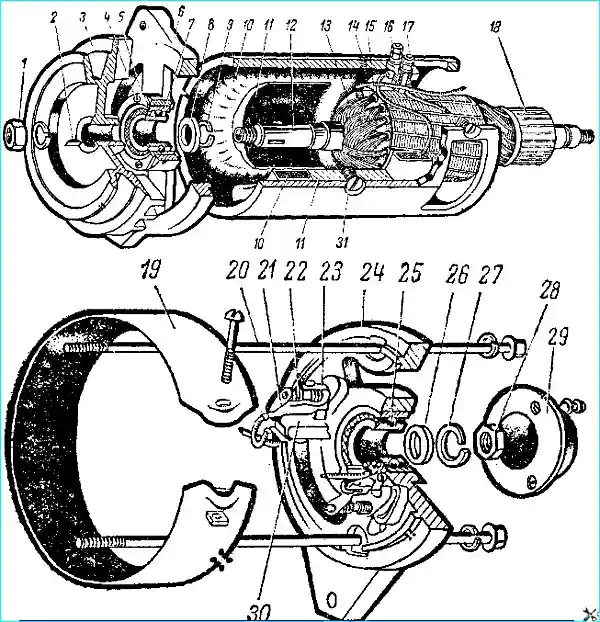
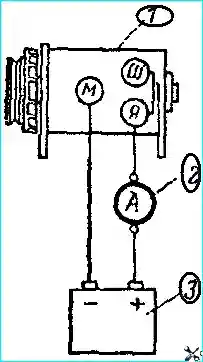
ГАЗ-53А 汽車安裝雙極雙刷 Г130-Г 型發電機(圖 1),ГАЗ-66 汽車安裝 Г130-В 型。
直流發電機,開啟式,最大輸出電流 28 A,電壓 12–15 V。
部分汽車使用 Г130-Э 型發電機,其接線柱帶屏蔽。
發電機技術維護
為便於檢查,拆下保護帶。從換向器、碳刷和刷握開始檢查。
需確保碳刷完好,在刷握中無卡滯,並與換向器可靠接觸。
檢查碳刷彈簧張力。隨著碳刷磨損,彈簧張力可能減弱。可通過彎折彈簧擋塊調整彈簧張力。用彈簧測力計測量碳刷壓力。
從換向器一側用壓縮空氣吹淨發電機;輕微髒污的換向器用稍微浸過汽油的乾淨抹布擦拭。
嚴重髒污、輕微燒蝕和有細小粗糙度的換向器,用粒度 80 或 100 的玻璃砂紙手工轉動電樞打磨(禁止使用金剛砂布)。
對於換向器嚴重磨損或燒蝕的發電機,需車削換向器。
用稍微浸過汽油的抹布清潔碳刷工作面。
若碳刷與換向器接觸不良,需進行磨合。
仔細檢查發電機軸承有無卡滯。有卡滯的軸承應更換。
發電機故障及排除方法
故障原因 — 排除方法
蓄電池不充電
— 碳刷卡滯 — 清潔刷握,檢查碳刷彈簧壓力。
— 換向器燒蝕 — 打磨或必要時車削換向器。
— 勵磁電路斷路 — 焊接引出線或更換線圈。
— 電樞電路斷路 — 更換或修理電樞。
— 電樞匝間短路 — 更換故障電樞。
— 電樞與磁極刮擦 — 檢查軸承及其安裝部位,更換損壞零件。
— Г130-Э 屏蔽插頭接觸不良 — 更換壓緊插孔的彈性環。
碳刷磨損過快:
— 換向器跳動過大 — 車削並磨光換向器。
發電機尖叫或異響:
— 碳刷磨合不良 — 磨合碳刷。
— 軸承缺油 — 更換軸承。
— 電樞與磁極刮擦 — 檢查軸承及安裝部位,更換損壞零件。
— 軸承磨損 — 更換軸承。
— 軸承卡滯 — 更換軸承。
— 軸承座孔磨損 — 更換端蓋或電樞。
電樞軸向間隙過大:
— 軸承磨損 — 更換軸承。
支架及其固定腳斷裂。發電機固定頻繁鬆動:
— 皮帶輪不平衡量過大 — 檢查不平衡量,若超過 25 g·cm 則進行平衡。
— 水泵皮帶輪有凹痕 — 更換損壞的皮帶輪。
發電機過熱嚴重:
— 電壓調節器或電流限制器調整不當及觸點熔焊 — 檢查電壓調節器並排除故障。
發電機的維修
按以下順序解體待修發電機。
拆下保護帶和碳刷。
拆下軸承蓋,鬆開電樞軸後端固定螺母。
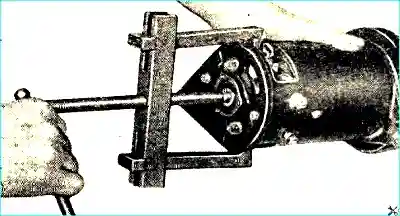
鬆開發電機拉緊螺栓,用拉馬拆下換向器側端蓋(圖 2)。
