қалыпты жұмысы бұзылады.
Бағыттауыш втулкалар мен клапандар арасындағы саңылауларды тексеріңіз.
Саңылау втулкадағы тесік диаметрі арасындағы айырмашылық ретінде есептеледі және клапан діңінің диаметрі. Максималды рұқсат етілген саңылау - 0,2 мм.
Егер саңылау көрсетілген мәннен асып кетсе, клапан мен бағыттаушы гильзаны ауыстырыңыз.
Ескі втулка жану камерасының бүйіріндегі оправка арқылы басылады.
Тірек сақиналары гидравликалық итергіштерге арналған тесіктің бүйіріндегі блок басының жазықтығында тоқтағанша оларға бекіту сақиналары салынған жаңа төлкелерді орнатыңыз.
Орнату алдында төлкелерді –40...45°C дейін салқындату керек, ал блок басын +160-175°C температураға дейін қыздыру керек.
Втулканы блок басына еркін немесе аз күшпен енгізу керек.
Клапан бағыттағыштары үш жөндеу өлшемінде қосалқы бөлшектер ретінде жеткізіледі.
Втулканың сыртқы диаметрі бар бірінші жөндеу өлшемі 0,02 мм-ге ұлғайды.
Екінші - гильзаның сыртқы диаметрі 14,2 +0,053 және 14,2 +0,040 мм, үшінші - диаметрі екінші өлшемнен 0,02 мм-ге ұлғайған.
Бірінші жөндеу өлшеміндегі втулкаларды орнатқанда, блок басындағы төлкеге арналған тесікті бұрап алмаңыз.
Екінші және үшінші жөндеу өлшеміндегі втулкаларды орнатқан кезде диаметрі 14,2 -0,023 және 14,2 -0,050 мм болатын тесікті бұрғылау керек.
Жаңа төлкелерді орнатқаннан кейін, олардағы клапандарға арналған тесікті кестеде көрсетілген өлшемдерге дейін кеңейтіңіз. 2.1. Содан кейін клапан орындықтарын жоғарыда көрсетілгендей ұнтақтаңыз.
Блок басындағы жарықтар бар-жоғын тексеру үшін, қысылған ауа түтігін салқындатқыш күртешедегі тесіктердің біріне жалғау керек.
Бастағы барлық тесіктерді ағаш тығындармен жабыңыз. Басын су ваннасына түсіріп, 1,5 атм қысыммен сығылған ауаны қолданыңыз. Жарықтар бар жерлерде ауа көпіршіктері шығады.

Бастың түйісетін жазықтығын тазалап, біз бастың блокқа тіке жиегімен сәйкестік сапасын тексереміз.
Егер деформация 0,05 мм-ден асса, тегістікті механикалық өңдеу арқылы қалпына келтіру керек, бірақ тегіс еместік 0,1 мм-ден асса, басы жөнделмейді.
Басын шайып, май арналарын шөгінділерден тазарту үшін керосин немесе дизель отынын пайдаланыңыз.
Одан кейін беттерді таза шүберекпен сүртеміз және арналарды сығылған ауамен үрлеп шығарамыз. Май арнасының тығындарын
ауыстырыңыз

Жаңа клапан төлкелерін алюминий аралық тетік арқылы басамыз, басын 160–180°C дейін қыздырамыз және төлкелерді «құрғақ мұзда» (CO 2) салқындаймыз.
Ескі май тығыздағыштарын жаңасымен ауыстырып, клапандарды алудың кері ретімен орнатыңыз
Клапандарды сығу

Клапанның фаскасына сығу пастасын жағып, оны тиісті бас төлкеге орнатыңыз.

Клапанның өзегіне сығу құрылғысын бекітіп, клапанды отырғышқа басып, оны екі бағытта шамамен 90° бұраңыз
Клапанның нығыздаушы факасының бүкіл width мен ұзындығы бойынша күңгірт және таза болғанша тегістеуді жалғастырамыз.

Клапан орынындағы фаска да осылай болуы керек. Клапан мен орындықтағы қалған пасталарды шүберекпен сүртіңіз.
Цилиндр басын кері ретпен жинаңыз.
")

")
")
")
")
")
")
")