將帶皮帶輪側端蓋的電樞從機殼中取出。
用拉馬從電樞上拆下皮帶輪,然後鬆開軸承固定板的螺釘,拆下端蓋。
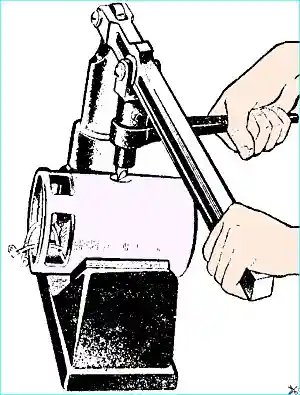
必要時在專用工具中鬆開磁極固定螺釘,拆下勵磁線圈(圖 3)。
機殼的檢查
使用 533 型儀器或接入交流電的檢驗燈,檢查勵磁線圈及接線柱對機殼有無短路。
用檢驗燈檢查時,將燈接在接線柱「Ш」與機殼之間,然後將燈從「Ш」改接到「Я」接線柱上(此時從刷握上拆下的接線端不應接觸機殼)。兩種情況下燈都不應點亮。若燈亮,則表示勵磁繞組或接線柱對機殼短路。此時需拆下勵磁繞組並排除故障。更換損壞的絕緣墊片和接線柱絕緣套管。
然後用檢驗燈檢查勵磁繞組的完整性。將檢驗燈接在接線柱「Ш」與勵磁繞組導線接頭之間。繞組正常時燈應點亮。
檢查勵磁繞組有無匝間短路。使用 533 型儀器進行此檢查。也可用歐姆表檢查勵磁線圈。兩個線圈的電阻應為 7,6–8,4 Ω。有匝間短路的勵磁線圈應更換。
磁極上不應有電樞刮擦的痕跡。若有刮擦,檢查端蓋和軸承,必要時更換。
端蓋的檢查
使用 533 型儀器或檢驗燈檢查絕緣刷握與換向器側端蓋之間有無短路。絕緣良好時燈不應點亮。
換向器側端蓋中的軸承應能自由裝入,但無明顯鬆動。軸承孔直徑應為 35 +0,03 mm。若軸承孔直徑超差或絕緣刷握對端蓋短路,則端蓋應更換。
確認皮帶輪側端蓋中的軸承為緊配合(壓入配合)。軸承孔直徑應為 47 +0,03 mm。
電樞的檢查
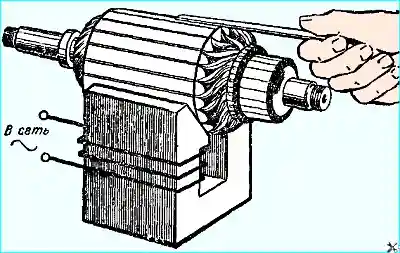
使用 533 型儀器檢查電樞有無匝間短路(圖 4)以及繞組對鐵芯有無短路。
若有損壞,電樞應更換。
若檢查電樞換向器時發現其髒污、有燒蝕痕跡及長度方向不均勻磨損,應用粒度 80 或 100 的細玻璃砂紙打磨。打磨時將電樞通過前端蓋固定在台鉗中,平穩轉動電樞進行打磨。
若換向器磨損嚴重且表面跳動,應在 ГАРО 專用機床或普通車床上車削。車削後用百分表檢查換向器跳動。換向器跳動超過 0,03 mm 會導致換向器快速燒蝕和碳刷磨損,尤其在發動機曲軸高轉速時。
在車削後的換向器上,用專用工具或雙面磨至 0,8 mm 的鋸條將絕緣雲母下刻 0,8 mm。下刻後用粒度 100 的細玻璃砂紙打磨換向器。
碳刷裝置的檢查
為檢查碳刷,將電樞與換向器側端蓋組裝。檢查碳刷在刷握中是否卡滯,碳刷的狀態和磨損程度,以及碳刷彈簧的壓力。
碳刷壓力過小會增加火花,換向器燒蝕。碳刷壓力過大會導致換向器過熱和碳刷嚴重磨損。彈簧對碳刷的壓力應為 800–1300 gf。
測量壓力時,將一條紙片放在碳刷下方,用測力計拉動彈簧,同時拉動紙片,當紙片開始移動時記下測力計讀數。
碳刷在刷握中應能自由移動,無卡滯和多餘間隙。磨損至高度 14 mm、沾油或損壞的碳刷應更換為 ЭГ13 或 ЭГ13-П 型新碳刷,尺寸為 22,3×23,5×6,3 mm。禁止使用其他型號的碳刷。
更換碳刷或車削換向器後,建議將碳刷與換向器磨合。將砂布條(砂面朝碳刷)放在換向器上,用手朝與電樞旋轉相反的方向轉動電樞,使碳刷整個工作面磨合。反向轉動時,用鉤子將碳刷略微提起。
檢查完畢並更換故障零件後,按解體的相反順序組裝發電機。組裝後對發電機進行檢查。
發電機的檢驗檢查
發電機的完好性及其組裝正確性通過以下方式確定:
- — 檢查發電機在電動機模式下的工作情況;
- — 檢查空載和滿負載時達到 12,5 V 電壓所需的轉速。
檢查空載運行的發電機時,將其接入 12 V 蓄電池電路,測量消耗的電流。發電機外殼接蓄電池負極,接線柱「Я」和「Ш」接正極(圖 5)。
檢查 Г130-Э 型發電機時需準備額外的接線柱插頭。接線時務必不要接錯導線,否則會導致發電機磁化方向錯誤。
安裝磁化方向錯誤的發電機會導致反向電流繼電器觸點熔焊和電壓調節器故障。
應在發電機運行五分鐘後測量消耗電流。
正常發電機在 550–700 min⁻¹ 時消耗電流不應超過 6 A。此時電樞應從驅動側看順時針平穩轉動,無抖動。電樞轉動時,每次同一換向片經過碳刷時出現抖動通常是電樞繞組故障的標誌。
發電機在電動機模式下工作時,碳刷下的火花應幾乎不可見。若火花強烈且換向器上留下燒蝕痕跡,則表示發電機繞組故障。
消耗電流增大同時轉速降低表示組裝不正確(端蓋歪斜、電樞與磁極刮擦)。消耗電流增大同時轉速升高通常表示發電機電氣部分存在故障。消耗電流降低表示電樞電路接觸不良(換向器或碳刷髒污、碳刷壓力不足、連接處接觸不良)。
發電機產生 12,5 V 電壓時的轉速在試驗臺上檢查。試驗臺包括可平穩改變發電機電樞轉速(至 3000 min⁻¹)的電動機、測量儀表(電壓表、電流表和轉速表)以及可在發電機電路中產生高達 30 A 負載的變阻器。
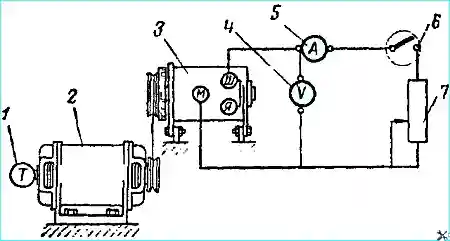
發電機在簡易試驗臺上測試的接線示意圖如圖 6 所示。
空載、發電機冷態時,電壓表應在發電機電樞轉速 1450 min⁻¹(不超過)時顯示 12,5 V。
在負載 28 A、電壓 12,5 V 時,發電機電樞轉速不應超過 2400 min⁻¹。
測試期間應平穩改變發電機電樞轉速,並觀察電壓表和電流表讀數,避免電壓和電流過高損壞發電機。
")

")
")
")
")
")
")
")